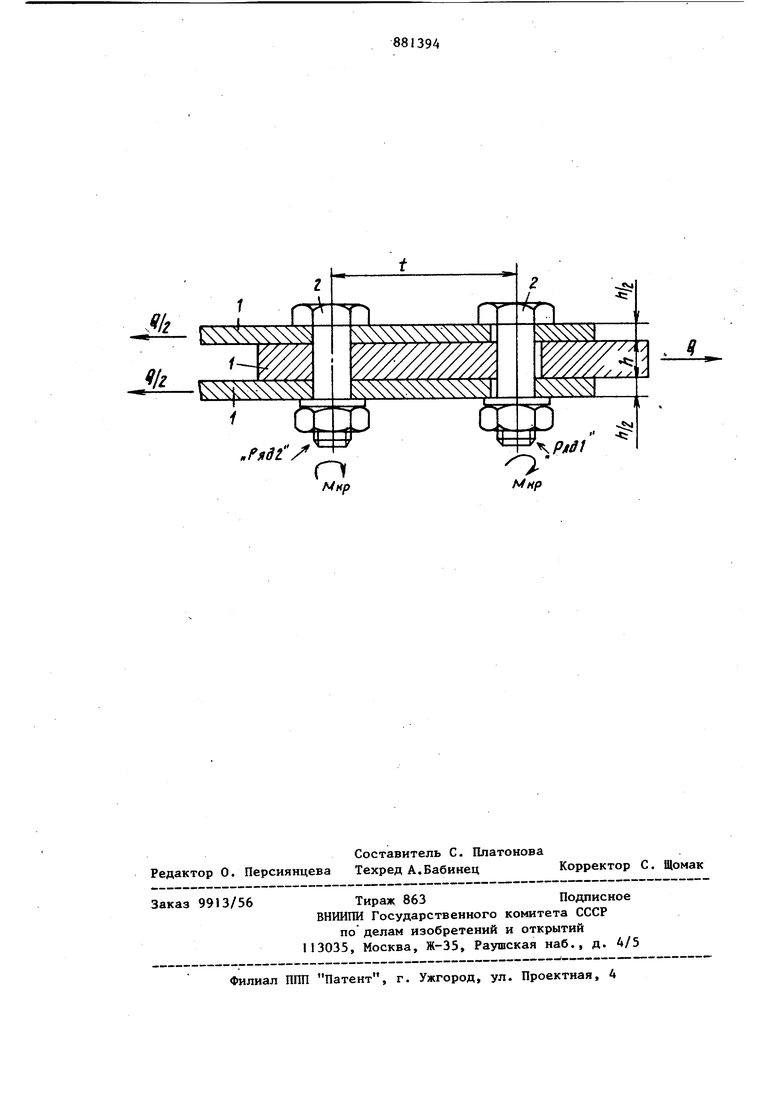
Изобретение относится к машиностро ению и может быть использовано для соединения листовых деталей и пластин Известен способ соединения металлических пластин с радиальным натягом, включающий выполнение отверстий в пластинах и постановку крепежной детали посредством приложения усилия к резьбовому хвостовику fl . Недостатками данного способа являются существенный рост усилия постановки крепежного элемента с увеличением толщины пакета и величины натяга и нестабильность уровня выносливости из-за разброса фактической величины натяга. Наиболее близким к предлагаемому потехнической сущности является способ соединения деталей с осевым натягом, включающий выполнение отверстий в соединяемых пластинах, постановку болтов и их тарированную затяжку 2l. Однако этот способ характеризуется высокой нестабильностью выносливости соединений из-за многократного разброса осевого натяга при непостоянной величине крутящего момента. Цель изобретения - повышение выносливости и надежности соединения. Поставленная цель достигается тем, что согласно способу образования двухсрезного двухрядного соединения металлических пластин, включающему выполнение отверстий в соединяемых пластинах, постановку болтов и их затяжку, отверстия первого ряда выполняют с диаметром, большим диаметра болтов, затем, после постановки в них болтов, к пластинам прикладывают растягивающее усилие вдоль оси пластин, выполняют отверстия для второго ряда болтов, а после установки последних,легкопрессовой посадкой Пл и окончательной затяжки болтов осевое усилие снимают. На чертеже представлено соединение, выполненное предлагаемым способом. Соединение содержит пластины I и болты 2. Предлагаемый способ заключается в следующем. В соединяемых деталях 1 выполняют отверстия первого ряда для nocTaHOB ки болтов с зазором, устанавливают болты, производят их предварительную затяжку, после чего нагружают соединение нагрузкой Q в направлении действия внешней нагрузки на соединение в конструкции. Предельное значение нагрузки Q ограничивается допускаемым напряжением на смятие соединяемых пластин в месте контакта болта с поверхностью отверстия. Затем выполняют отверстия второго ряда с шагом t и 4, устанавливают болты с минимальным натягом (легкопрессовой посад кой Пл), производят окончательную затяжку болтов, после чего усилие Q, приложенное к соединению, снимается. Величина крутящего момента принимается равной крутящему моменту для соеди нений, выполняемых без предварительно го приложения усилия Q. В результате выполнения з азанных операций в соединяемых деталях создается полезное поле напряжений, которое при взаимодействии с внешней нагрузкой снижает амплитуду последней, что приводит к повышению выносливости соединений. Соединения двухсрезные двухрядные выполненные из листового материала Д16АТВ толщиной h 5 мм (h/2 2,5 мм) болтами 0,6 мм (материал ВТ 16) по предлагаемому способу, по44зволяют увеличить выносливость соединений на 50%, по сравнению с выносливостью соединений с осевым натягом, при зтом разброс выносливости составляет не более 20% вместо 100% в соег динениях с осевым натягом. Таким образом, использование предлагаемого способа позволяет повысить выносливость и надежность соединений. Формула изобретения Способ образования двухсрезного двухрядного соединения металлических пластин, включающий выполнение отверстий в соединяемых пластинах, постановку болтов и их затяжку, отличающийся тем, что, с целью повьш1ения выносливости и надежности соединения, отверстия первого ряда выполняют с диаметром, большим диаметра болтов, затем после постановки в них болтов, к пластинам прикладывают растягивающее усилие вдоль оси пластин, выполняют отверстия для второго ряда болтов, а после установки последних с легкопрессовой посадкой Пл и окончательной затяжки болтов осевое усилие снимают;. Источники информации, принятые во внимание при экспертизе 1.Заявка Японии № 48-13894, кл. F 16 В 29/00, 1970. 2.Хейвуд Р. Проектирование с учетом усталости. М., Машиностроение, 1969, с. 26J-262.
. 9
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ БОЛТОВЫХ СОЕДИНЕНИЙ С РАДИАЛЬНЫМ НАТЯГОМ | 2011 |
|
RU2502896C2 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Крепежная деталь соединения с гарантированным натягом | 1977 |
|
SU752063A1 |
| Болтовое соединение деталей | 1991 |
|
SU1754927A1 |
| Соединение деталей | 1974 |
|
SU503054A1 |
| КОМБИНИРОВАННОЕ БУРОВОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ЭЛЕМЕНТОВ ШАРОШЕЧНОГО УЗЛА ДОЛОТА | 2015 |
|
RU2689465C2 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| СПОСОБ КОНТРОЛИРУЕМОЙ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2263290C2 |
| МАГИСТРАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ С КРЕПЛЕНИЯМИ К РАМЕ С ИСПОЛЬЗОВАНИЕМ ПОДВОДИМЫХ ОПОР И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484304C1 |
| Способ установки болта с натягом | 1990 |
|
SU1751478A1 |