Целью изобретения является повышение эффективности удаления керамических стержней за счет снижения потерь ультразвуковой мощности, а также за счет увеличения амплитуды колебаний стенок отливок лопаток.
Цель достигается тем, что в способе удаления керамических стержней из полостей отливок, например турбинных лопаток, путем механического воздействия ультразвука посредством концентратора на керамическую массу через стенки отливок, отливку предварительно акустически изолируют и затем с усилителем 50-80 кгс прижимают к источнику ультразвука.
Ультразвук вводят в область отливки, ограниченную окружностью радиусом мм от ее центра тяжести.
Для осуществления способа предназначено устройство, включающее ультразвуковую головку с колебательной системой и концентратором, смонтированную на хоботе базового станка, и звукоизоляционную камеру с подставками для отливки, установленными па ее основании, дверцей и отверстием, выполненным в верхней части камеры, и снабженное опорами с пазами, в которых размещены прокладки из изоляционного материала, например резины, и амортизаторами, на которых установлены опоры.
С целью удаления керамической пыли из камеры в боковых стенках ее выполнены отверстия, соединенные с вентиляционной системой.
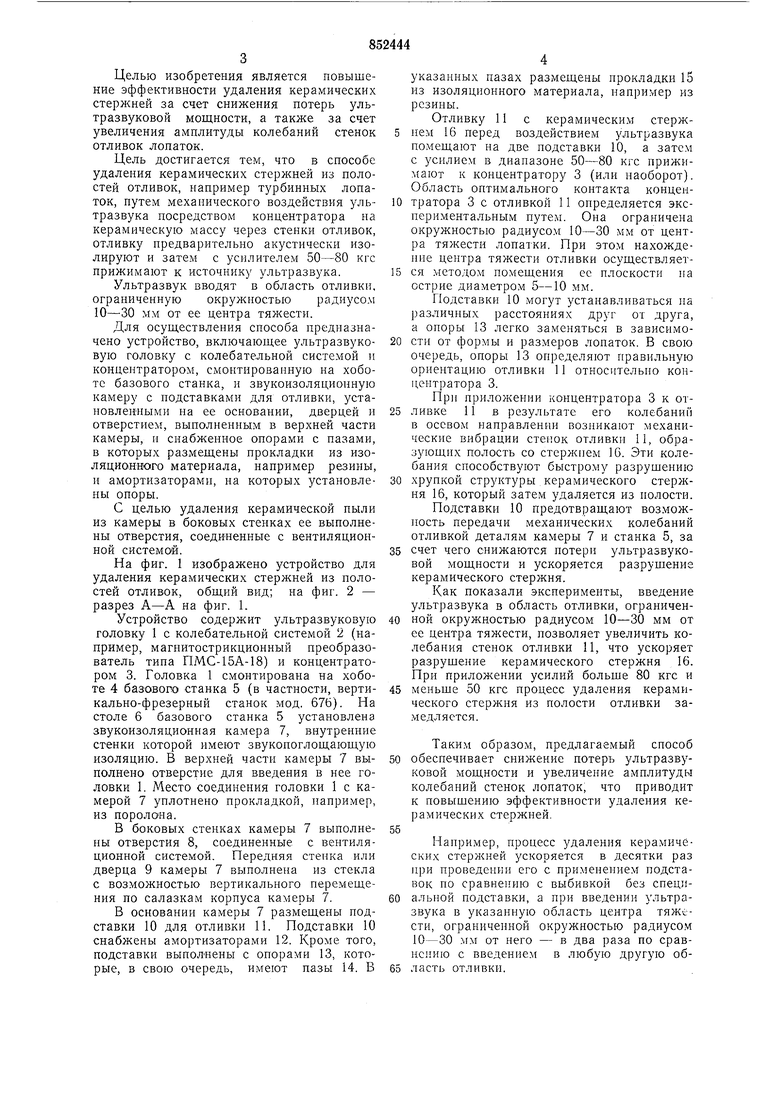
На фиг. 1 изображено устройство для удаления керамических стержней из полостей отливок, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит ультразвуковую головку 1 с колебательной системой 2 (например, магпитострикционный преобразователь типа Г1МС-15А-18) и концентратором 3. Головка 1 смонтирована на хоботе 4 базового станка 5 (в частности, вертикально-фрезерный станок мод. 676). На столе 6 базового станка 5 установлена звукоизоляционная камера 7, внутренние стенки которой имеют звукопоглощающую изоляцию. В верхней части камеры 7 выполнено отверстие для введения в нее головки 1. Место соединения головки 1 с камерой 7 уплотнено прокладкой, например, из поролона.
В боковых стенках камеры 7 выполнены отверстия 8, соединенные с вентиляционной системой. Передняя стенка или дверца 9 камеры 7 выполнена из стекла с возможностью вертикального перемещения по салазкам корпуса камеры 7.
В основании камеры 7 размещены подставки 10 для отливки 11. Подставки 10 снабжены амортизаторами 12. Кроме того, подставки выполнены с опорами 13, которые, в свою очередь, имеют пазы 14. В
указанных пазах размещены прокладки 15 из изоляционного материала, например из резины.
Отливку 11 с керамическим стержнем 16 перед воздействием ультразвука помещают на две подставки 10, а затем с усилием в диапазоне 50-80 кгс прижимают к концентратору 3 (или наоборот). Область оптимального контакта концентратора 3 с отливкой 11 онределяется экспериментальным путем. Она ограничена окружностью радиусо.м 10-30 мм от центра тяжести лопатки. При этом нахождение центра тяжести отливки осуществляется методом помещения ее плоскости на острие диаметром 5-10 мм.
Подставки 10 могут устанавливаться на различных расстояниях друг от друга, а опоры 13 легко заменяться в зависимости от формы и размеров лопаток. В свою очередь, опоры 13 определяют правильную ориентацию отливки 11 относительно концептратора 3.
При приложении концентратора 3 к отливке И в результате его колебаний в осевом направлении возникают механические вибрации стенок отливки 11, образующих полость со стержнем 16. Эти колебания способствуют быстрому разрушению хрупкой структуры керамического стержня 16, который затем удаляется из нолости.
Подставки 10 предотвращают возможность передачи механических колебаний отливкой деталям камеры 7 и станка 5, за счет чего снижаются нотери ультразвуковой мощности и ускоряется разрушение керамического стержня.
Как показали эксперимепты, введение ультразвука в область отливки, ограниченной окружностью радиусом 10-30 мм от ее центра тяжести, позволяет увеличить колебания стенок отливки 11, что ускоряет разрушение керамического стержня 16. При приложении усилий больше 80 кгс и меньше 50 кгс процесс удаления керамического стержня из полости отливки замедляется.
Таким образом, предлагаемый снособ обеспечивает снижение потерь ультразвуковой мощности и увеличение а.мплитуды колебаний стенок лопаток, что приводит к повышению эффективности удаления керамических стержней.
Например, процесс удаления керамических стержней ускоряется в десятки раз при проведении его с применением подставок по сравнению с выбивкой без специальпой подставки, а при введении ультразвука в указанную область центра тяжести, ограниченной окружностью радиусом 10-30 мм от него - в два раза по сравнению с введением в любую другую область отливки.
Формула изобретения
1.Способ удаления керамических стержней из полостей отливок, преимущественно турбинных лопаток, включающий приложение ультразвуковых колебаний на керамическую массу через стенки отливки, отличающийся тем, что, с целью повышения эффективности процесса, отливку предварительно акустически изолируют и затем с усилием 50-80 кгс прижимают к источнику ультразвука.
2.Способ по п. 1, отличающийся тем, что, ультразвук вводят в область отливки, ограниченную окружностью радиусом мм от ее центра тяжести.
3.Устройство для осуществления способа по п. 1, содержащее ультразвуковую головку с колебательной системой и концентратором, смонтированную на хоботе станка, и звукоизоляционную камеру с подставками для отливки, установленными на ее основании, дверцей и отверстием, выполненным в верхней части камеры, отличающееся тем, что оно снабжено опорами с пазами, в которых размещены прокладки из изоляционного материала, и амортизаторами, на которых установлены опоры.
4. Устройство по ц. 3, отличающееся тем, что, с целью удаления керамической пыли из камеры, в боковых стенках ее выполнены отверстия, соединенные с вентиляционной системой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления керамических стержней из полостей отливок | 1980 |
|
SU984664A2 |
| Технологический комплекс для ультразвуковой гидротермической очистки литых турбинных лопаток от керамического материала | 2018 |
|
RU2667267C1 |
| МЕТАЛЛИЧЕСКАЯ ОПОРА, МЕТАЛЛОКЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2277029C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ выбивки керамических стержней из внутренних полостей литых деталей и устройство для его осуществления | 1979 |
|
SU878407A1 |
| Устройство для литья направленной кристаллизацией | 1981 |
|
SU1042882A1 |
| Силовой блок технологического комплекса для очистки отливок | 2019 |
|
RU2714976C1 |
| Установка для выбивки стержней из отливок | 1983 |
|
SU1126368A1 |
| Керамическая смесь для изготовления стержней | 1987 |
|
SU1555041A1 |
| Колебательное устройство головки ультразвукового станка | 1977 |
|
SU763005A1 |
