(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
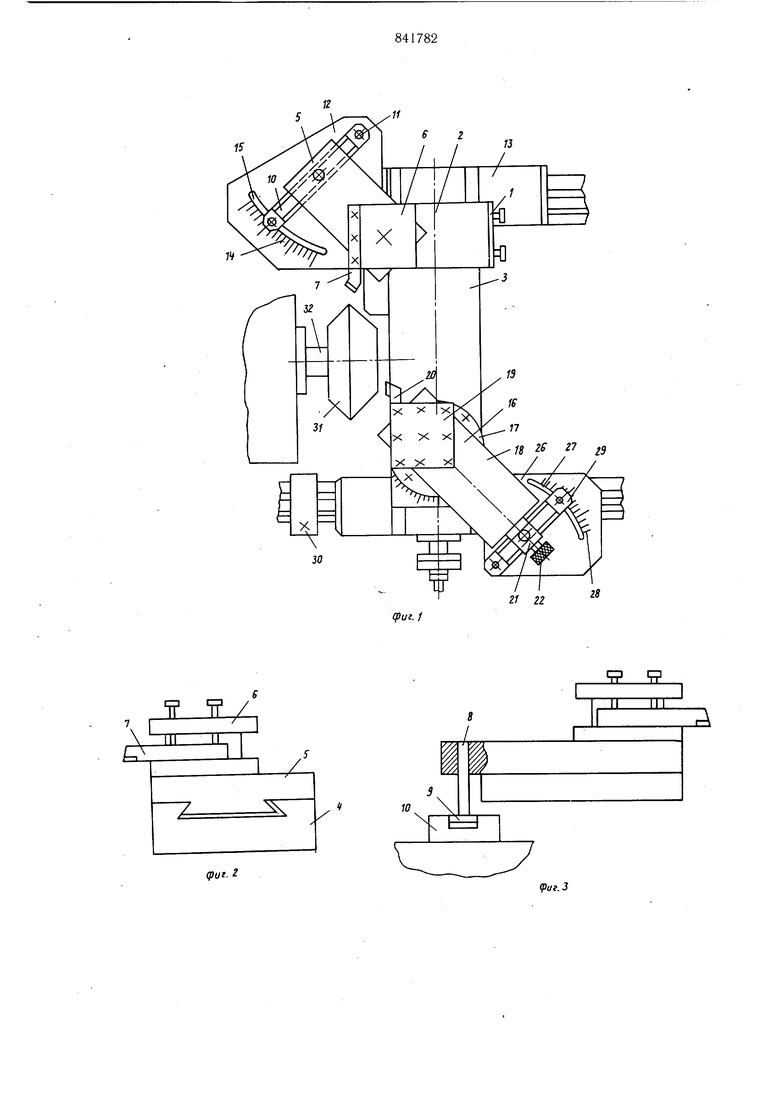
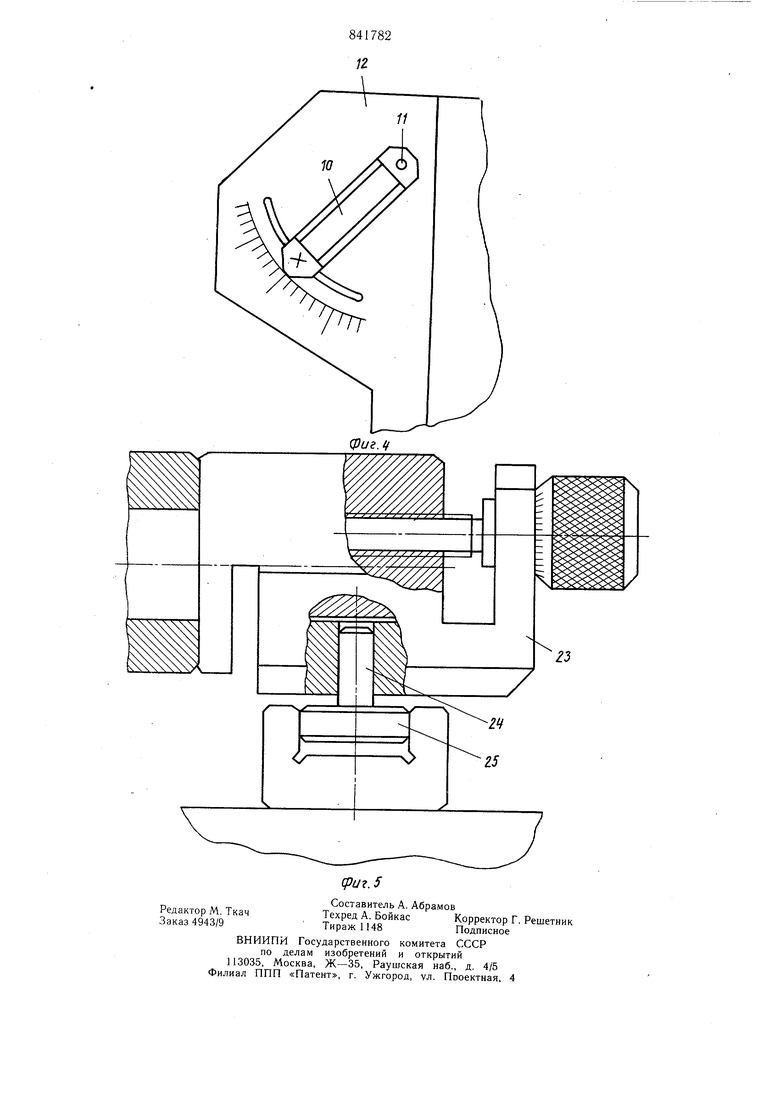
го копира 10 (фиг. 1) в заданном положеПередний суппорт 16 состоит из поворотного основания 17, которое, после установки на необходимый угол, жестко закрепляется на поперечных салазках 3 токарного станка. На поворотном основании 17, имеющем в верхней части направляющие в форме «ласточкиного хвоста, {не показано), помещен ползун 18, на котором жестко закреплен резцедержатель 19 с резцом 20. С противоположной стороны ползуна 18, в торцевой его части, жестко закреплена муфта 21, имеющая в нижней части направляющие, по которым с помощью винта 22 перемещается корпус 23 (фиг. 5). В корпусе 23 запрессована ось 24, несунгая ролик 25.
В передней части продольного суппорта 13, справа, установлено основание 26, которое также как и основание 12, снабжено щкалой 28 и пазом,27 для установки и крепления в необходимом положении поворотного копира 29.
Поворотные основания 4 и 17 (фиг. 1 и 2) с ползунами 5 и 18 устанавливаются примерно под прямым углом к пазам поворотных копиров 10 и 29.
С левой стороны от продольного суппорта 13 на станине станка закреплен упор 30. Обрабатываемая деталь 31 крепится на шпиндельной оиравке 32.
Работа устройства происходит следуюHU1M образом.
Продольный суппорт 13 подводится к не подвижному упору 30. Обрабатываемая деталь 31 (например коническая щестерня) закрепляется на щциндельной оправке 32, включается вращение щпинделя (правое) стапка и механическая подача (поперечная) «на себя. Поперечные салазки 3 механически перемещаются от оси центров станка и, благодаря взаимодействию поворотных копиров 10 и 29 с роликами 9 и 25, которые установлены на нолзуне 5 и муфте 23 (фиг. 3 и 5), соединенной с ползуном 18, обеспечивают перемещение резцов 7 и 20 под заданными углами относительно оси обрабатываемой детали 31. При этом резец 20, закрепленный в резцедержателе 19, движется от оси обрабатываемой детали «на себя, а резец 7, закрепленный в резцедержателе 6, движется к оси обрабатываемой детали. Этот резец установлен с режущей гранью, опущенной вниз, так как обрабатываемая деталь вращается по часовой стрелке (правое вращение) . После первого прохода оба резца на ускоренной обратной подаче возвращаются в исходное положение. Далее, в зависимости от необходимости, число проходов .может повторяться.
Для одновременных повторных проходов обоими резцами, после перемещения продольного суппорта 13 вправо на заданную глубину резания, вращением винта 22 пере.мещают также ползун 18 с резцом 20 на удвоенную величину смещения суппорта вправо, после чего вновь включают механическую по перечную подачу салазок «на себя и процесс одновременной обточки двух конических поверхностей на одной детали повторяется.
Формула изобретения
Устройство для обработки конических поверхностей, содержащее продольную каретку с установленным на ее поперечных салазках перед линией центров суппортом и плиту с закрепленным на ней копиром, отличающееся тем, что, с целью расщирения технологических возможностей, оно снабжено дополнительным суппортом с копиром, установленным на поперечных салазках за линией центров станка, а суппорт, установленный перед линией центров, снабжен устройство.м для независимой установки резца на глубину резания, при этом копиры обоих суппортов установлены с возможностью поворота и фиксации в заданном положении.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 186249, кл. В 23 Q 35/42, 1961.
15
13
IB
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1973 |
|
SU405661A1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВА И ОТВОДА РЕЗЦА ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТИ | 1972 |
|
SU435068A1 |
ff ff /
ЭE
III
lA
