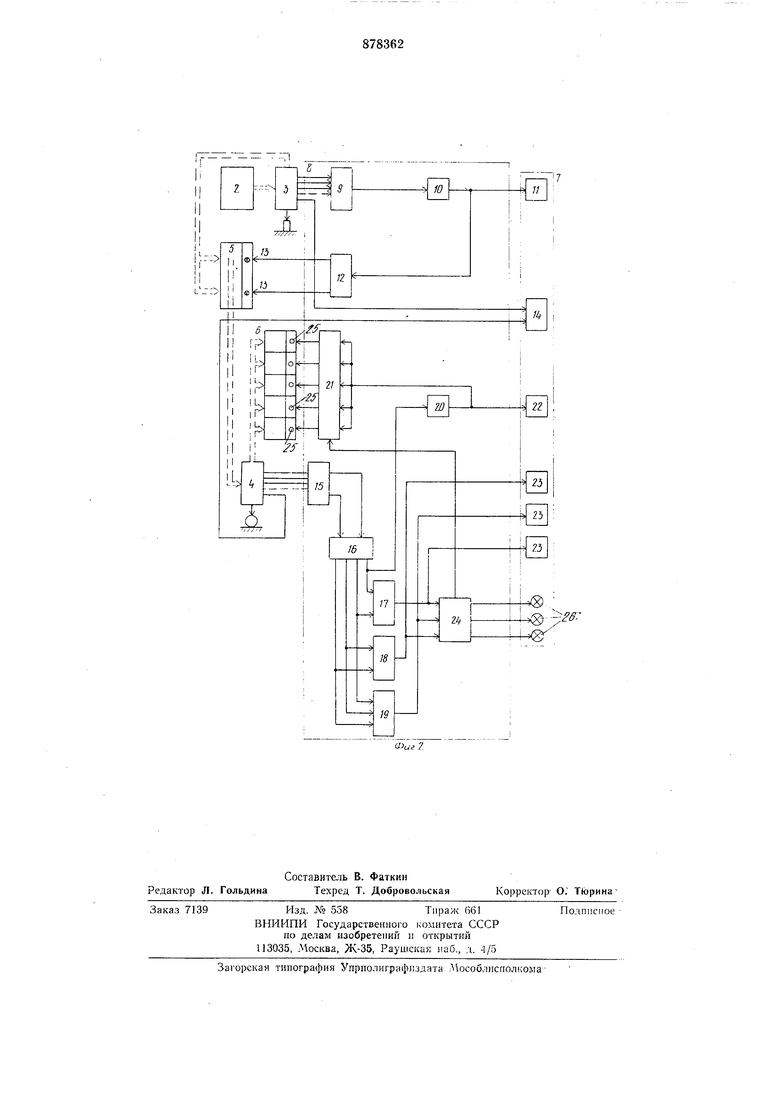
ройства 9 формирования сигналов, преобразующее единнчный код в серию импульсов. С выхода устройства 9 и счетчика 10 сигнал поступает в устройства 11 цифровой индикации иомера размериой группы по длине и устройство световой сигнализации промежуточного накопителя 12, сигнал иа выходе кслорого подключен на лампочку 13.
Ма пульте 7 имеется отверстие устройство 4 звуковой сигналнзаци.
Устройство 15 фор.мирования сигнале) связано со входом устройства 16 упраалеИ1-1Я, выход оторого связан со входами определителей 17 овальности, конусообразности 18 и выпуклости 19, и счетчиком 20 импульсов, выход которого связан со входами устройства световой С1пч1алнзации сортировочных отсеков 21 и устройства цифровой индикации номера размериой груииы ио диаметру 22.
Устройство цифровой иидикации ведичин 23 связано с выходами определителей 17-19.
Выходы определителей 17-19 также соединены со входами задатчика регулируемых уставок 24, выходы которых подключены к лампочкам 25 подсвета брака.
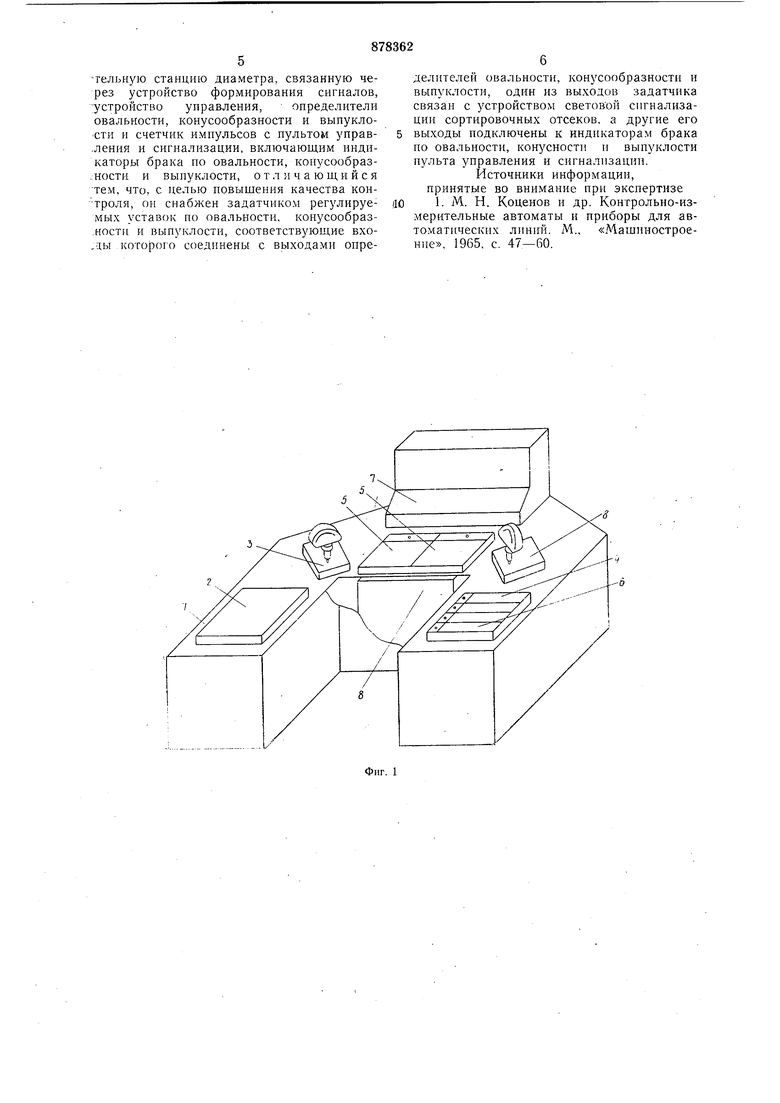
Работает полуавтомат для контроля и разделения на размерные группы роликов подшппников вагоиных букс следующим образом.
Иа первом этаие загружепные в бункер 2 ролики подаются вручную на измерительную станцию 3 длины (фиг. 2), на которой контролируется длина роликов (направления перемегцения роликов показаны штриховы.ми линиями). При этом информация о длине ролика от измерительной станции 3 через устройство 9 формирования сигналов, преобразующее позиционный единичный код в серию импульсов, и счетчик 10 импульсов поступает в устройство 11 цифровой индикации номера размерной групиы по длине и устройство световой сигнализации промежуточного накопителя 12, сигнал на выходе которого включает лампочку 13 соответствующего входного отверстия промежуточного накопителя 5, и оператор иаправляет Б это отверстие, проконтролированный по длине ролик. Если длииа ролика превыщает допустимый в эксплуатации размер, с измерительной станции 3 длины поступает сигнал, включающий устройство 14 звуковой сигнализации на пульте 7 управления, и онератор направляет ролик в бункер брака (не показан).
На втором этапе ролики, проконтролированные по длине, поочередно подаются вручную из промежуточного накопителя 5 на измерительную станцию 4 диаметра, на которой конролируется диаметр ролика и отклонения от правильной геометрической формы (овальность, конусообразность п
выпуклость). Ма измерительной станции 4 диаметра выполняются четыре измерения в трех сечениях ролика - два в среднем сечении во взаимоперпендикулярных направлениях и но одному - в крайних. При этом информация о каждом из указанных из.мерений днаметра поступает через устройство 15 формирования сигналов, преобразу1ощее иозиционный единичный код в
серию и.мпульсов, и устройство 16 управления в определители 17 овальности, конусообразности 18, выпуклости 19 и через счетчик 20 импульсов в устройство 21 световой стнализацнн сортировочных отсеков
и устройство 22 цифровой индикации иомера размерной группы по диаметру. Вычисленные в определителях величины овальности, конусообразности и выпуклости поступают в устройства 23 цифровой
иргдикацин этих величии и задатчнк 24 регулируемых уставок по овальности, конусообразности и выпуклости, в котором сравниваются с уставками по этим параметрам, введенными в задатчик оператором перед началом работы на полуавтомате. Если величииы овальности, конусообразности и выпуклости в норме, т. е. не иревыщают введенных в задатчик уставок но этим параметрам, то с однело из выходов задатчика 24 в устройство 21 световой сигнализации сортировочных отсеков поступает сигнал «Разрещения на включение лампочки 25 подсветки соответствующего входиого отверстия сортировочного
отсека 6, в которое оператор направляет, годный для комплектования иодщипников, ролик. При превышении уставок по одному из геометрических параметров (овальности, конусообразности или вынуклости)
с выходов задатчика 24 регулируемых уставок поступает сигнал включеиия сигнальной лампочки 26 брака по этому параметру и сигнал «Запрет на включение одной из лампочек 25 подсветки входных
отверстий сортировочных отсеков н оператор направляет ролик в бункер брака.
Снабжение нолуавтомата задатчиком регулируемых уставок по овальности, коиусообразиости и выпуклости повышает
качество контроля геометрических параметров роликов.
Ф о р м у ;i а и 3 о б р е т е и и я
Полуавтомат для контроля и разделення на размерные груипы роликов подшипников вагонных букс, содержащий промежуточный накопитель и сортировочные отсеки с входными отверстиями и устройством световой сигнализации, измерительную станцию длины, связанную через устройство формирования сигиалов, счетчик импульсов с пультом управления и сигнализации и устройством световой сигнализацнн промежуточного накопнгеля. измерительную станцию диаметра, связанную через устройство формирования сигналов, устройство управления, определители овальности, конусообразности и выпуклости и счетчик имиульсов с пультом управ-ления и сигнализации, включающим индикаторы брака ио овальности, коиусообраз : кости и выпуклости, отличающийся тем, что, с целью повышения качества контроля, он снабжен задатчиком регулируемых уставок по овальности, конусообраз.ности и выпуклости, соответствующие вхо.ды которого соединены с выходами определителей овальности, коиусообразности и выпуклости, один из выходов задатчика связан с устройством световой сигнализации сортировочных отсеков, а другие его выходы подключены к индикаторам брака но овальности, конусности и выпуклости пульта управления и сигнализации.
Источники информации, принятые во внимание при экспертизе
1. М. Н. Коценов и др. Контрольно-измерительные автоматы и приборы для автоматических линий. М., «Машиностроение, 1965, с. 47-60.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ РЕМОНТА БУКСОВЫХ УЗЛОВ | 2020 |
|
RU2747246C1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| Система для сортировки листовых материалов | 1980 |
|
SU1007760A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОЦЕССОМ СОРТИРОВКИ ПИЛОМАТЕРИАЛОВ И ДРУГИХ ШТУЧНЫХ ГРУЗОВ | 1965 |
|
SU175251A1 |
| Автоматическое устройство для определения массы металла в разливочном ковше установки непрерывной разливки металла | 1984 |
|
SU1168323A1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СБРОСА ГРУЗА С ЛЕТАТЕЛЬНОГО АППАРАТА | 1990 |
|
SU1797236A1 |
| Установка для контроля внешней поверхности цилиндрический изделий | 1972 |
|
SU549068A3 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |