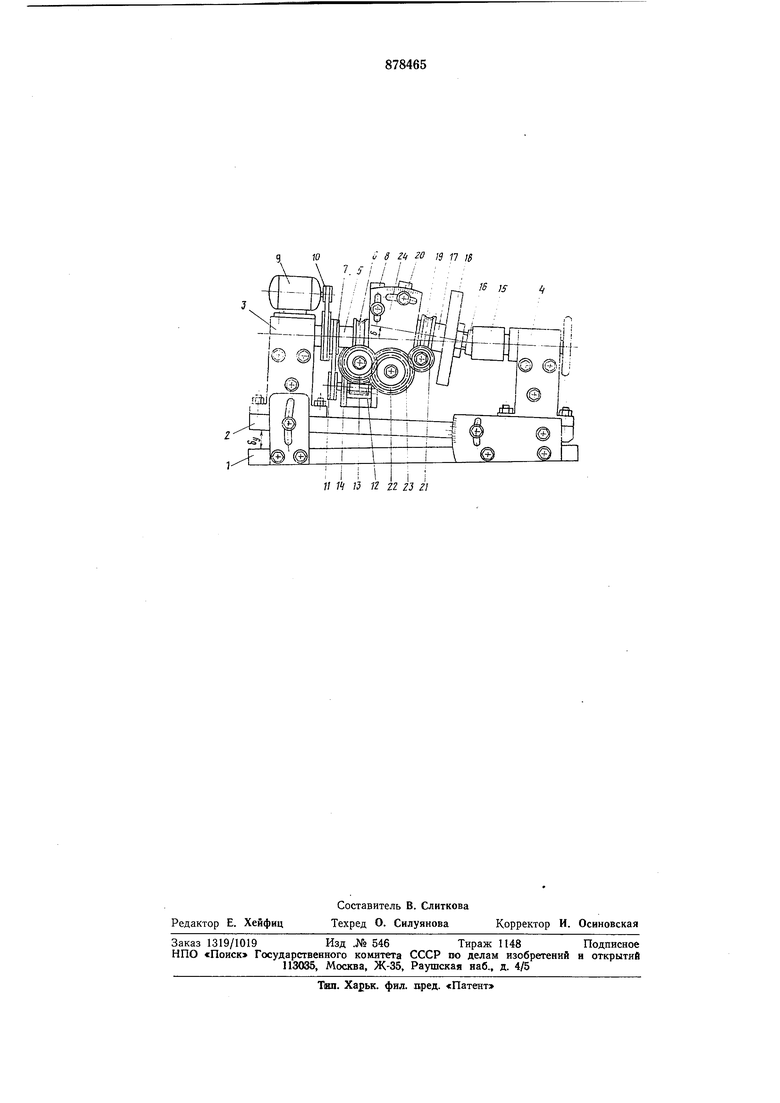
но одной из плит ша.рнирно, а другой - прямолинейно. Зубчатые колеса 22 и 23 закреплены на втулке, которая свободно посажена на пальце. Палец закреплен в пазу рычага, установленного на щеке &4. Передаточное отношение i сменных колес i}3, 22, 23 и 21, ipasflo где Zi3, Z22, 223 И 21 - ЧИСЛО зубьбв сменных колес 13, 22, 23 и 21; ii2 - передаточное отношение .изготовляемой передачи; Zi и Z2 - число торцовых зубьев, соответственно, малого и большого колес изготовляемой передачи. При работе электродвигателя 9 шкив W приводит во враш,ательное движение блок двух шкивов 7 посредством клинового ремня, а другой клиновой ремень передает движение от блока двух шкивов 7 к //, жестко связанному с червяком 12. Червяк 12 при вод1ит в движение червячное колесо 14, которое жестко связано с червяком червячного кол1еса 6 и зубчатым колесом 13. Зубчатое колесо 13 приводит в движение колесо 22, жестко связанное с колесом 23, а колесо 33 приводит в движение колесо 2,1, жестко связанное с червяком червячного колеса 19. Червяк червячного колеса 19 передает движение червячному колесу 19, которое жестко связано с оправкой 17. Шкив 11, червяк .12, червяки червячных колес 6, 19, червячное колесо 14, зубчатые колеса 13, 22, 23 и 21, шеки 24, плиты 8, 20 и оправка 17 вращаются с одной и той же угловой скоростью вокруг общей оси пинолей бабок 3 т. 4. За каждый оборот вокруг общей оси пинолей бабок k и 4 (оси конуса) заготовка IS поворачивается вокруг своей оси (образующей конуса) на угол, вмещающий одну впадину и один зуб, то есть заготовка как бы обкатывает неподвижное колесо, у которого профили торцовых зубьев соответствуют режущему контуру дисковой модульной фрезы с прямолинейными режущи ми кромками. Для обеспечения процесса резания при одковремеиных вращениях заготовки и фрезы уст|ройству сообщается поступательное движение в вертикальной плоскости, осуществляемое вертикальной подачей стола станка, например, модели 6Н82. Вследствие всех возможных огибающих положений заготовки по отношению к режущему контуру инструмента получаются выпуклые поверхности торцовых зубьев, ограниченные сферическими «улитками Паскаля. Формула изобретения Устройство для обработки торцовых зубчатых колес с криволинейным профилем зубьев, снабженное механизмом обката, установленным на основании, отличающееся тем, что, с целью обработки торцовых зубьев малых колес передач с зацеплением по сферическим .«улиткам Паскаля, механизм обката выполнен в виде двух бабок, установленных на основании, между которыми закреплены две наклонные друг относительно друга плиты, несущие червяки, контактирующие между собой посредством блока сменных зубчатых колес, причем основание установлено с возможностью поворота. Источ;ник информации, принятый во внимание при экспертизе: 1. Авторское ов идетельство № 224279, кл. В 23 F 9/02, 19,68.
g foод /« zo 13 17 ,g
7. у ////;; ;
II 14 ;3 12 Z2 23 Z
/5 S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство к токарному станку для нарезания червяков | 1981 |
|
SU952481A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1980 |
|
SU1187706A3 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Зубофрезерный станок | 1983 |
|
SU1271685A1 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |