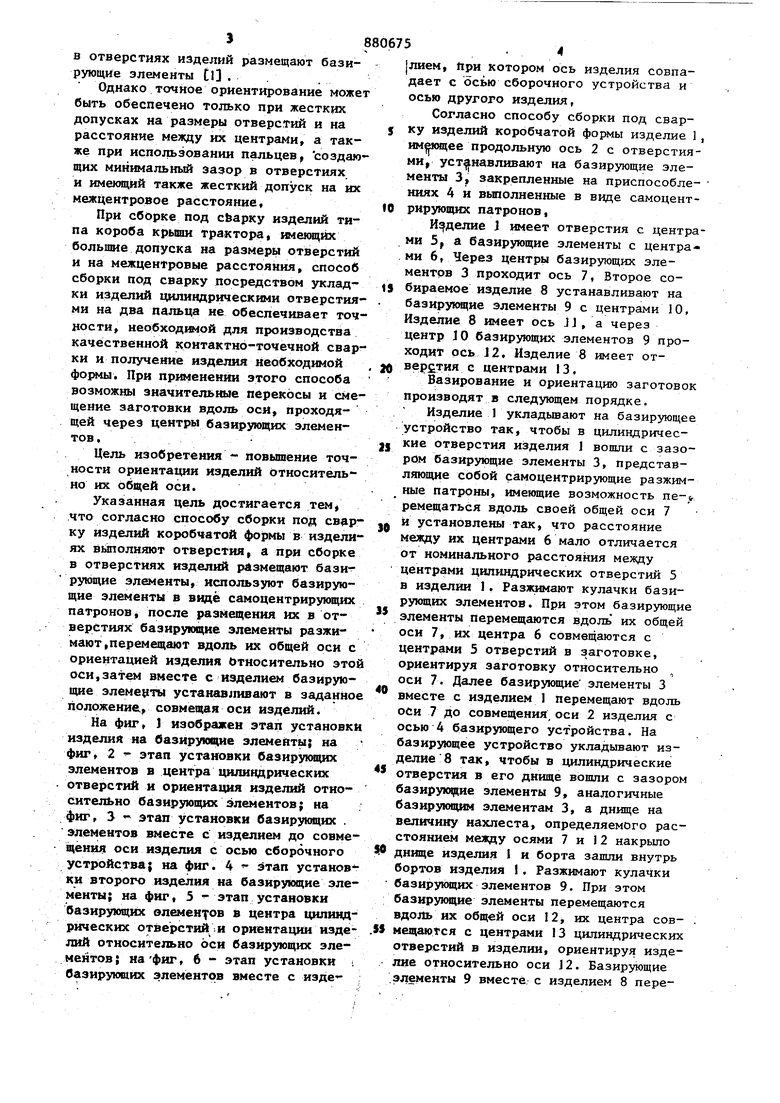
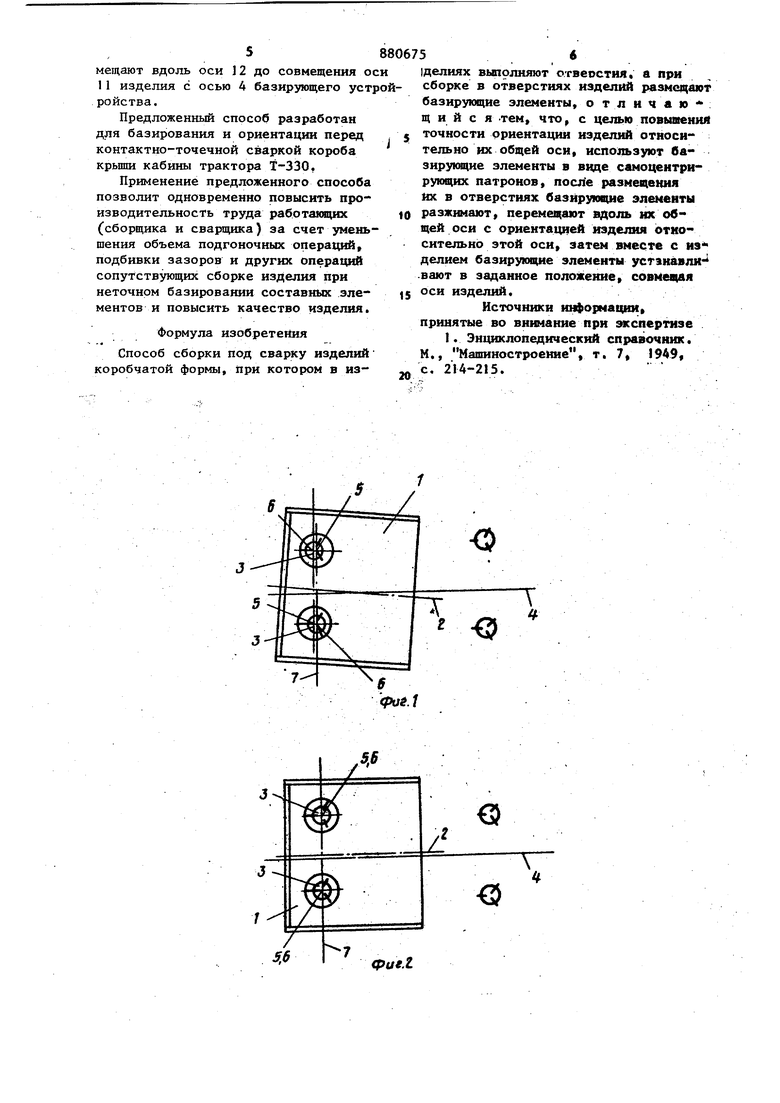
Изобретение относится к технике сборки под сварку изделий типа короба, преимущественно из тонколйстового металла, имеющих не менее двух ба зирующих цилиндрических отверстий и днищах деталей, из которых собирается изделие. Примером таких изделий может служить короб крыши кабины мощного, промьшленного трактора. Короб крыши кабины представляет собой объемную кон струкцию, сваренную из двух изделий, имеющих отогнутые борта с трех сторон и два цилиндрических отверстия в днище. Изделия, уложенные внахлестк одно на другое стороной,не имеющейотогнутого борта, должны быть совмещены вдоль -общей оси симметрии так, чтобы величина несовпадения бортов, вызванная отклонением действительных размеров изделий, бьта с двух сторон одинаковой. В коробе подлежат контак но-точечной сварке внахлестку вертикальные швы в местах соединения бокр вых бортов н уложенная внахлестку часть днища. Размеры изделий но стыкуемой стороне составляют 1800 ± 2 мм. В днище изделий имеется по два цилиндрических отверстия 230 ± 2 и допуск на межцентровое расстояние составляет 2 мм, Отогнутые борта изделий до сварки не жестки и составляют с днищем угол 95 ±10° и по этой причине базировка заготовок по внешнему контуру при стыковке обоих половии короба не обеспечивает необходимой для сборки и сварки изделия точности. Наиболее правильным является использование дЛя базирования двух циливдрических отверстий, имеющихся в днищах изделий. Наиболее близким по технической сущности к предлагаемому является способ сборки под сварку, изделий коробчатой формы, при котором в изделиях выполняют отперстия, а при сборке, 38 в отверстиях изделий размещают базирующие элементы Cl . Однако тачное ориентирование может быть обеспечено только при жестких допусках на размеры отверстий и на расстояние между их центрами, а также при использовании пальцев, создающих минимальный зазор в отверстиях и имекщий также жесткий допуск на их межцентровое расстояние. При сборке под сЬарку изделий типа короба крыши трактора имеющих большие допуска на размеры отверстий и на межцентровые расстояния, способ сборки под сварку посредством укладки изделий цилиндрическими отверстиями на два пальца не обеспечивает точности, необходю4ой для производства качественной контактно-точечной сварки и получение изделия необходимой формы. При применении этого способа возможны значительные перекосы и смещение заготовки вдоль оси, проходящей через центры базирующих элементов, Цель изобретения - повышение точности ориентации изделий относительно их общей оси. Указанная цель достигается тем, что согласно способу сборки под свар ку изделий коробчатой формы в издели ях выполняют отверстия, а при сборке в отверстиях изделий размещают базирующие элементы, используют базирующие элементы в виде самоцентрирующих патронов, после размещения их в отверстиях базирующие элементы разжимают,перемещают вдоль их общей оси с ориентацией изделия Относительно это оси,затем вместе с изделием базирующие элеме1{ТЫ устанав;швают в заданно положение, совмещая оси изделий. На фиг изображен этап установк издехшя иа базирующие элементы; на фиг, 2 - этап установки базиругацих элементов в центра цилиндрических отверстий и ориентация изделий относительно базирующих элементов; на фиг г Э этап установки базирующих . элементов вместе с изделием до совме щения; оси изделия с осью сборочного устройства; на фиг. 4 этап установ ки второго изделия на базирующие эле менты; на фиг, 5 этап установки базирующих элементов в центра цилиид рических отверстий-и ориентации изде лий относительно оси базирующих элементов; нафиг, б - этап установки базирующих элементов вместе с изде лием. При котором ось изделия совпадает с осью сборочного устройства и осью другого изделия, Согласно способу сборки под сварку изделий коробчатой формы изделие 1, имеющее продольную ось 2 с отверстия, устанавливают на базирующие элементы 3 , закрепленные на приспособлениях 4 и выполненные в виде самоцентрирующих патронов, Изделие J имеет отверстия с центрами 5, а базирующие элементы с центрами 6, Через центры базирующих элементов 3 проходит ось 7, Второе собираемое изделие 8 устанавливают на базирующие элементы 9 с центрами 10, Изделие В имеет ось JJ, а через центр J О базирующих элементов 9 проходит ось J2. Изделие 8 имеет отвер тия с центрами 13. базирование и ориентацию заготовок производят в следующем порядке. Изделие 1 укладывают на базирующее устройство так, чтобы в цилиндрические отверстия изделия 1 вошли с зазором базирующие элементы 3, представл)1ющие собой самоцентрирующие разжимные патроны, имеющие возможность пе- ремещаться вдоль своей общей оси 7 И установлены так, что расстояние между их центрами 6 мало отличается от номинального расстояния между центрами цилиндрических отверстий 5 в изделии 1. Разяшмают кулачки базирующих элементов. При этом базирующие элементы перемещаются вдоль их общей оси 7, их центра 6 совмещаются с центрами 5 отверстий в заготовке, ориентируя заготовку относительно , оси 7. Далее базирующие элементы 3 вместе с изделием 1 перемещают вдоль оси 7 до совмещения, оси 2 изделия с осью 4 базирующего устройства. На базирующее устройство укладывают изделие :8 так, чтобы в цилиндрические отверстия в его днище вошли с зазором базирукядие элементы 9, аналогичные базирующим элементам 3, а днище на величину нахлеста, определяемого расстоянием между осями 7 и 12 накрыло днище изделия 1 и борта зашли внутрь бортов изделия 1. Разжимают кулачки базирукщих элементов 9. При этом базирующие элементы перемещаются вдоль их общей оси 12, их центра совмещаются с центрами 13 цилиндрических отверстий в изделии, ориентируя изделие относительно оси J 2. Базирующие .элементы 9 вместе с изделием 8 перемещают вдоль оси 12 до совмещения о 11 изделия с осью 4 базирующего уст ройства. Предложенный способ разработан для базирования и ориентации перед контактно-точечной сваркой короба крьшш кабины трактора Т-ЗЗО, Применение предложеиного способа позволит одновременно повысить производительность труда работающих (сборщика и сварщика) за счет умень шения объема подгоночных операций подбивки зазоров и других операций сопутствующих сборке изделия при неточном базировании составных злементов и повысить качество изделия. Формула изобретения Способ сборки под сварку изделий коробчатой формы. При котором в из- |делиях вьполняют отвеостня, а при сборке в отверстиях изделий размещают базирукщие элементы, отличаю- : щ и и с я -тем, что с целью повышений точности ориентации изделий относительно их общей оси, используют бАзирукщие злементы в вцце саноцентрируницих патронов, после размецеция их в отверстиях базирующие элементы разжимают, перемещают вдоль их общей оси с ориентацией изделия относительно зтой оси, затем вместе с из делием базир пощие элементы устанавли -вают в заданное положение, совмещая оси изделий. Источники информации, принятые во внимание при экспертизе I. Энциклопедический справочник. М., Машиностроение, т. 7, 1949, с. 214-215.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки изделий под сварку | 1978 |
|
SU963774A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| Металлорежущий станок для обработки отверстия ступицы колеса | 2021 |
|
RU2768617C1 |
| ОПРАВКА ДЛЯ ЗАКРЕПЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2009 |
|
RU2427453C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ НА ТОКАРНОМ СТАНКЕ | 2019 |
|
RU2727432C1 |
| Устройство для сборки трубных пучков теплообменных аппаратов | 1980 |
|
SU889222A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ДВУМ ОТВЕРСТИЯМ И ПЛОСКОСТИ | 2000 |
|
RU2179105C2 |
| Устройство для сборки под сварку | 1978 |
|
SU766806A1 |

