1
Изобретение относится к области машиностроения и может быть использовано при обработке кромок цилиндрических деталей, например при обрезке или зачистке их.
Известно устройство по авт. св. N° 679322 для обработки кромок цилиндрических деталей, содержащее шпиндель, установленный с возможностью вертикального возвратно-поступательного перемещения, подпружиненный относительно муфты сцепления и несущий оправку для установки детали, включающий регулировочный винт, выполненный в верхней части устройства для настройки прижима на различную глубину обработки, неподвижно установленный инструментальный узел. При этом щпиндель выполнен телескопическим, а оправка подпружинена относительно щпинделя и установлена с возможностью вертикального возвратно-поступательного перемещепия от прижима детали, причем пружина муфты сцепления выполнена менее жесткой, чем пружина оправки 1.
Недостатком известного станка является то, что на нем невозможно обрабатывать цилиндрические детали, у которых обрабатываемая кромка расположена перпендикулярно оси вращения, или детали типа дисков.
Цель изобретения - расширение технологических возможностей устройства.
Для этого в предлагаемом устройстве в верхней части станины установлен кинематически связанный с прижимом устройства упор, взаимодействующий с подпружиненным резцедержателем, укрепленным на стойке инстрз ментодержателя с возможностью вертикального и криволинейного горизонтального перемещения, причем резцедержатель снабжен роликом, размещенным в профилированном пазу, выполненном в станине.
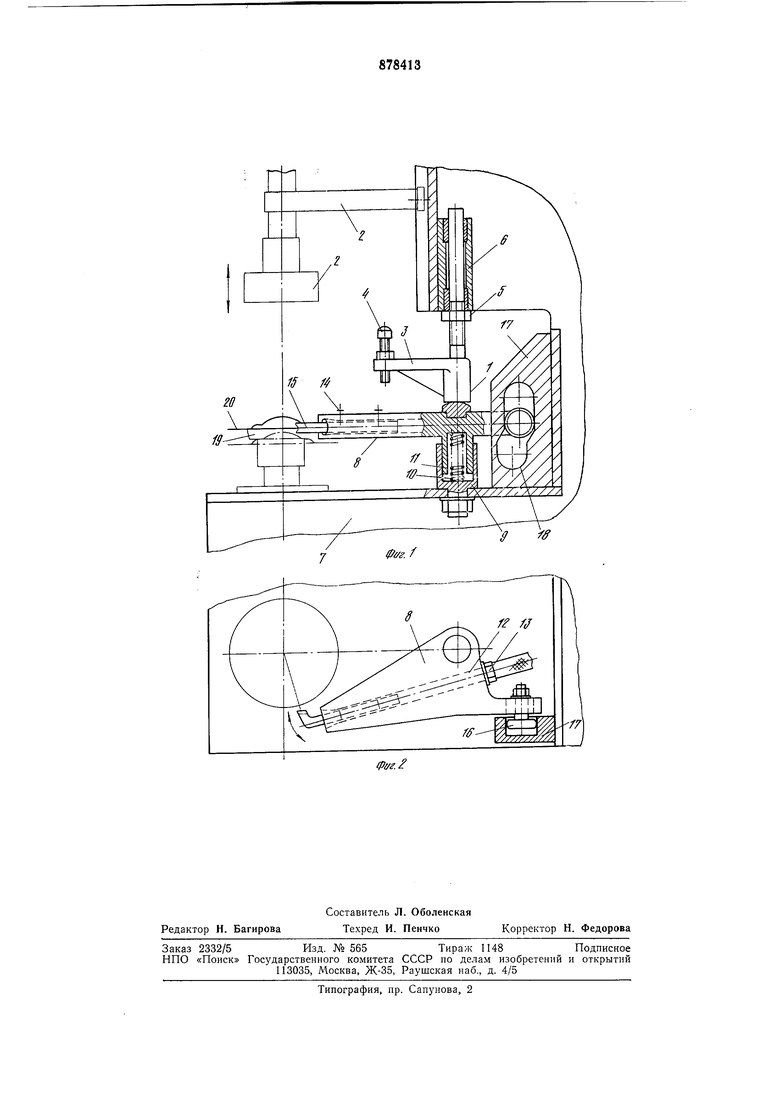
На фиг. 1 изображено устройство для обработки кромок цилиндрических деталей в начальном положении, общий вид в разрече; на фиг. 2 - инструментальный узел в плане.
В верхней части устройства для обработ20 кп кромок цилиндрических деталей выполнен упор 1, который кинематически связан с прижимом 2 устройства. Упор содержит консоль 3 с регулировочным винтом 4 и фиксирующую гайку 5, которая укреплена
25 на вертикальной части упора, размещенной в направляющей 6. Направляющая 6 смонтирована в верхней части станины 7 устройства. На одной вертикальной оси под упором 1 расположен резцедержатель 8, кото30 рый укреплен на стойке 9, жестко установленной на нижней части станины 7, Резцедержатель, обладающий возможностью одновременно вертикального и криволинейного горизонтального возвратно-поступательного перемещения, подпружинен пружиной 10 относительно стойки 9, на которой он укреплен. В резцедержателе 8 выполнена полость И под пружину 10 и сквозной паз 12, в котором с одной стороны смонтирован воздухоподводящий штуцер 13 для отвода стружки, а с другой - укреплен с возможностью настройки на кромку обрабатываемой детали с помощью болтов 14 резец 15.
Кроме того, резцедержатель снабжен регулируемым свободно вращающимся роликом 16, взаимодействующим с вертикально установленным жестко на станине сбоку от резцедержателя копиром 17, в котором выполнен профилированный паз 18. Ролик 16 выполнен регулируемым для настройки резца, укрепленного в резцедержателе, на соответствующие размеры обрабатываемой детали и входит в профилированный паз 18 копира 17, жестко установленного на станине 7.
Устройство работает следующим образом.
Изделие устанавливают на оправку 19 вручную или (если станок встроен в автоматизированную линию) рукой робота. Подают команду на перемещение прижима вниз. Сначала осуществляют холостой ход прижима 2, затем происходит залшм детали, включение во вращение щпинделя с оправкой 19, и в этот момент прижим 2 входит в контакт с винтом 4 упора 1, который передает нагрузку На перемещение резцедерл ателя 8 с резцом 15 вниз вместе с деталью. Одновременно с этим подают воздух в зону обработки для сдува. Ролик 16 резцедерл ателя 8 контактирует с рабочей поверхностью в профилированном пазу 18 копира 17, и под действием последнего начинает отклоняться и перемещает резцедержатель с резцом вокруг оси стойки 9 и тем самым осуществляют подачу резца на обрабатываемую деталь, при этом происходит обрезка и зачистка изделия.
Величину подачи резца регулируют так, как и в основном изобретении.
После снятия нагрузки прижим начинает отходить вверх, причем сначала происходит тормол ение и остановка детали, а затем дальнейшее возвращение прижима в исходное положение. Одновременно с этим
происходит отвод резца от изделия и возвращение его в исходное положение под воздействием пружины 10 и копира 17.
Обработанное изделие 20 может быть снято вручную или рукой робота, и цикл
повторяется.
Формула изобретения
Устройство для обработки кромок цилиндрических деталей по авт. св. № 679322, отличающееся тем, что, с целью расширения технологических возможностей, в верхней части станины установлен кинематически связанный с прижимом устройства упор, взаимодействующий с резцедержателем, укрепленным на стойке инструментодержателя с возможностью вертикального и криволинейного горизонтального перемещения, причем резцедержатель снабжен роликом, размещенным в профильном пазу, выполненном в станине.
Источники информации, принятые во внимание при экспертизе
СССР
1. Авторское свидетельство № 679322, кл. В 23В 5/16, 1978.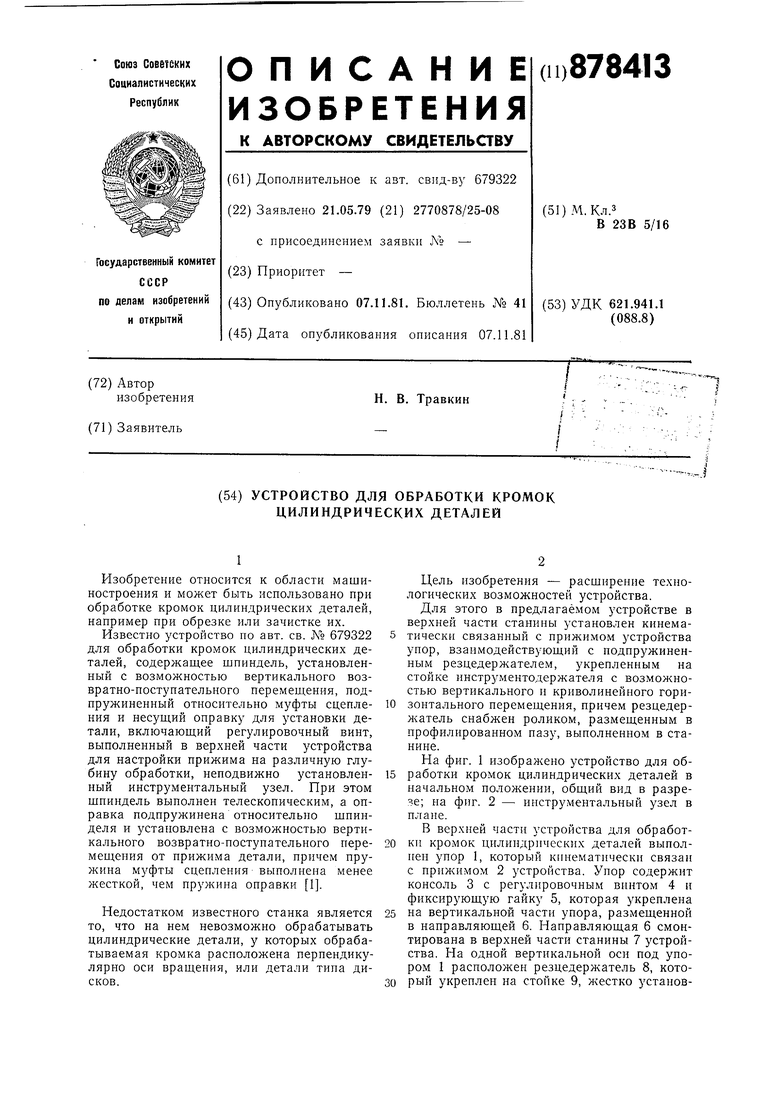
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБРАБОТКИ ВНУТРЕННИХ | 1973 |
|
SU379366A1 |
| Приспособление для проточки ступенчатых и конических деталей на многошпиндельных автоматах | 1960 |
|
SU149009A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО СНЯТИЯ ФАСОК С ДЕТАЛЕЙ ПРЯМОУГОЛЬНОГО КОНТУРА | 1973 |
|
SU389893A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Копировальное устройство | 1978 |
|
SU677879A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ | 1965 |
|
SU171245A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1973 |
|
SU405661A1 |
| Устройство для снятия кромок | 1981 |
|
SU1018814A2 |
| Устройство для обработки коническихпОВЕРХНОСТЕй | 1979 |
|
SU841782A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |