Изобретение относится к машиностроению, а именно к обработке с охлаждением дисковым инструментом с периферийной режущей кромкой, в частности алмазными шлифовальными кругами.
Цель изобретения - повышение эффективности охлаждения.
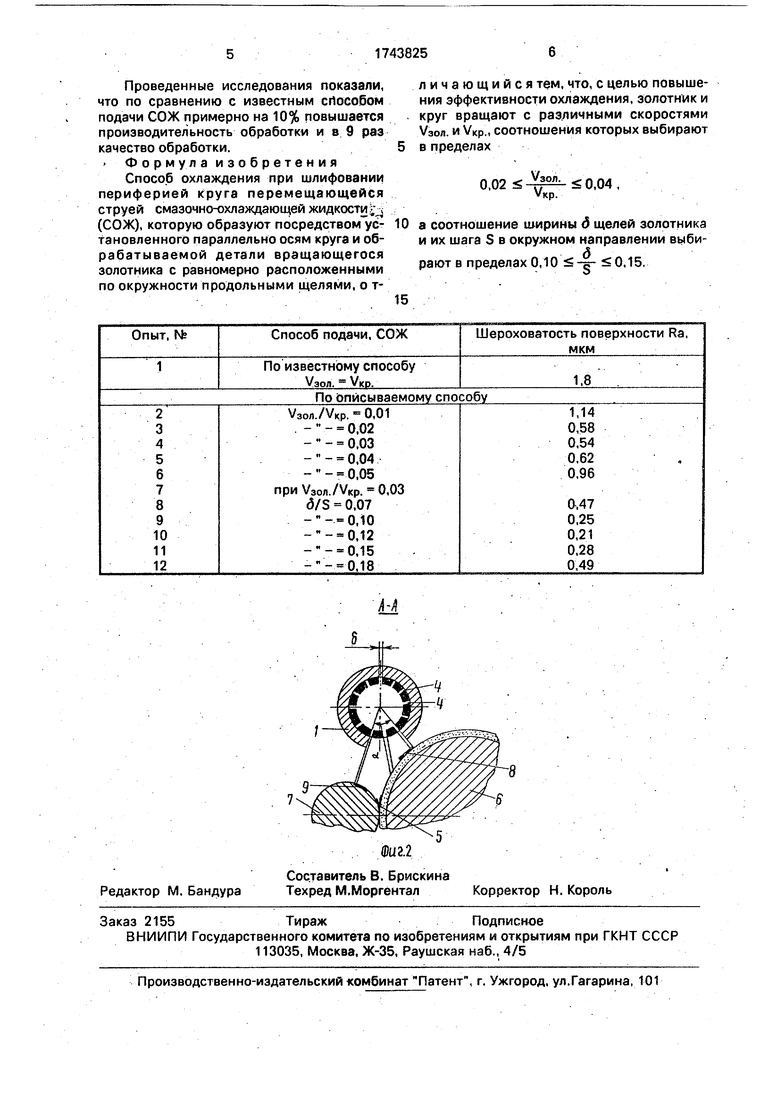
На фиг. 1 приведена схема устройства для реализации способа; на фиг. 2 -сечение А-А на фиг. 1,
Устройство содержит систему подачи СОЖ (не показана) корпус 1 с продольным отверстием 2 и расположенный в корпусе золотник 3 с приводом его вращения (не показан), В стенках золотника выполнены равномерно расположенные по окружности продольные щели 4. Ширина выходного отверстия 2 соответствует углу а клинового пространства, которое содержит зону 5 шлифования, образованную поверхностью круга 6 и обрабатываемой детали 7, и ограничено зоной 8 гидравлического заслона и зоной 9 охлаждения детали 7. В корпусе выполнено резьбовое отверстие 10 для подвода СОЖ в кольцевую полость 11, сообщающуюся с внутренней полостью 12 золотника 3 через отверстие 13. Полость 12 золотника заглушена резьбовой пробкой 14. Вращение золотнику от привода сообщают через выступающую за габариты корпуса 1 шейку 15.
Способ охлаждения осуществляют следующим образом.
Круг 6, обрабатываемую деталь 7 и золотник 3 располагают на параллельных осях, ориентируя продольное отверстие 2 золотника в направлении клинового пространства. Соотношение ширины д щелей 4 золотника 3 и их шага S в окружном направлении выбирают в пределах:
0,10 -р- 0,15, а золотник и круг вращают
О
с различными скоростями /зол. и VKp., соотношение которых выбирают в пределах:
Va
V;
кр
0,04 .
При шлифовании детали 7 кругом 6 СОЖ подается через отверстие 10, кольцевую полость 11 и отверстие 13 во внутреннюю полость 12 вращающегося золотника 3. Далее СОЖ через продольные щели 4 и продольное отверстие 2 корпуса 1 подается сначала на круг 6 в зону 8 гидравлического заслона, где отсекает от круга 6 поток воздуха, захваченный вращающимся кругом, затем в зону очистки и пропитки СОЖ кругов, далее в зону 5 шлифования на круг 6 и деталь 7, а затем в зону 9 охлаждения и очистки детали 7 по мере поворота щели 4 в пределах угла а. За счет непрерывного поворота золотника и перемещения струй СОЖ производится эффективное охлаждение круга 6, зоны 5 шлифования и детали 7.
При скорости круга, большей скорости вращения золотника, каждый отдельный
0 участок круга как бы догоняет струи СОЖ. Создается эффект подметания неочищенных участков круга. При этом вся поверхность круга с достаточной эффективностью очищается от шлама. Кроме того, при выше5 указанном соотношении скоростей создаются наиболее благоприятные условия для образования с последующим сокращением в клиновом пространстве кавитационных пузырьков. А сокращение кавитационных
0 пузырьков сопровождается гидравлическими ударами, которые к данном случае играют положительную роль, так как способствуют лучшему проникновению СОЖ в зону обработки и лучшей очистке
5 поверхности круга.
Циклический характер подачи СОЖ в клиновое пространство усиливает эффект ее проникновения в зону обработки и воздействия на поверхность круга, способствуя
0 его очистке. Такие эффекты зависят от частоты встреч струи СОЖ с поверхностью круга и с клиновым пространством. При указанном соотношении скоростей соотношение шагов щелей создает наибольшую
5 эффективность подачи СОЖ. При этом следует учитывать, что подачу СОЖ высоконапорной струей осуществляют при давлении не менее 15 кгс/см2 через щели с выходным размером до 0,8 мм.
0
Пример. На круглошлифовальном станке ЗБ12 устанавливали алмазцый круг диаметром 200 мм и обрабатываемую деталь, наплавленную наплавкой 55Х44Н34ГСР ди5 аметром 100 мм. На расстоянии 100 мм от зоны шлифования на кронштейне устанавливали устройство для подачи СОЖ, содержащее размещенный в корпусе золотник диаметром 40 мм. Ширина щели золотника
0 равнялась 0,5 мм, их шаг в окружном направлении - 4 мм. Скорость вращения круга VKp. 25 м/с, скорость вращения золотника Узол 0,75 м/с. СОЖ в золотник подавали от шестеренчатого насоса при
5 давлении 30 кгс/см . Шлифование детали производили по описываемому и известному способам подачи СОЖ. Эффективность подачи СОЖ оценивали по изменению шероховатости поверхности.
Результаты сведены в таблицу.
Проведенные исследования показали, что по сравнению с известным способом подачи СОЖ примерно на 10% повышается производительность обработки и в 9 раз качество обработки.
Ф о р м у л а и з о б р е т е н и я Способ охлаждения при шлифовании периферией круга перемещающейся струей смазочно-охлаждающей жидкости (СОЖ), которую образуют посредством ус- тановленного параллельно осям круга и обрабатываемой детали вращающегося золотника с равномерно расположенными по окружности продольными щелями, о тличающийся тем, что, с целью повышения эффективности охлаждения, золотник и круг вращают с различными скоростями /зол. и VKp , соотношения которых выбирают в пределах
Ј
Ґ V,
зол.
кр.
0,04,
10 а соотношение ширины д щелей золотника и их шага S в окружном направлении выбирают в пределах 0,10 о JS0.15.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочноохлаждающей жидкости при шлифовании | 1988 |
|
SU1664536A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU895630A1 |
| Способ абразивной обработки | 1982 |
|
SU1030150A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2157311C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
Использование: обсаботка с охлаждением дисковым инструментом с периферийной режущей кромкой, в частности алмазными шлифовальными кругами. СущW / П v //////////////////// //////////. Z ность изобретения: при шлифовании периферией круга охлаждение осуществляют перемещающейся струей смазочно-охлаж- дающей жидкости (СОЖ), которую образуют посредством установленного параллельно осям круга и обрабатываемой детали вращающегося золотника 3 с равномерно расположенными по окружности продольными щелями, соотношение ширины д и шага S которых выбирают в пределах 0,10-0,15. При этом золотник и круг вращают с различными скоростями Мзоп и VKp., соотношение которых выбирают в пределах 0,02-0,04. Это позволяет повысить эффективность охлаждения и очистки круга за счет исключения участков круга, не подверженных воздействию СОЖ. 2 ил, 1 табл. Г1 (Л С Шг hr VJ 4 СО 00 N3 СЛ
| Устройство для подачи смазочноохлаждающей жидкости при шлифовании | 1988 |
|
SU1664536A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
