(54) КЛЕТЬ ПРОФИЛЕгаВОЧНОГО СТАНА


| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| Способ профилирования преимущественно швеллеров | 1990 |
|
SU1754267A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU994080A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
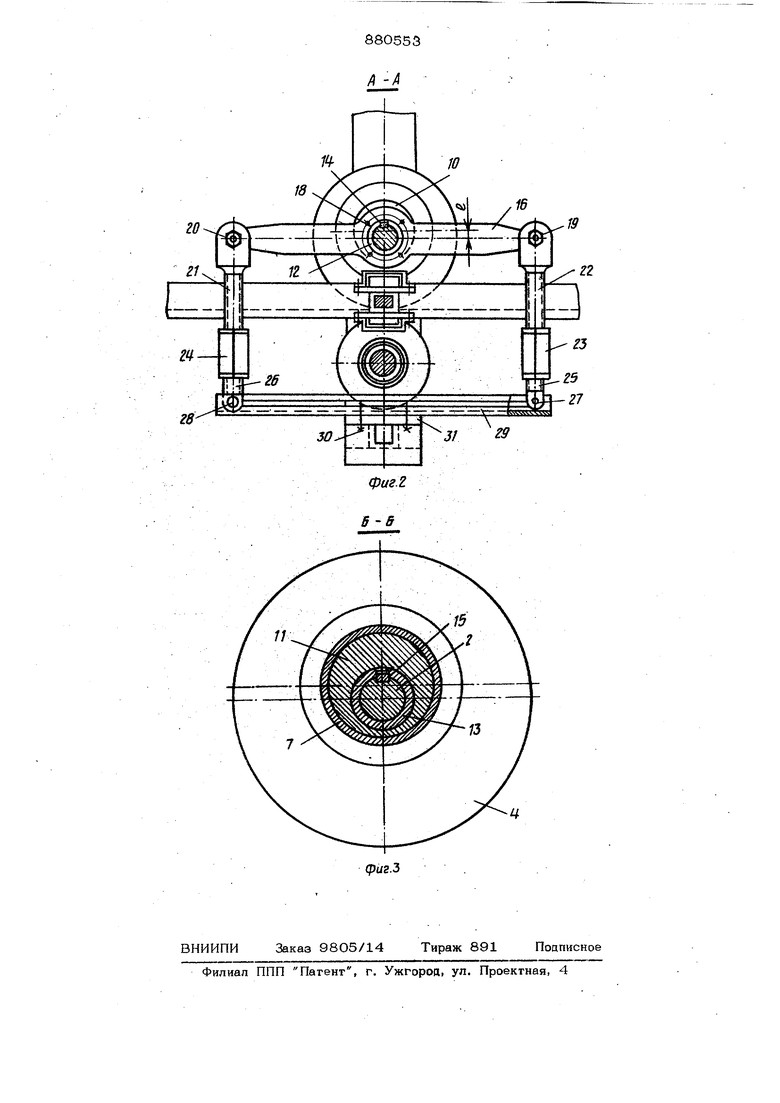
1 -, Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей методом профилирования, и может быть испопьёовано в качестве рабочей клети в линиях тфо (Ьилегибочных станов для изготовления гнутых профилей с утолщением в местах изгиба. Наиболее близкой по технической сущности к предложенной является осадочная клеть профилегибочного стана, состоящая из станины верхних и нижних гориз нтальных валков с посаженными на них формую щими элементами, которые образуют вмес те с вертикальными роликами и осаживающими шайбами замкнутый калибр Недостатками этой клети является то, что конструктивное исполнение осадочной клети требует большого количества сменных осадочных шайб при изменении номен клатуры и профилеразмеров. изготавливаемых изделий. Это приводит к увеличению трудоемкости изготавливаемой оснастки. частым перевалкам я простоям основного тезшологического об(уд(жатш. Паль изобрет шя - сокращенна тнпоразм кхв осаживающих твЯб щщ производстве гнутых профилей с утолщеннямн в местах-Изгиба. С этой цепью jDietb профяяегнбочного стана, сод жащая стаяошу с установленными в ней верхшгм я яямоям го|жзонтальными валами с форкошмпвмн апементами я осажввающнмн шайбамв, снабжена механизмом рёгушфовхя осажяваюшнх шайб, шдполненяым в вяле в1(С11ентрнковых колеп с хвостовиками, устансжпенных между верхним валом и шайбамн н расположенных на хвостовиках двуплечнх коромысел, связанных с тягами, закрепленными в станине. На фиг. 1 изображена клеть профилегибочного стана, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - раэрез Б-Б на фиг. 1. Клеть профилегибочного стана состоит| из станины 1, в оконном проеме которой 38 расположены вернгай 2 и нижний 3 гори, зонтальные валы с посаженными на них цилиндрическими бочками 4 и 5, которые вместе с осаживающими шайбами 6 и 7 и универсальными роликами 8 и 9 образуют замкнутый калибр. Осаживающие шайбы установлены на эксцентриках 10 и 11, которые расположены по обе стороны от цилиндрической бочки верхнего горизонтального валка. Своей внутренней цилиндрической поверхностью эксцентрики установлены на бронзовых втулках 12 и 13 (фиг. 2 и 3), которые неподвижно на шпонках 14 и 15 установлены на верхнем горизонтальном валу. На хвостовиках эксцентриков со сто роны стоек станины расположены двуплечие коромысла 16 и 17, которые неподвижно закреплены с эксцентриками штифтами 18. На концах двуплечие коромысла посредством шарниров 19 и 2О соединены с тягами 21 и 22. Величина эксцентриси тета устанавливается регулировкой гаек 23 и 24. Нижние тяги 25 и 26 через шарниры 27 и 28 соединены с траверсой 29, которая, посредством крепежа ЗО кре пится к поперечине 31 станины клети. Клеть профилегибочного стана работает следуюшим образом. В период, предшествующий началу процесса профилирования, осуществляется настройка на заданную величину эксцентриситета Е , в соответствии с которой опре деляется высота полок готовых гнутых профилей. Для этого коромысла 16 или 17, а может быть и оба одновременно {при различной высоте готовых профилей) поворотом гаек 23 и 24 наклоняют на определенный угол относительно горизонтального вала 2. При этом, замеряется расстояние от нижних наружных цилиндрических поверхностей осаживающих шайб 6 и 7 до наружной цилиндрической поверх ности нижней бочки 5. После установления необходимой высоты полок (левая и правая полки могут быть разными по высоте) производится фиксирование гаек
23 К 24 ъ этом положении.
В процессе профилирования с одновременной осадкой полок, валы 2 и 3 приводятся во вращение от шестеренных клетей, соединенных с приводами (не показаны). .
Вертикальные ролики 8 и 9 холостые, и во вращение приводятся под воздействием боковых поверхностей полок профилей.
Осаживающие шайбы 6 и 7 также приводятся во вращение под воздействием торцовых поверхностей полок профилей.
Формула изобретения
50Клеть профилегибочного стана, содержащая станину с установленными в ней верхним и нижним горизонтальными валами, с формующими элементами и осаживающими шайбами, отличающаяся
55 тем, что, с целью сокращения типоразмеров осаживающих шайб при производстве гнутьтх профилей с утолщениями в местах ; изгиба, она снабжена механизмом регули3При Изменении изготавливаемого профиЛеразмера описанный процесс настройки повторяется без замены осаживающих шайб. Предложенное устройство позволяет в процессе эксплуатации сократить количество типоразмеров изготавливаемых Осаживающих шайб, например для сортамента профилегибочного стана 5 - 12хЗОО+1200, вместо 150 пар осаживающих шайб требуется всего 30 пар, что обеспечивает снижение себестоимости выпускаемой продукции и, в частности, гнутых профилей с утолщением в местах изгиба. Как показывают данные проведенных предварительных расчетов и исследований, предложенное устройство по сравнению с известным обеспечивает снижение трудоемкости изготавливаемой оснастки, сокращение количества перевалок валков при изменении высоты полок гнутых профилей, а, следовательно, и уменьшение простоев основного технологического оборудования, . что приводит к увеличению производительности стана. Как показывают проведенные расчеты, ожидаемый удельный экономический эффект от использования изобретения составляет примерно 0,8 р. за одну т. произведенных гнутых профилей с утолщением в местах изгиба, а при максимальном, объеме использований изобретения при годовом выпуске 115,8 тыс. т., суммарный экономический эффект может составить свыше 92,6 тыс. руб. в год. Экономический эффект может быть получен за счет снижения расходов на изготовление технологической оснастки и, в частности, типоразмеров осаживающих шайб, а также за счет сокращения количества перевалок и времени при производстве новых типов и профилеразмеров гнутых профилей с утолщением в местах изгиба. ровки положения осаживающих , выполненным в виде эксцентриковых колец с хвостовиками, установленных между верхним валом и и расположенных на хвостовиках двуплечих коромысел, связанных с тягами, закрепленными в станине. 88 36 Источники информация, принятые во внимание при экспертизе 1. Отчет УкрНИИмета № 78004999 Псследование и разработка технологии производства гнутых профилей для рамы полуприцепов КАЗ-9378, Харьков, 1978,
ч
Jm.---::
i
SO.
дЭьН
|.т iTLjnrUJ CevJ
3
, Л -
J/
-ihr-i -
