I
Р1зобретение относится к абразивной обработке деталей.
Известны устройства для чистовой обработки ферромагнитных деталей цилиндрической формы, соприкасающихся с поверхностью .рабочей камеры, выполненной в виде тонкостенного цилиндрического барабана из неферромагнитного материала, помещенного между полюсами электромагн.ита.
Обрабатываемые детали, помещенные в рабочую камеру ориентируются и подвешиваются в магнитное поле, и кроме того, соверщают колебательное движение вдоль оси электромагнита, благодаря поочередному увеличению силы тока в катущках электромагнита, а частицы абразивного материала под действием вибрации движутся относительно деталей, в результате чего осуществляется щлифование. Однако эти устройства позволяют ползчать щероховатость поверхности детали не выше 9-10 класса, имеют сравнительно невысокую скорость обработки и создают высокий уровень щума.
Цель изобретения - интенсификация процесса и повыщение качества обработки.
Для этого внутри рабочей камеры размещен ротор из ферромагнитного материала, имеющий форму крыльчатки, соединенный с электромотором и сообщающий вращательное движение с помощью магнитного воздействия
обрабатываемым деталям, расположенным па внещией поверхности рабочей камеры, на которую нанесен абразивный материал.
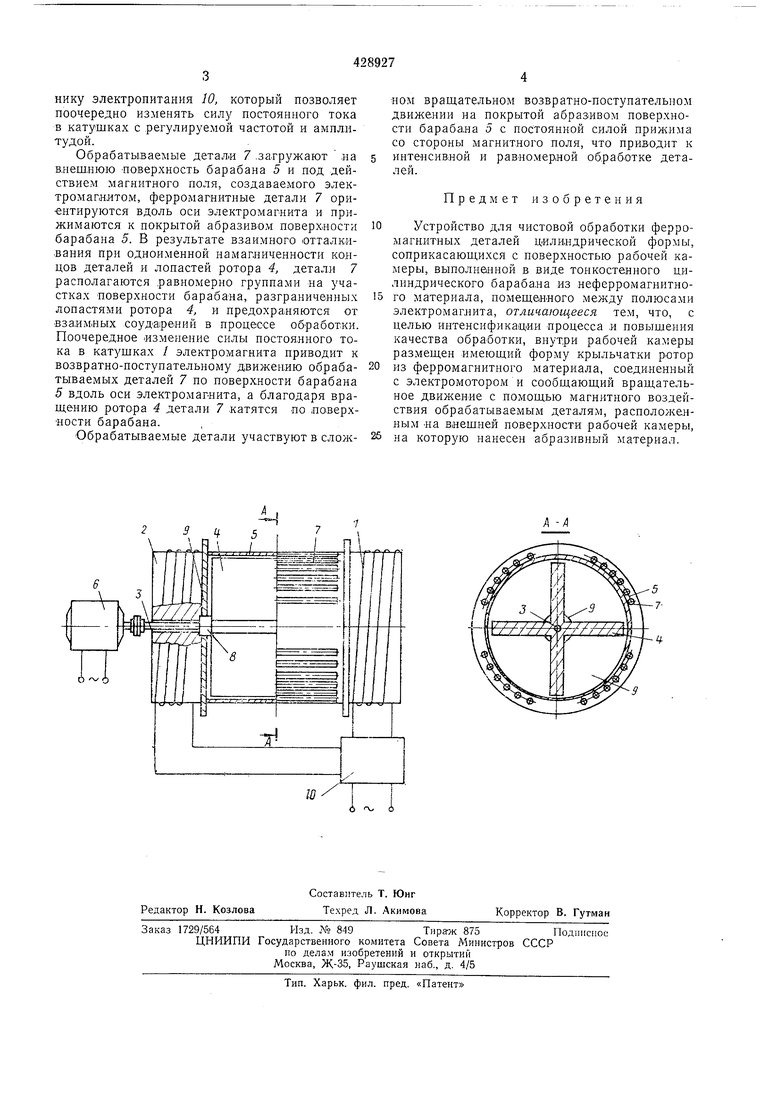
На чертеже показано устройство для чистовой обработки ферромагнитных деталей цилиндрической формы.
Электромагнит состоит из двух катущек /, включенных таким образом, что их магнитные потоки совпадают, и ферромагнитных сердечников (полюсов) 2, выполненных в виде цил.индров, по оси которых .высверлены отверстия для вала 3 ротора 4. Ферромагнитный ротор 4 имеет форму крыльчатки и расноложеп внутри барабана 5.
Между лопастями ротора 4 и в.нутрен11ей поверхностью барабана 5 зазор минимальный. Ротор 4 приводится во вращение электромотором 6. Тонкостенный барабан 5 изготовлен 113 неферромагнитного матер.)1ала, покрыт с наружной стороны тонким слоем абразива необходимой зернистости и расположен между полюсами 2 электромагнита аксиально его оси. Внещний диаметр барабана 5 равен диаметру полюсов 2 электромагнита, а длина его
на 5-10% превышает длииу обрабатываемых деталей 7. Вал 3 ротора 4 вращается в подщипниках 8, расположенных на щеках 9 барабана 5. С помощью неферромагнитных щек 9 барабан 5 жестко крепится к полюсам 2. Катущки / электромагнита подключены к источнику электропитания 10, который позволяет поочередно изменять силу постоянного тока в катушках с регулируемой частотой и амплитудой.
Обрабатываемые детали 7 ,загружают ,на внешБЮЮ Поверхность барабана 5 и под действием магнитного поля, создаваемого электромагнлтом, ферромагнитные детали 7 ориентируются вдоль оси электромагнита и прижимаются к покрытой абразивом поверхности барабана 5. В результате взаимного отталюивания при одноименной намагниченности концов деталей и лопастей ротора 4, детали 7 располагаются равномерно группами на участках поверхности барабана, разграниченных лопастями ротора 4, и предохраляются от взаимных соударений в процессе обработки. Поочередное изменение силы постоянного тока в катушках / электромагнита приводит к возвратно-поступательному движению обрабатываемых деталей 7 по поверхности барабана 5 вдоль оси электромагнита, а благодаря враш;ению ротора 4 детали 7 .катятся по паверхности барабана.
Обрабатываемые детали участвуют в сложном вращательном возвратно-поступательном движении на покрытой абразивом поверхности барабана 5 с постоянной силой прижима со стороны магнитного поля, что приводит к интенсивной и равномерной обработке деталей.
Предмет изобретения
Устройство для чистовой обработки ферромагнитных деталей цилиндрической формы, соприкасаюш,ихся с поверхностью рабочей камеры, выполненной в виде тонкостенного цилиндрического барабана из неферромагнитного материала, помещенного между полюсами электромагнита, отличающееся тем, что, с целью интенсификации процесса и повышения качества обработки, внутри рабочей камеры раз.мещен имеющий форму крыльчатки ротор из ферромагнитного материала, соединенный с электромотором и сообщающий вращательное движение с помощью магнитного воздействия обрабатываемым деталям, расположенным на внешней поверхности рабочей камеры, на которую нанесен абразивный материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой обработки ферромагнитных деталей цилиндрической формы | 1975 |
|
SU516514A1 |
| Устройство для обработки в псевдоожиженном абразивном слое | 1980 |
|
SU979089A1 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Устройство для магнитно-абразивной обработки | 1975 |
|
SU537796A1 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОЧИСТКИ И/ИЛИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2006 |
|
RU2336985C1 |
| Устройство для чистовой обработки деталей | 1980 |
|
SU891293A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПЕРЕМЕШИВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2045194C1 |
| Устройство для магнитно-абразивной обработки деталей | 1974 |
|
SU504632A1 |
| Устройство для чистовой обработки ферромагнитных деталей | 1980 |
|
SU856767A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
А -А
