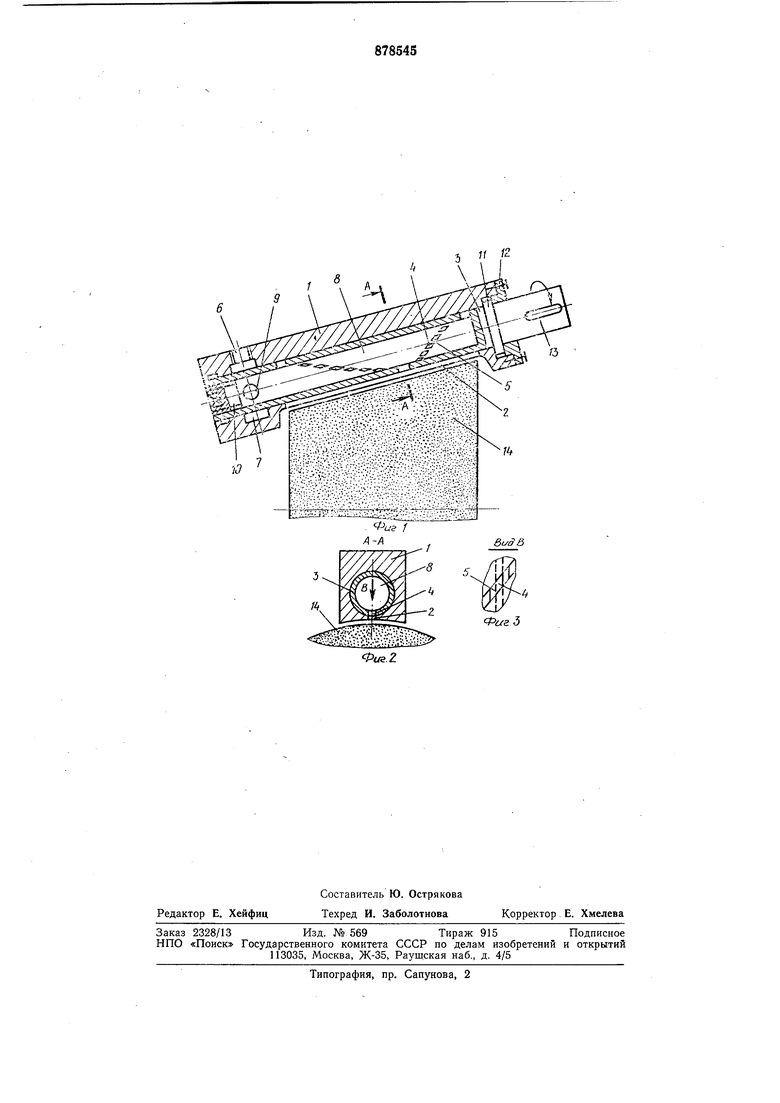
направлению совпадающими с направлением прорези 2 корпуса 1. Корпус 1 снабжен резьбовым отверстием 6 для подвода под давлением охлаждающей жидкости в кольцевую полость 7, сообщающуюся с внутренней полостью 8 золотника 3 через отверстие 9. Полость 8 золотника 3 заглушена резьбовой пробкой 10. В осевом положении золотник 3 зафиксирован при помощи бурта И и фланца 12. Вращение от привода (не показан) золотнику сообщают через выступающую за габариты корпуса 1 шейку 13. На чертеже предложенное устройство показано установленным для очистки конической рабочей поверхности шлифовального круга 14.
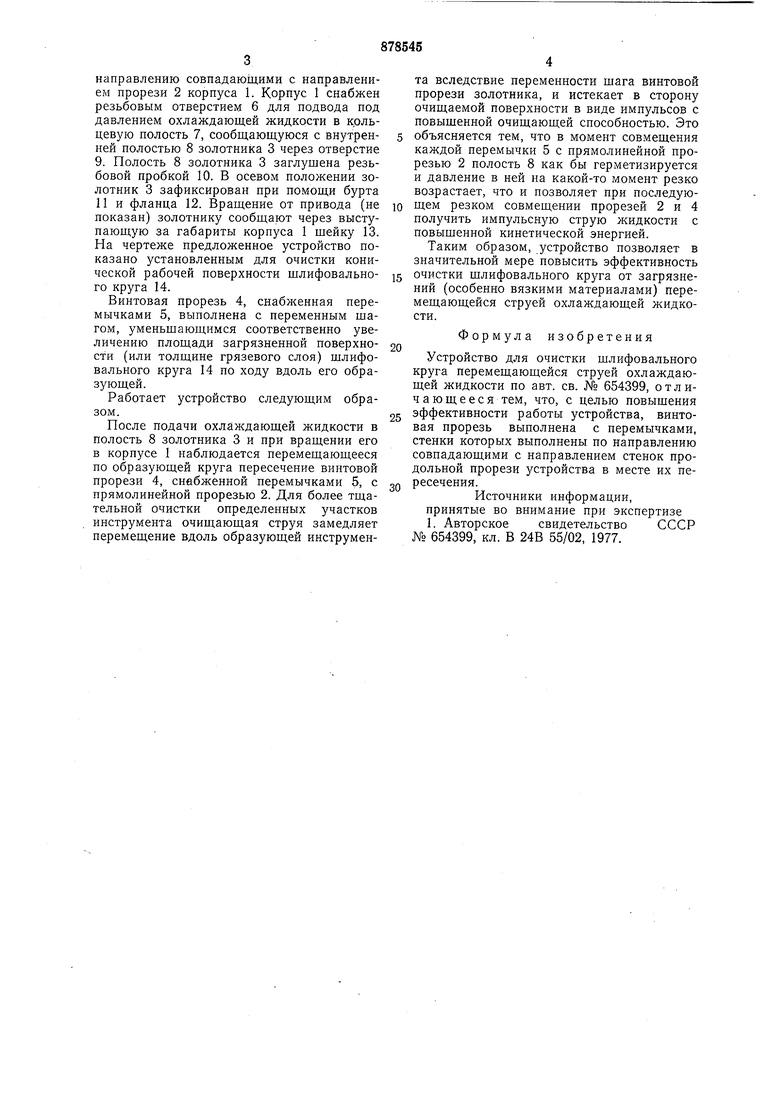
Винтовая прорезь 4, снабженная перемычками 5, выполнена с переменным шагом, уменьшающимся соответственно увеличению площади загрязненной поверхности (или толщине грязевого слоя) шлифовального круга 14 по ходу вдоль его образующей.
Работает устройство следующим образом.
После подачи охлаждающей жидкости в полость 8 золотника 3 и при вращении его в корпусе 1 наблюдается перемещающееся по образующей круга пересечение винтовой прорези 4, снабженной перемычками 5, с прямолинейной прорезью 2. Для более тщательной очистки определенных участков инструмента очищающая струя замедляет перемещение вдоль образующей инструмента вследствие переменности шага винтовой прорези золотника, и истекает в сторону очищаемой поверхности в виде импульсов с повышенной очищающей способностью. Это
объясняется тем, что в момент совмещения каждой перемычки 5 с прямолинейной прорезью 2 полость 8 как бы герметизируется и давление в ней на какой-то момент резко возрастает, что и позволяет при последующем резком совмещении прорезей 2 и 4 получить импульсную струю жидкости с повышенной кинетической энергией.
Таким образом, устройство позволяет в значительной мере повысить эффективность
очистки шлифовального круга от загрязнений (особенно вязкими материалами) перемещающейся струей охлаждающей жидкости.
Формула изобретения
Устройство для очистки шлифовального круга перемещающейся струей охлаждающей жидкости по авт. св. № 654399, отличающееся тем, что, с целью повышения эффективности работы устройства, винтовая прорезь выполнена с перемычками, стенки которых выполнены по направлению совпадающими с направлением стенок продольной прорези устройства в месте их пересечения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 654399, кл. В 24В 55/02, 1977.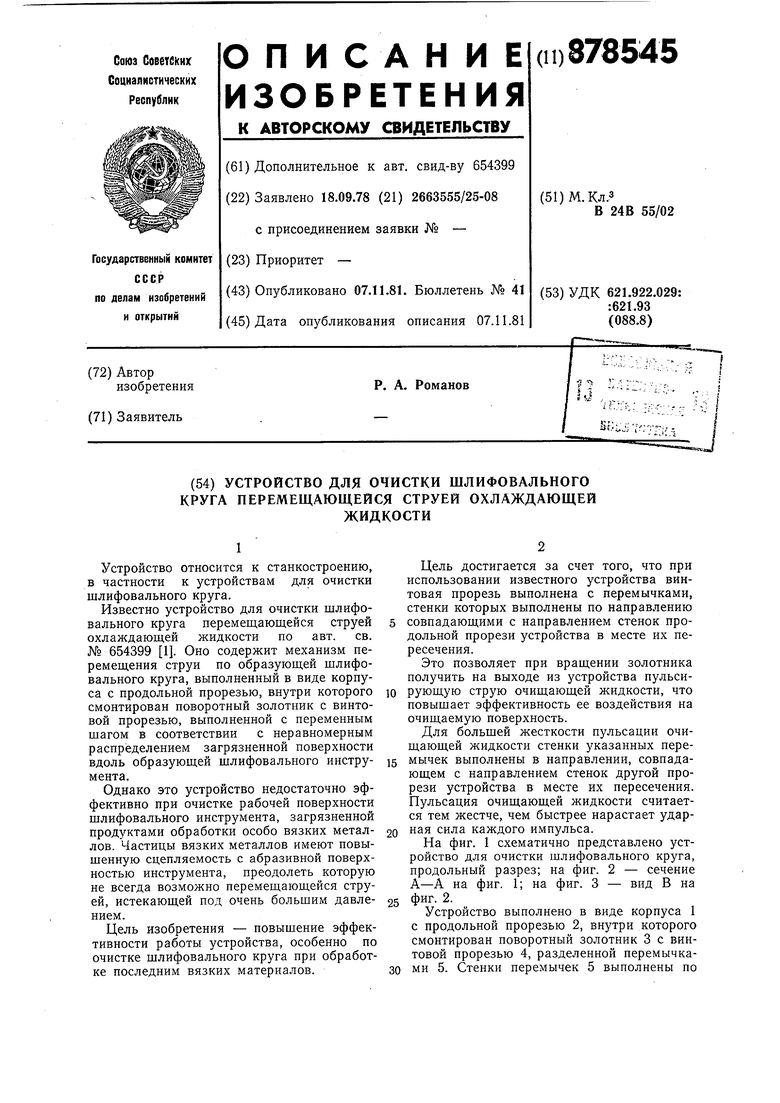
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки шлифовального круга перемещающейся струей охлаждающей жидкости | 1977 |
|
SU654399A2 |
| УСТРОЙСТВО для очистки ШЛИФОВАЛЬНОГО КРУГА ПЕРЕМЕЩАЮЩЕЙСЯ СТРУЕЙ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1969 |
|
SU243433A1 |
| Способ охладжения при шлифовании периферией круга | 1990 |
|
SU1743825A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407625C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| ЭЛЕКТРИЧЕСКИЙ ОЧИСТИТЕЛЬ ДИЭЛЕКТРИЧЕСКИХ ЖИДКОСТЕЙ | 1995 |
|
RU2081707C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ВИХРЕВЫМ ОХЛАЖДЕНИЕМ | 2005 |
|
RU2307729C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |