Изобретение относится к способам обработки сложнофасонных поверхностей абразивными лентами и может быть эффективнр использовано для обработки деталей, преимущественно пружин, торов.
Широко известен способ механической обработки внутренних и наружных фасонных поверхностей абразивными лентами, при котором контактный ролик копирует форму обрабатываемой поверхности. Этот способ не позволяет обрабатывать детали типа пружин, торов.
Для обработки деталей типа пружин известен способ электрохимического полирования. Пружины полируют войлочными кругами с абразивной пастой в три этапа: полирование наружного диаметра, шлифование боковых поверхностей витков пружины, полирование внутреннего диаметра, Обработанные таким способом пружины имеют шероховатость поверхности V7V 8. Затем пружины погружают в ванну, где осуществляется электрохимическое полиро(Л
вание. Однако этот способ обработки не посзволяет получить однородность шероховатости по сечению витка, имеет низкую производительность.
Ближайшим по технической сущности к
100 предложенному является способ ленточно s|го шлифования деталей типа спиральных
100 пружин. При этом способе лента охватывает внутреннюю часть периметра сечения витка 1СЛ пружины, а пружине сообщается вращение вокруг ее продольной оси.
JW
Недостатком этогоспособа является невозможность обработки всего периметра
сечения витка спиральной пружины.
Целью изобретения является устранение всех перечисленных выше недостатков и обеспечение высокопроизводительной и качественной обработки деталей типа пружин, торов.
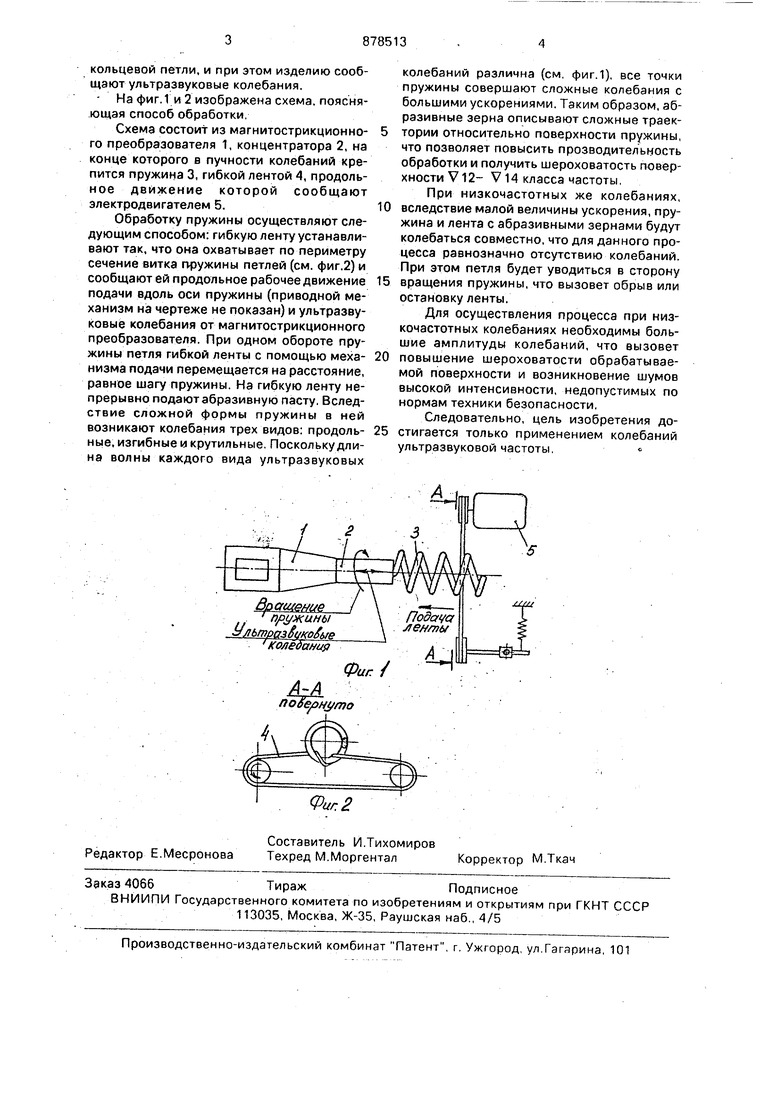
Цель достигается тем, что весь периметр сечения витка пружины или тора охватывают лентой, придавая ей форму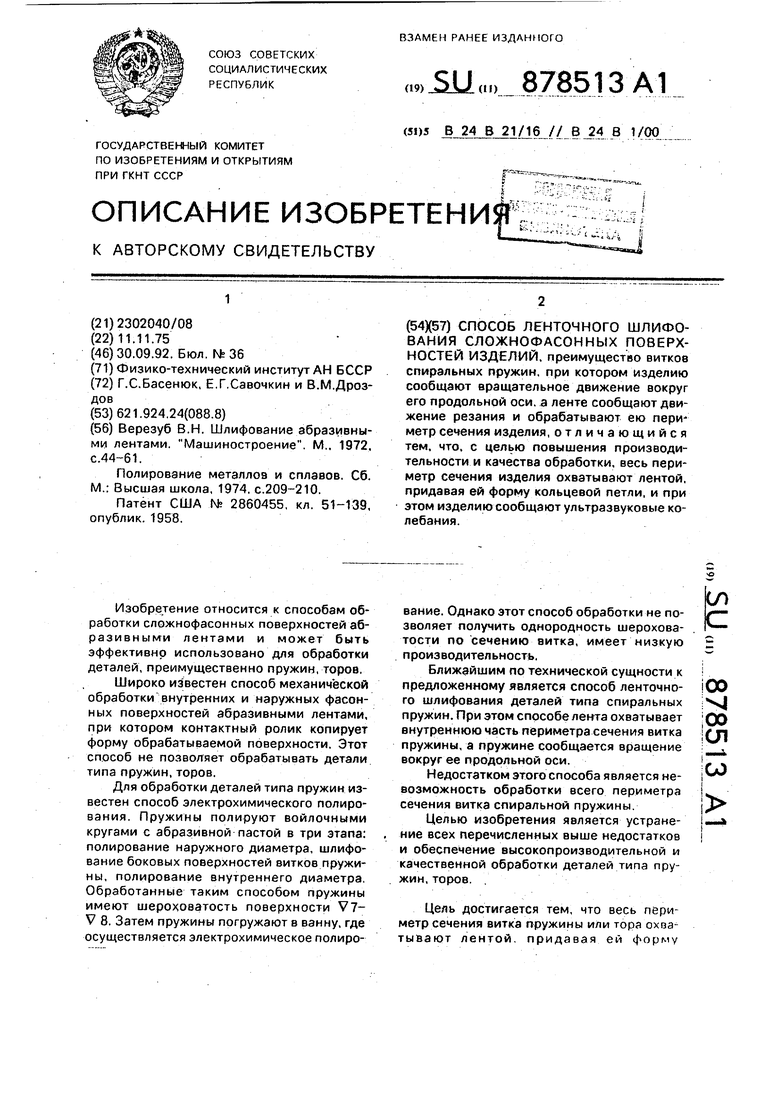
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования сложнофасонных поверхностей | 1982 |
|
SU1712130A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| Станок для ленточного шлифования сложнофасонных поверхностей | 1988 |
|
SU1590346A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ, преимущество витков спиральных пружин, при котором изделию сообщают вращательное движение вокруг его продольной оси. а ленте сообщают движение резания и обрабатывают ею пери метр сечения изделия, отличающийся тем. что, с целью повышения производительности и качества обработки, весь периметр сечения изделия охватывают лентой, придавая ей форму кольцевой петли, и при этом изделию сообщают ультразвуковые колебания.
| Верезуб В.Н | |||
| Шлифование абразивными лентами | |||
| Машиностроение | |||
| М. | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Полирование металлов и сплавов | |||
| Сб | |||
| М.: Высшая школа, 1974 | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Патент США N 2860455, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
