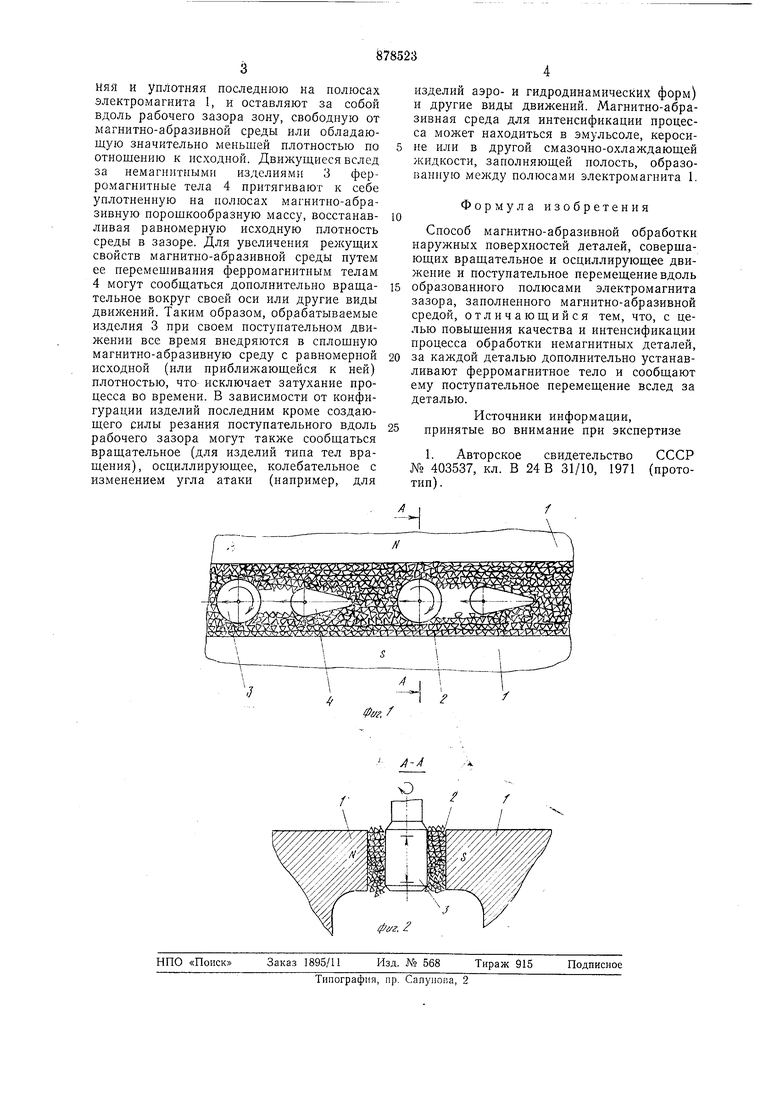
няй и УПЛОТНЯЯ последнюю на полюсах электромагнита 1, и оставляют за собой вдоль рабочего зазора зону, свободную от магнитно-абразивной среды или обладающую значительно меньшей плотностью по отношению к исходной. Движуш,иеся вслед за немагнитными изделиями 3 ферромагнитные тела 4 притягивают к себе уплотненную на полюсах магнитно-абразивную порошкообразную массу, восстанавливая равномерную исходную плотность среды в зазоре. Для увеличения режущих свойств магнитно-абразивной среды путем ее перемешивания ферромагнитным телам 4 могут сообщаться дополнительно вращательное вокруг своей оси или другие виды движений. Таким образом, обрабатываемые изделия 3 при своем иостуиательном движении все время внедряются в сплошную магнитно-абразивную среду с равномерной исходной (или приближающейся к ней) плотностью, что исключает затухание процесса во времени. В зависимости от конфигурации изделий последним кроме создающего силы резания поступательного вдоль рабочего зазора могут также сообщаться вращательное (для изделий типа тел вращения), осциллирующее, колебательное с изменением угла атаки (например, для
изделий аэро- и гидродинамических форм) и другие виды движений. Магнитно-абразивная среда для интенсификации процесса может находиться в эмульсоле, керосине или в другой смазочно-охлаждающей жидкости, заполняющей полость, образованную между полюсами электромагнита 1.
Формула изобретения
Способ магнитно-абразивной обработки наружных поверхностей деталей, совершающих вращательное и осциллирующее движение и поступательное перемещение вдоль
образованного полюсами электромагнита зазора, заполненного магнитно-абразивной средой, отличающийся тем, что, с целью повышения качества и интенсификации процесса обработки немагнитных деталей,
за каждой деталью дополнительно устанавливают ферромагнитное тело и сообщают ему поступательное перемещение вслед за деталью.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 403537, кл. В 24В 31/10, 1971 (прототип).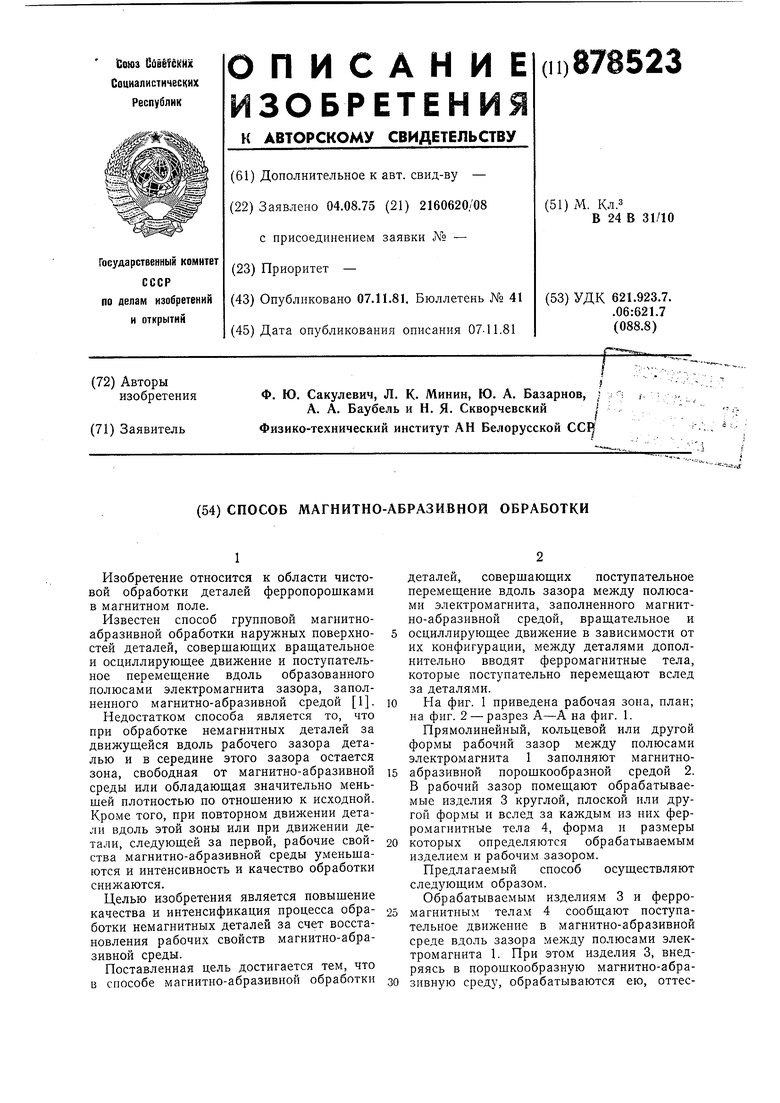
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU975358A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИФЕРРОМАГНИТНЫХ ДЕТАЛЕЙЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU428927A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
