1
Предлагаемое изобретение относится к области обработки резанием, а именно для снятия фасок с деталей прямоугольного контура, перемещаемых относительно резцов.
Известны устройства для одиосторопиего снятия фасок с деталей нрямоугольного контура, перемещаемых относительно резцов, установленных в резцедержателе с направляющим пазом для ориентации перемещаемых деталей относительно резцов нрн обработке.
Недостатком известного устройства является то, что направляющий наз в резцедержателе вынолнен по форме и максимальным размерам понеречного сечения обрабатываемых деталей с учетом минимального зазора, обеспечивающего возможность свободного перемещения деталей вдоль паза.
Следовательно, нри обработке деталей с минимальными размерами зазоры между деталью и пазом возрастают.
Предлагаемое устройство отличается от известного тем, что направляющий наз резцедержателя, поднружинениого относительно плоскости перемещения детали, вынолнен призматическим и своими боковыми поверхностями взаимодействует с кромками детали; режущие кромки резцов раснолол ены параллельно боковым поверхностям направляющего наза и выступают над ними на величину, соответствующую размеру снимаемой фаски.
С целью гашения вертикальных колебаний движущейся обрабатываемой детали
предлагаемое устройство снабжено прижимным роликом, установленным в резцедержателе.
Кроме того, резцедержатель ноднружинен относительно нлоскостн перемещения обрабатываемой деталн.
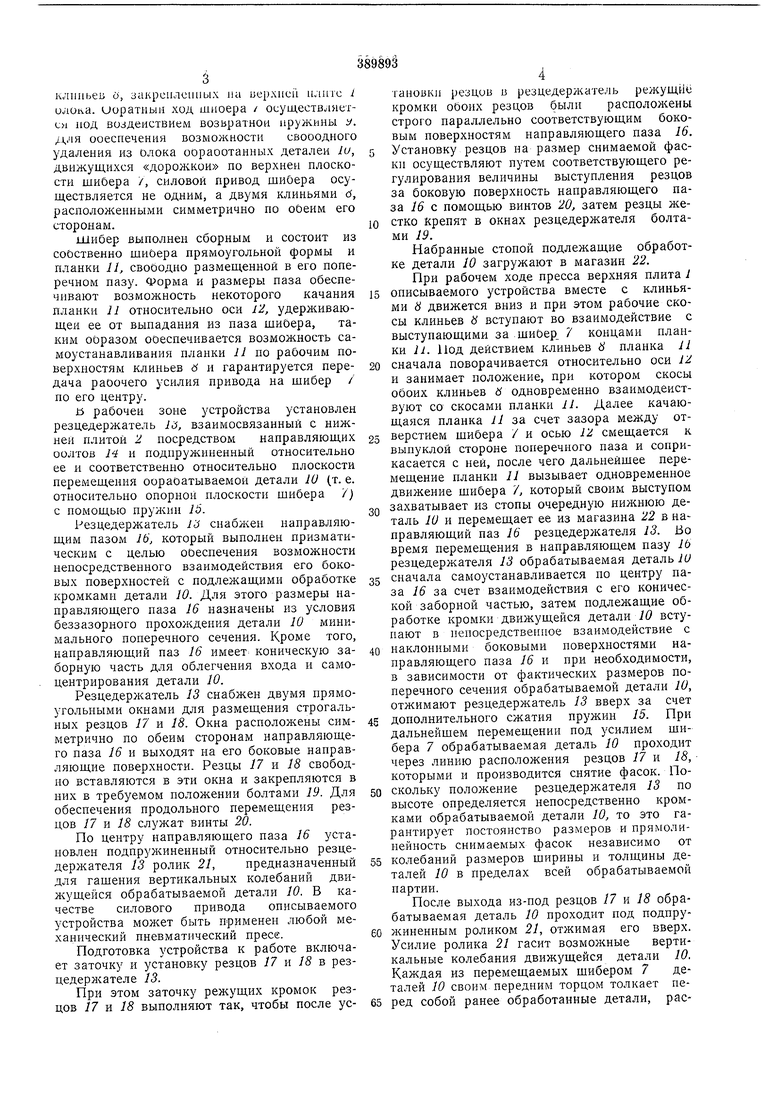
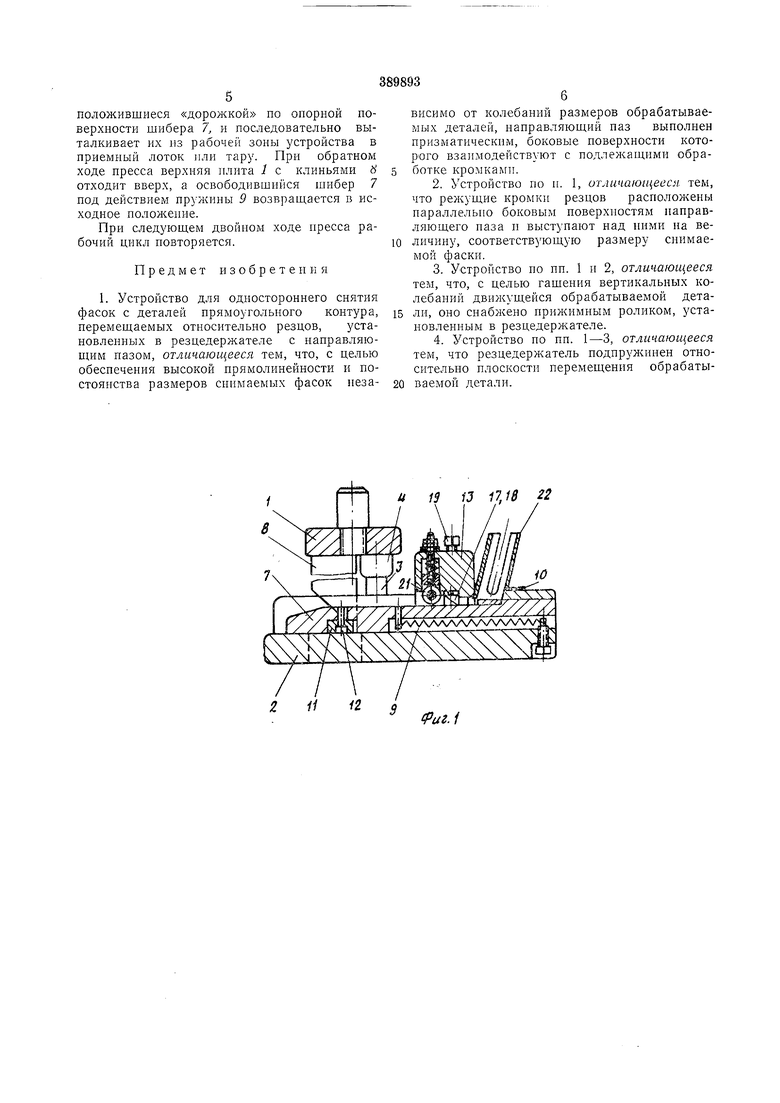
Па фиг. 1 изображено предлагаемое устройство, нродольный разрез; на фиг. 2- то же, вид в нлане без верхней плиты; на фнг. 3-разрез по Л-Л на фиг. 2; на фиг. 4-
схема положеиий резцедержателя нри нахождении в его нанравляющем назу обрабатываемых деталей с наибольщими и наименьщими размерами ноперечных сечений (вид на резцедержатель в направленни неремещення подлежащих обработке деталей из магазина к линии расположения резцов).
Предлагаемое устройство вынолнено в виде блока, состоящего из верхней 1 и нижней 2 нлнт, взаимосвязанных между собой
ианравляюн1;имн колонками 3 и втулками 4. На нижие|| нлите 2 закреплены две нанравляющпе планки 5 TI 6, между которыми размещен с возможностью возвратно-поступательного движения щнбер 7. Рабочий ход
щнбера 7 осуществляется иод воздействием клииьеь 6, закрепленных па liepxiicii ii;iinc 1 илока. иоратныи ход шноера / осуществлиет 01 под воздействием возвратной пружины i Ая ооеспечения возможности свооодного удаления из олока оораоотанных деталей W, движущихся «дopoлiкoи по верхней плоскости шибера /, силовой привод шиОера осуш,ествляется не одним, а двумя клиньями б расположенными симметрично по оОеим его сторонам. Шибер выполнен сборным и состоит из собственно шибера прямоугольной формы и планки 11, свободно размещенной в его поперечном пазу. Форма и размеры паза обеспечивают возможность некоторого качания планки 11 относительно оси i2, удерл ивающеи ее от выпадания из паза шибера, таким образом обеспечивается возможность самоустанавливания планки П по рабочим поверхностям клиньев d и гарантируется передача рабочего усилия привода на шибер / по его центру. ь рабочей зоне устройства установлен резцедержатель 1, взаимосвязанный с нижней плитой 2 посредством направляющих оолтов 24 и подпружиненный относительно ее и соответственно относительно плоскости перемещения оорабатываемой детали 10 (т. е. относительно опорной плоскости шибера /) с помощью npynvHH 15. Резцедержатель 1 снабжен направляющим пазом 16, который выполнен призматическим с целью обеспечения возможности непосредственного взаимодействия его боковых поверхностей с подлежащими обработке кромкамн детали 10. Для этого размеры направляющего паза 16 назначены из условия беззазорного прохождения деталп 10 минимального поперечного сечения. Кроме того, направляющий паз 16 имеет коническую заборную часть для облегчения входа и самоцентрирования детали 10. Резцедержатель 13 снабжен двумя прямоугольными окнами для размещения строгальных резцов 17 и 18. Окна расположены симметрично по обеим сторонам направляющего паза 16 и выходят на его боковые направляющие поверхности. Резцы 17 и 18 свободно вставляются в эти окна и закрепляются в них в требуемом положении болтами 19. Для обеспечения продольного перемещения резцов 17 и 18 служат винты 20. По центру направляющего паза 16 установлен подпрул :иненный относительно резцедержателя 13 ролик 21, предназначенный для гашения вертикальных колебаний движущейся обрабатываемой детали 10. В качестве силового привода описываемого устройства может быть применен любой механический пневматический пресс. Подготовка устройства к работе включает заточку и установку резцов 17 и 18 в резцедерл ателе 13. При этом заточку режущих кромок резцов 17 и 18 выполняют так, чтобы после установки резцов в резцедержатель режущие кромки обоих резцов были располол ены строго параллельно соответствующим боковым поверхностям направляющего паза 16. Установку резцов на размер снимаемой фаски осуществляют путем соответствующего регулирования величины выступления резцов за боковую поверхность направляющего паза 16 с помощью винтов 20, затем резцы жестко крепят в окнах резцедержателя болтами 19. Набранные стопой подлежащие обработке детали 10 загружают в магазин 22. При рабочем ходе пресса верхняя плита 1 описываемого устройства вместе с клиньями 8 движется вниз и при этом рабочие скосы клиньев 8 вступают во взаимодействие с выступающими за шибер 7 концами планK i п. Иод действием клиньев 8 планка 11 сначала поворачивается относительно оси 1 и занимает положение, при котором скосы обоих клиньев 8 одновременно взаимодействуют со скосами планки 11. Далее качающаяся планка 11 за счет зазора между отверстием щибера / и осью 1 смещается к выпуклой стороне поперечного паза и соприкасается с ней, после чего дальнейшее перемещение планки 11 вызывает одновременное движение шибера 7, который своим выступом захватывает из стопы очередную нижнюю деталь 10 и перемещает ее из магазина 22 в направляюшйй паз 16 резцедержателя 13. Во время перемещения в направляющем пазу 16 резцедержателя 13 обрабатываемая деталь 10 сначала самоустанавливается по центру паза 16 за счет взаимодействия с его конической заборной частью, затем подлежащие обработке кромки движущейся детали вступают в иеиосредственное взаимодействие с наклонными боковыми поверхностями направляющего паза 16 и при необходимости, в зависимости от фактических размеров поперечного сечения обрабатываемой детали 10, отжимают резцедерл атель 13 вверх за счет дополнительного сжатия 15. При дальнейшем перемещении под усилием шибера 7 обрабатываемая деталь 10 проходит через линию расположения резцов 17 и 18, которыми и производится снятие фасок. Поскольку положение резцедерл :ателя 13 по высоте определяется непосредственно кромками обрабатываемой детали 10, то это гаантирует постоянство размеров и прямолинейность снимаемых фасок независимо от колебаний размеров ширины и толщины деалей 10 в пределах всей обрабатываемой партии. После выхода из-под резцов 17 и 18 обраатываемая деталь 10 проходит под подпрусиненным роликом 21, отжимая его вверх. силие ролика 21 гасит возможные вертиальные колебания движущейся детали 10, аждая из перемещаемых шибером 7 деалей 10 своим передним торцом толкает пеед собой ранее обработанные детали, расположившиеся «дорожкой по опорпой поверхпости шибера 1, и последовательно выталкивает их из рабочей зоны устройства в приемный лоток или тару. При обратном ходе нресса верхняя илита 1 с клиньями И отходит вверх, а освободившийся шнбер 7 под действием пружины 9 возвраш,ается в исходное положение.
При следуюш,ем двойном ходе пресса рабочий цикл повторяется.
Предмет изобретения
1. Устройство для одностороннего снятия фасок с деталей прямоугольного контура, перемешаемых относительно резцов, установленных в резцедержателе с направляющим назом, отличающееся тем, что, с целью обеспечения высокой прямолинейности и постоянства размеров снимаемых фасок независимо от колебаний размеров обрабатываемых деталей, направляюший паз выполнен призматическпм, боковые поверхности которого взаимодействуют с подлежащими обработке кромками.
2.Устройство по и. 1, огличающееси тем, что режущие кромки резцов расположены параллельно боковым поверхиостям направляющего паза п выступают над ними на величину, соответствующую размеру снимаемой фаски.
3.Устройство ио пп. 1 и 2, отличающееся тем, что, с целью гашения вертикальных колебаний движущейся обрабатываемой детали, оно снабжено прижимным роликом, установленным в резцедержателе.
4.Устройство ио пп. 1-3, отличающееся тем, что резцедержатель подпрул инеи относительно плоскости перемещения обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок цилиндрических деталей | 1979 |
|
SU878413A2 |
| Приспособление для проточки ступенчатых и конических деталей на многошпиндельных автоматах | 1960 |
|
SU149009A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для дробления стружки при точении | 1977 |
|
SU621483A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ | 1965 |
|
SU171245A1 |
| СОЮЗНАЯ I•• .:-тг;;;;ннгкм1•;5Ji;iOTEKAБ. Ф. Бородуля | 1971 |
|
SU290836A1 |
| Резцедержатель к токарному станку для обточки валов ступенчатого и фасонного профиля | 1956 |
|
SU106524A1 |
| Устройство для снятия фасок | 1980 |
|
SU870015A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОГОПРОФИЛЯ | 1970 |
|
SU261099A1 |

2 1i 2 S
и IS 13 17,18 22
uz.i
12 13 20
/ « 410 1613
17
т.
Y
-22
id
Фиг.г
jiiA
15
15 18
/V
Фиг Ч
Y7 i3
