При ремонте поврежденных поверхностей ПОДЛИНЗОВЫХ уплотнений на деталях высокого давления - трубах, коленах, отводах, тройниках используются универсальные горизонтально-расточные и токарные станки. При этом приходится полностью демонтировать трубопроводы высокого давления, так как поврежденные детали транспортируются в механические цеха или мастерские, оснащенные этими крупногабаритными станками.
Оиисываемое приспособление отличается от известных тем, что оно выполнено переносным, закрепляющимся на конце обрабатываемой детали, и снабжено автоматическим балансиром, устройством для установки глубины резания и механизмом ручной подачи инструмента - соответственно резца или оправки с плоской пружиной и закрепленной на ней шлифовальной щкуркой или фетром.
Приспособление, выполненное таким образом, позволяет производить ремонт трубопроводов высокого давления без их полного демонтажа, а лищь с частичной разборкой узла фланцевого соединения с линзовым уплотнением, что исключает дорогостоящие демонтажные работы, экономит время и устраняет необходимость использования горизонтальнорасточных и токарных станков.
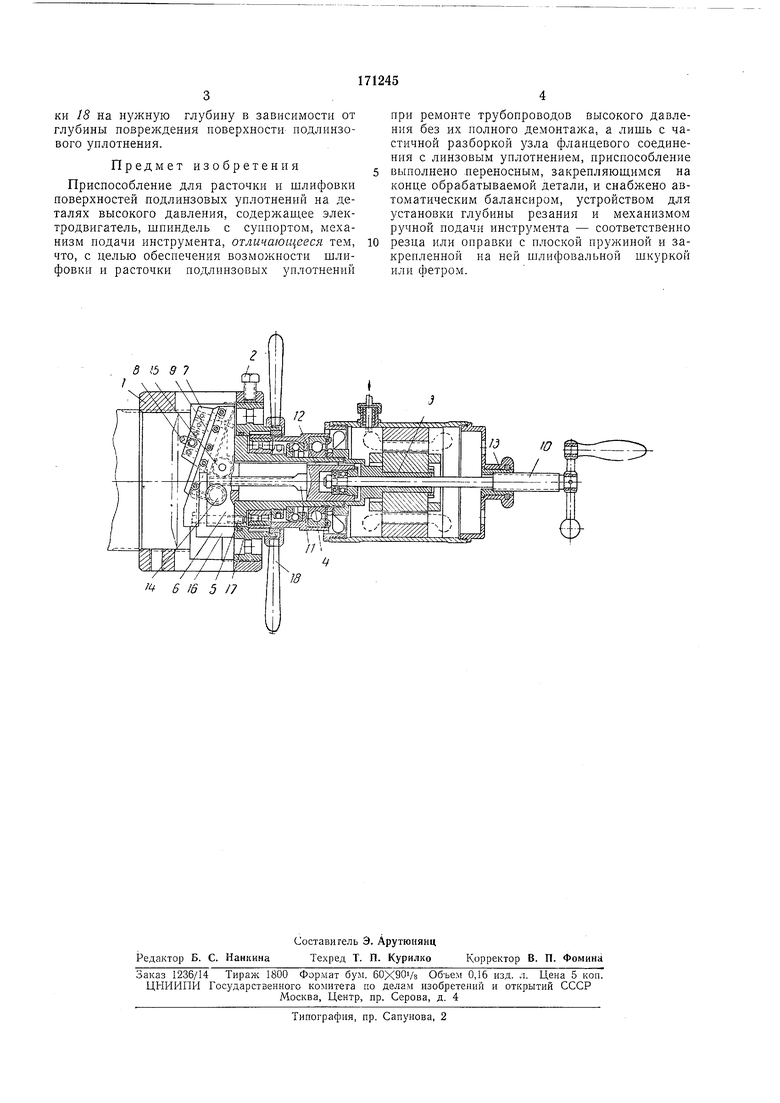
Втулка / крепится к обрабатываемой детали высокого давления на резьбе и болтом 2. Приспособление приводится в движение электродвигателем мощностью в 1 кет со скоростью 1440 об/мин. Запрессованная в ротор электродвигателя втулка 3 соединена при помощи резьбового соединения со щпинделем 4. К шпинделю болтами 5 кренится головка 6 суппорта, на которой по пазам перемещается
суппорт-резцедержатель 7 с резцом 8. Перемещения суппорта регулируются планками 9.
При включении электродвигателя головка суппорта приводится во вращение, радиальная подача суппорта-резцедерл ателя осуществляется при помощи винта 10 (подача винта - ручная). Вращением винта 10 осуществляется поступательное движение втулки с рейкой //, которая перемещается внутри щпинделя 4, а удерживается от вращения
шпонкой 12.
При перемещении винта W в гайке 13 рейка 11 передает движение щестерням 14 ц 15, которые перемещают рейки суппорта 7 и балансира 16. По мере перемещения резцедержателя на столько же перемещается от центра и балансир, чем устраняется дисбаланс головки суппорта.
ки 18 на нужную глубину в зависимости от глубины повреждения поверхности подлинзового уплотнения.
Предмет изобретения
Приспособление для расточки и шлифовки поверхностей подлинзовых уплотнений на деталях высокого давления, содержащее электродвигатель, шпиндель с суппортом, механизм подачи инструмента, отличающееся тем, что, с целью обеспечения возможности шлифовки и расточки подлинзовых уплотнений
при ремонте трубопроводов высокого давления без их полного демонтал а, а лишь с частичной разборкой узла фланцевого соединения с линзовым уплотнением, приспособление выполнено переносным, закрепляющимся на конце обрабатываемой детали, и снабжено автоматическим балансиром, устройством для установки глубины резания и механизмом ручной подачи инструмента - соответственно резца или оправки с плоской пружиной и закрепленной на ней шлифовальной шкуркой или фетром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ КРУГЛЫХ ДЕТАЛЕЙ | 2006 |
|
RU2316415C1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Устройство для тангенциальной обработки | 1987 |
|
SU1484446A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОГОПРОФИЛЯ | 1970 |
|
SU261099A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
