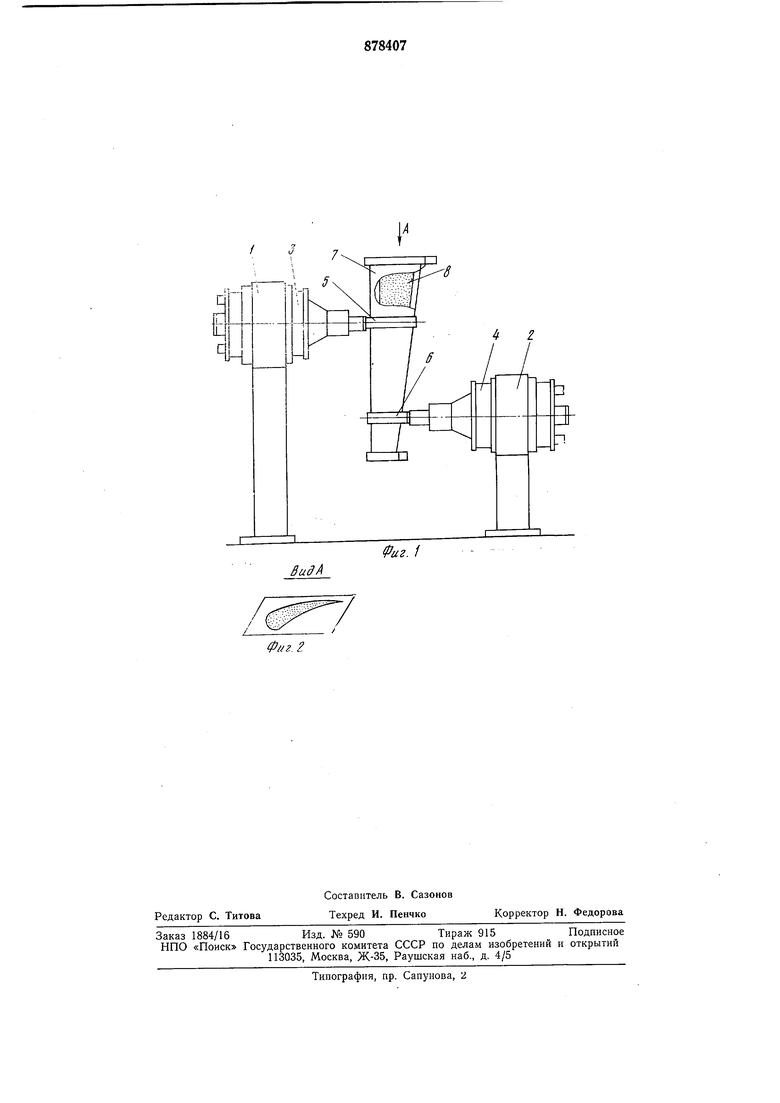
резонансных точках, одна из которых может являться центром тяжести. После этого к корпусу турбинной лопатки подводят ультразвуковые колебания с частотой, например, 22 кГц от магнитострикционных преобразователей через фасонные захваты, служащие излучающей поверхностью концентраторов преобразователей. При этом происходит интенсивная вибрация всего корпуса лопатки 7 с частотой основной гармоники результирующей частоты верхнего 3 и нижнего 4 преобразователей, и в результате действия инерционных сил происходит отслоение керамической массы стержня 8 от внутренней полости лопатки 7, растрескивание и высыпание ее под действием силы тяжести.
В зависимости от размера и конфигурации турбинной лопатки частоту одного из преобразователей увеличивают в два раза и изменяют согласованность направления колебаний излучающих торцов концентраторов во времени (в фазе или противофазе).
При использовании изобретения сокращается время выбивки керамических стержней из турбинных лопаток в 8 раз по сравнению с ручной выбивкой отбойными молотками и в 20 раз по сравнению с выщелачиванием лопаток в специальном растворе.
Формула изобретения
1. Способ выбивки керамических стержней из внутренних полостей литых деталей, преимущественно из турбинных лопаток, включающий подведение к телу деталей ультразвуковых колебаний от магнитострикционного преобразователя, отличающийся тем, что, с целью интенсификации процесса выбивки керамических стержней из внутренних полостей литых деталей, деталь жестко подвещивают в вертикальном положении к излучающим торцам магнитострикционных преобразователей в двух резонансных точках поверхности.
2.Способ выбивки по п. 1, отличающ и и с я тем, что в качестве верхней резопансной точки служит центр тяжести детали.
3.Способ выбивки по пп. 1 и 2, отличающийся тем, что к нижней резонансной точке детали подводят ультразвуковые
колебания, частота которых в два раза выще частоты ультразвуковых колебаний, подводимых к верхней резонансной точке.
4.Способ по пп. 1-3, отличающийся тем, что ультразвуковые колебания в
нижней точке поверхности детали подводят в противофазе к ультразвуковым колебаниям в верхней точке.
5.Устройство для выбивки керамических стержней из внутренних полостей литых
деталей, содержащее магнитострикционный преобразователь, закрепленный с возможностью перемещения на неподвижной опоре, отличающееся тем, что оно снабжено дополнительным магиитострикЦионным преобразователем, размещенным в вертикальной плоскости по отношению к первому, излучающие поверхности волноводов магнитострикционных преобразователей выполнены в виде фасонных захватов по профилю детали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 586934, кл. В 08В 3/12, 1976 (прототип).
/ 3
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления керамическихСТЕРжНЕй из пОлОСТЕй ОТлиВОК иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU852444A1 |
| Установка для выбивки стержней из полостей длинномерных литых деталей | 1984 |
|
SU1245410A1 |
| МАГНИТОСТРИКЦИОННАЯ УСТАНОВКА | 1995 |
|
RU2116144C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2291044C1 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 2012 |
|
RU2510463C2 |
| Технологический комплекс для ультразвуковой гидротермической очистки литых турбинных лопаток от керамического материала | 2018 |
|
RU2667267C1 |
| Способ упрочнения поверхностного слоя лопаток компрессора газотурбинных двигателей | 2020 |
|
RU2743500C1 |
| Устройство для поверхностного упрочнения деталей | 1978 |
|
SU730549A1 |
| Устройство для ультразвуковой правкиплАСТиНчАТыХ дЕТАлЕй | 1979 |
|
SU829250A1 |
| Силовой блок технологического комплекса для очистки отливок | 2019 |
|
RU2714976C1 |