Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при изготовлении многорядных срезных болтовых соединений.
Целью изобретения является повышение срока службы путем повышения усталостной долговечности соединения.
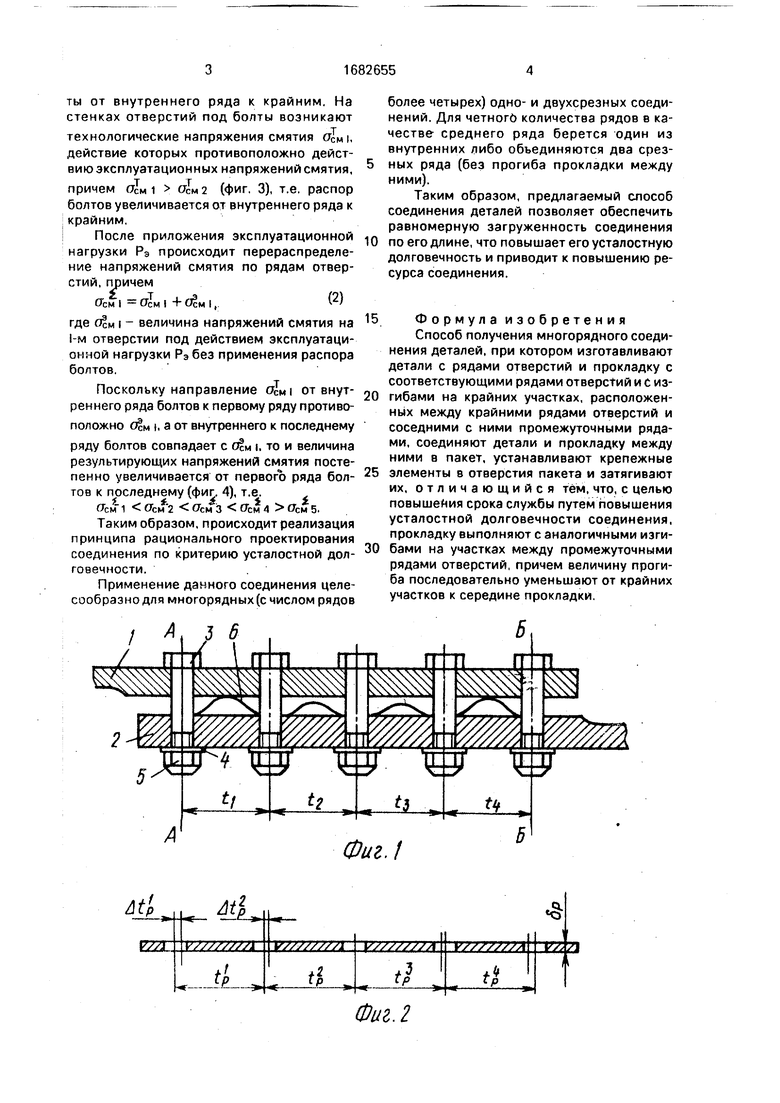
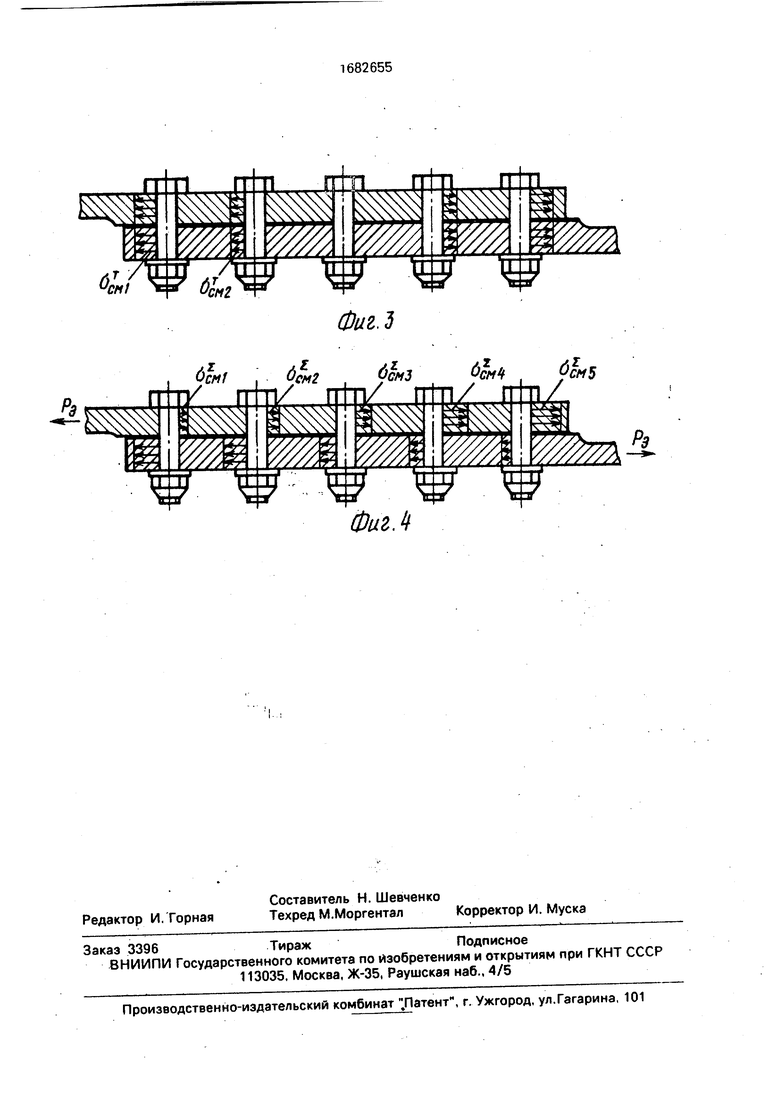
На фиг. 1 изображена конструкция пя- тирядного односрезного болтового соединения деталей до затяжки болтов; на фиг. 2 - конструкция и геометрические размеры распорной прокладки; на фиг. 3 - конструкция и параметры напряженного состояния после осевой затяжки болтов; на фиг. 4 - конструкция и параметры напряженного состояния после осевой затяжки болтов и приложения эксплуатационной нагрузки.
Соединение деталей состоит из соединяемых листов 1 и 2 и крепежных элементов - болтов 3, шайбы 4 и гайки 5. Между соединяемыми листами установлена высокопрочная прокладка 6. имеющая переменный по длине соединения на участках между рядами болтов первоначальный изгиб. Местом усталостного разрушения соединения является сечение по первому относительно эксплуатационной нагрузки Рэ ряду отверстий под болты: сечение по линии А-А для листа 1 и сечение по линии Б-Б для листа 2.
Переменный от крайнего ряда болтов к внутреннему изгиб прокладки реализуется последовательным смещением отверстий в листах и прокладке. Пусть лист 1 имеет рядный шаг отверстий ti, t2, ta, t4 (фиг. 1), а прокладка соответственно tp , tp , tp . tp . Выполнение смещения осей отверстий (относительно среднего ряда) в прокладке в сторону действующей на лист нагрузки Atp и Д tp1, причем Atp2 A tp1 (фиг 2) приводит при совмещении отверстий при сборке соединения к переменному изгибу прокладки.
После осевой затяжки болтов изогнутая прокладка выпрямляется и расширяет болЁ
О 00
ho
о
СЛ
сл
ты от внутреннего ряда к крайним. На стенках отверстий под болты возникают
технологические напряжения смятия 7См i, действие которых противоположно действию эксплуатационных напряжений смятия,
причем отм i оЈм 2 (фиг, 3), т.е. распор болтов увеличивается от внутреннего ряда к крайним.
После приложения эксплуатационной нагрузки Рэ происходит перераспределение напряжений смятия по рядам отверстий, причем
ОЬм I I + Осм I,№
где OCM i - величина напряжений смятия на -м отверстии под действием эксплуатационной нагрузки Рэ без применения распора болтов.
Поскольку направление 0ТМ| от внутреннего ряда болтов к первому ряду противоположно I, а от внутреннего к последнему
ряду болтов совпадает с i. то и величина результирующих напряжений смятия постепенно увеличивается от первого ряда болтов к последнему (фиг. 4), т.е.
(Тем 1 СГсм 2 ОЬм 3 ОЬм 4 ОЬм 5.
Таким образом, происходит реализация принципа рационального проектирования соединения по критерию усталостной долговечности.
Применение данного соединения целесообразно для многорядных (с числом рядов
более четырех) одно- и двухсрезных соединений. Для четного количества рядов в качестве среднего ряда берется один из внутренних либо объединяются два срезных ряда (без прогиба прокладки между ними).
Таким образом, предлагаемый способ соединения деталей позволяет обеспечить равномерную загруженность соединения
по его длине, что повышает его усталостную долговечность и приводит к повышению ресурса соединения.
Ф о р м у л а и з о б р е те н и я
Способ получения многорядного соединения деталей, при котором изготавливают детали с рядами отверстий и прокладку с соответствующими рядами отверстий и с изгибами на крайних участках, расположенных между крайними рядами отверстий и соседними с ними промежуточными рядами, соединяют детали и прокладку между ними в пакет, устанавливают крепежные
элементы в отверстия пакета и затягивают их, отличающийся тем, что, с целью повышения срока службы путем повышения усталостной долговечности соединения, прокладку выполняют с аналогичными изгибами на участках между промежуточными рядами отверстий, причем величину прогиба последовательно уменьшают от крайних участков к середине прокладки.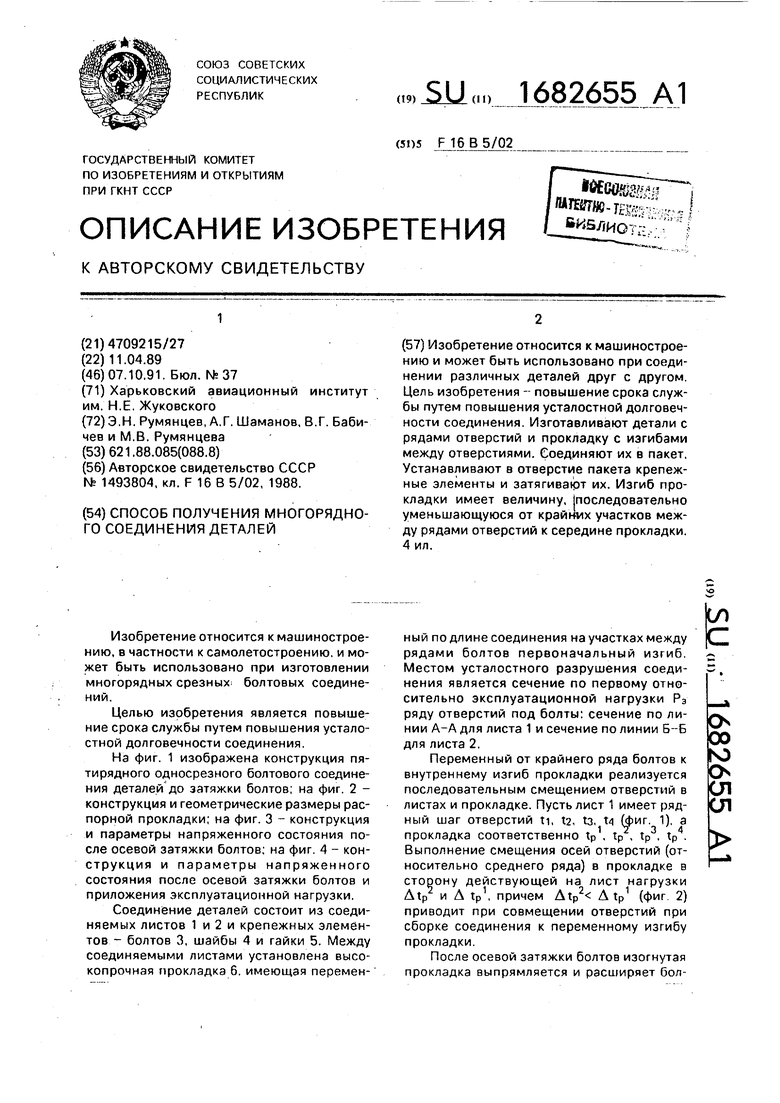
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Соединение деталей | 1990 |
|
SU1733732A1 |
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
| Многорядное соединение деталей | 1990 |
|
SU1753077A1 |
Изобретение относится к машиностроению и может быть использовано при соединении различных деталей друг с другом. Цель изобретения - повышение срока службы путем повышения усталостной долговечности соединения. Изготавливают детали с рядами отверстий и прокладку с изгибами между отверстиями. Соединяют их в пакет. Устанавливают в отверстие пакета крепежные элементы и затягивают их. Изгиб прокладки имеет величину, (последовательно уменьшающуюся от крайних участков между рядами отверстий к середине прокладки. 4 ил.
Фиг.1
Фиг.2
0V
JCMl
Фиг.1
РЗ
Фиг. 4
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
