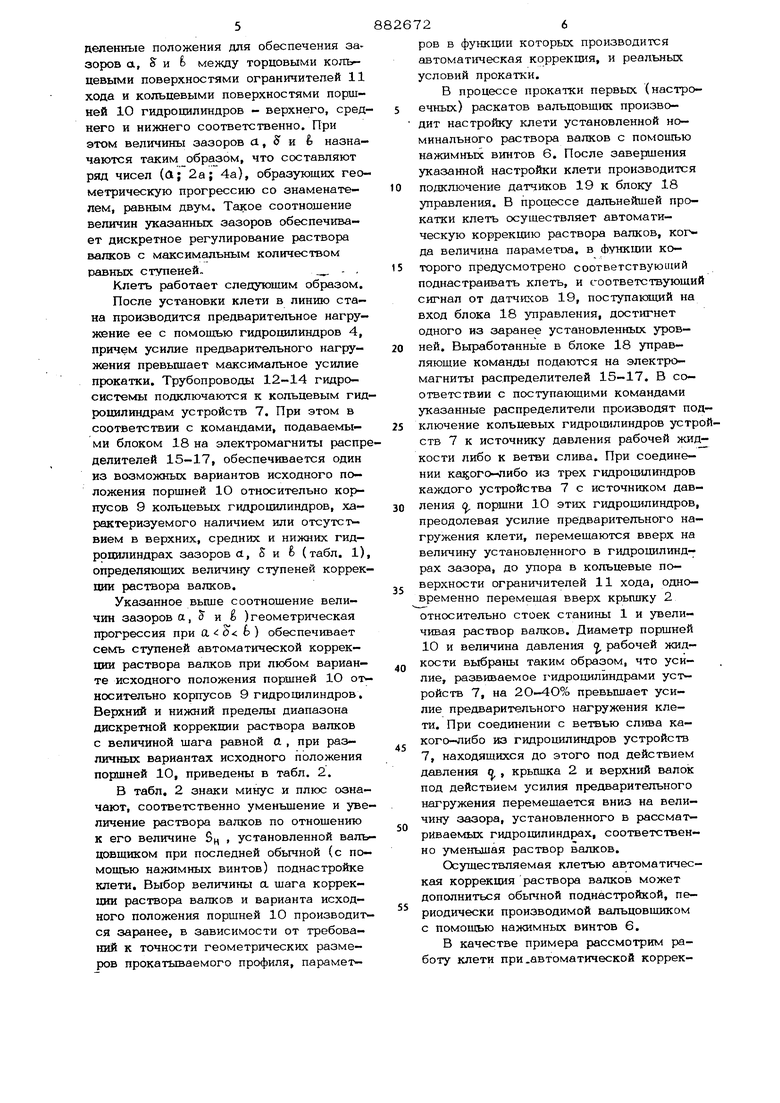
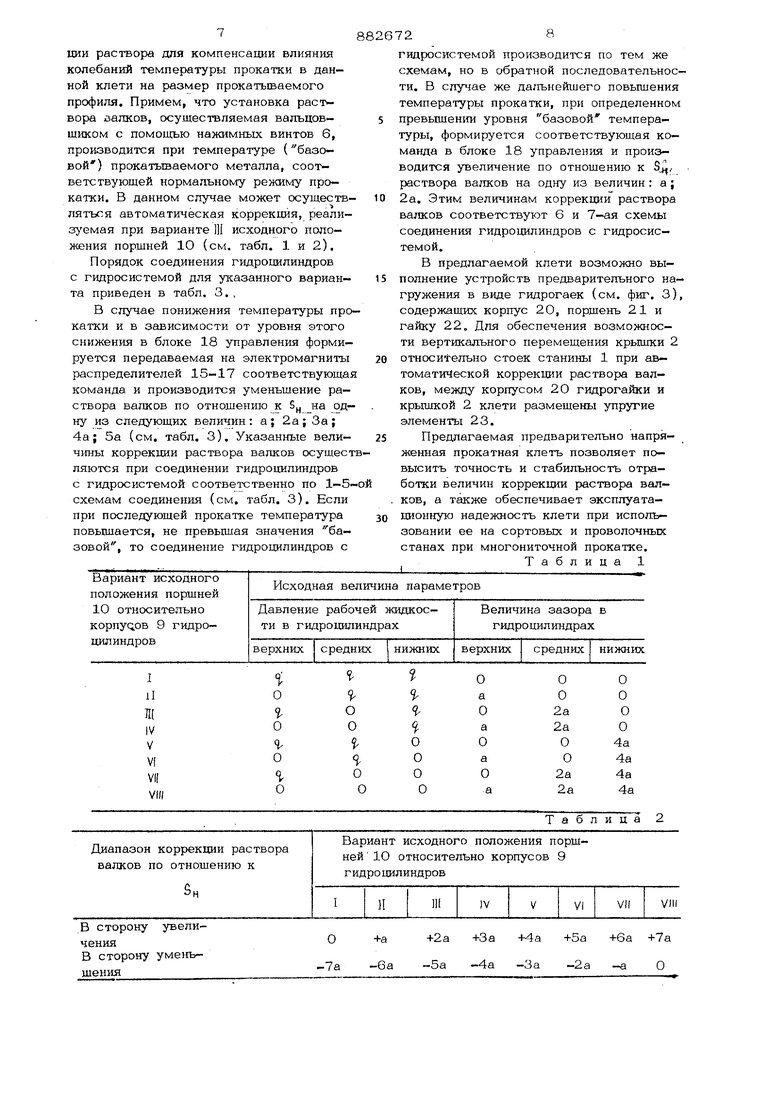
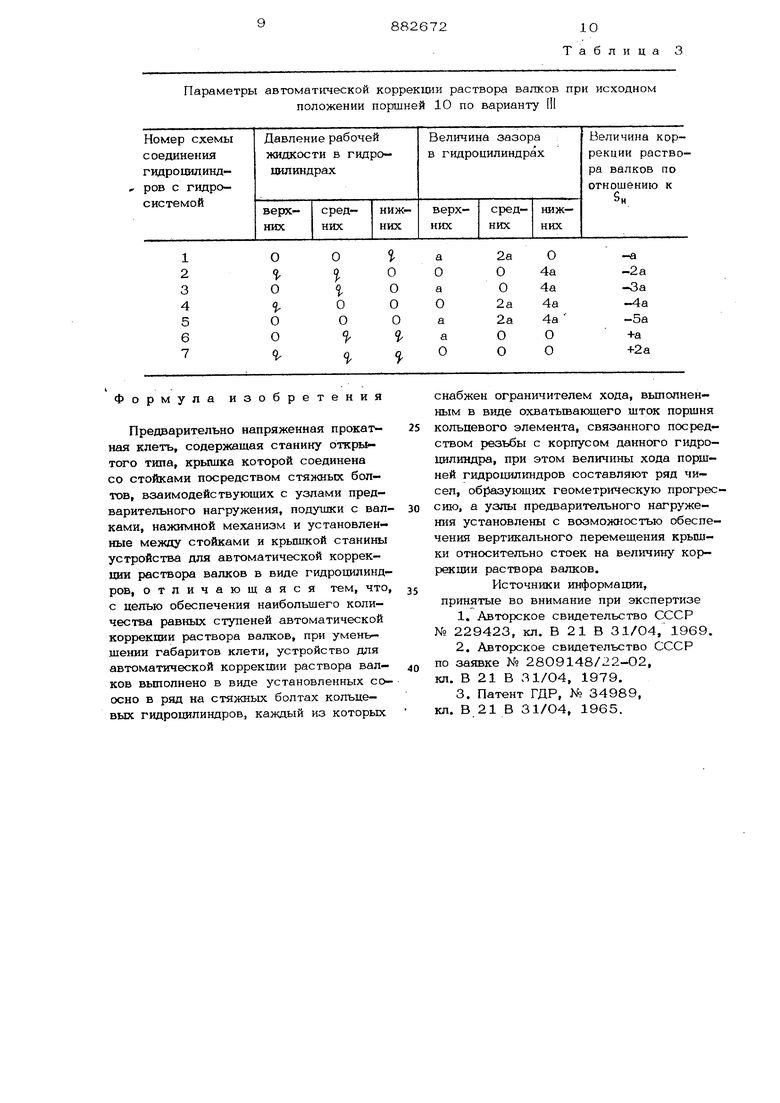
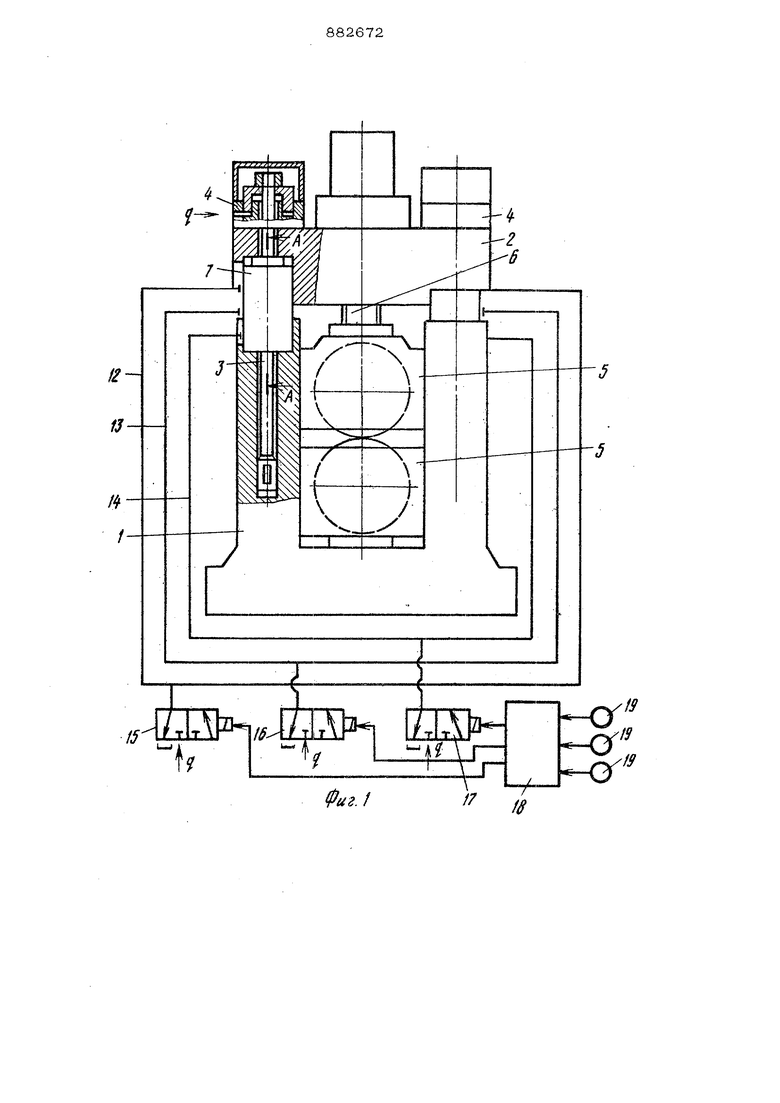
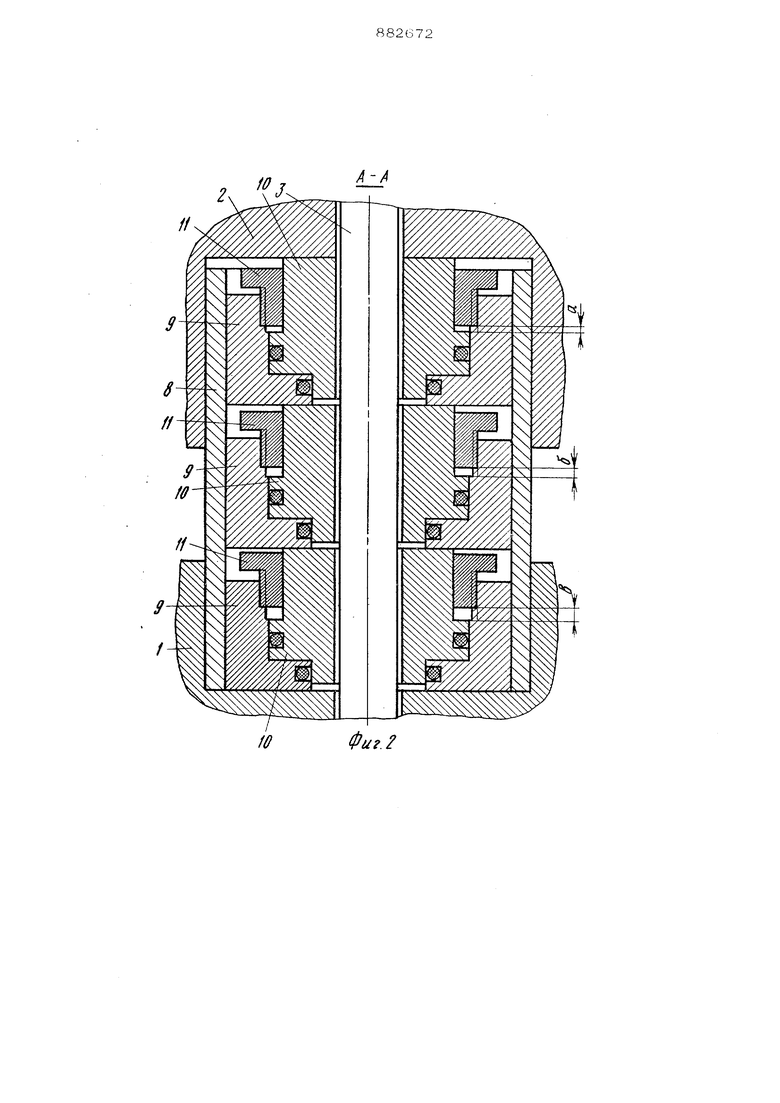
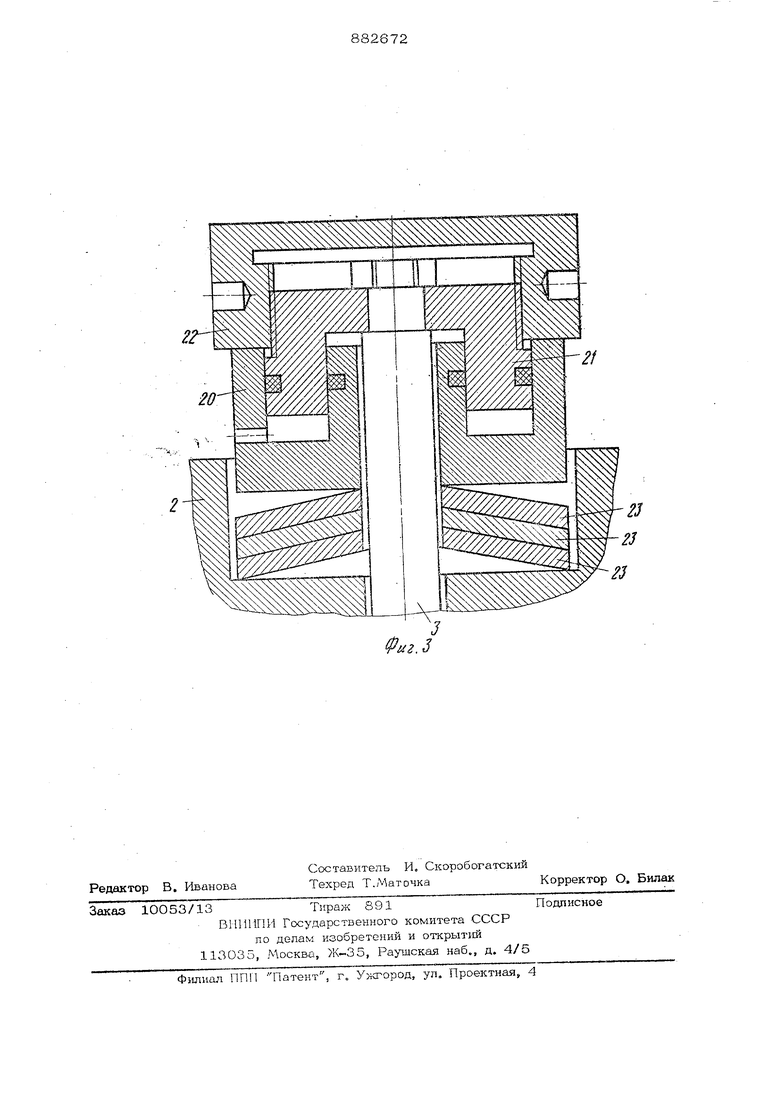
Изобретение относится к области про изводства и касается конструкции предварительно напряженных клетей, преимущественно мелкосортных и проволочных станов. Известны прокатные клети, содержащие предварительно напряженную станину открытого типа, крышка которой соединена со стойками посредством стяжных болтов, взаимодействующих с узлами предварительного нагружения, подушки с валками, нажимной механизм. Разъемная станина таких клетей обес печивает удобство перевалки валков, а предварительное напряжение ее с усилием, превышающим усилие прокатки, придает ей достаточно высокую жесткость Однако жесткость таких клетей с6 станиной закрытого типа не обеспечивает выявление резервов для дальнейшего повышения точности прокатки сортовой стали. Известна также предварительно напряженная прокатная клеть, включающая станину, крышка которой соединена со стойками посредством стяжных болтов, подушки с валками, устройство для автоматического регулирования межвалкового зазора в виде дополнительных гидроцилиндров, имекнцих величины площадей, составляющих ряд геометрической прогрессии, налснмной механизм 2 . Однако в этой клети изменение межвалковогр зазора осуществляется, в основном, за счет упругой деформации ди-. станционных нажимных винтов, в связи с чем из-за сравнительно большей их жесткости, требуемой для обеспечения необходимой суммарной жесткости клети, возможный диапазон регулирования межвалкового зазора не превышает 0,150,2 мм, поэтому область применения данной клети ограничена клетями чистовых групп сортовых станов, в которых колебания усилия прокатки сравнительно невелики (составляпют 2О-4О% от усилия прокатки) и где осуществляется однониточная- прокатка. 3 Наиболее близкой к предлагаемой $шляется прокатная клеть, содержащая станину открытого типа, крышка которой соединена со стойками посредством стяжных болтов, взаимодействующих с узлами предварительного нагружения, подушки с валками, нажимной механизм и установленные между стойками и кры кой станины устройства для автоматической коррекции раствора валков. Автоматическая коррекция раствора валков в известной клети производится за счет упругой деформации болтов, стя гивающих станину, путем регулируемого нагружения их устройствами, вьшолненными в виде гидроцилиндров, связанных с системой регулирования давления рабочей жидкости. Обратная связь по регулируемому параметру в данной клети осуществляется с помощью датчиков ус лия прокатки, установленных между ста ниной и гайками стяжных болтов З . Недостатки известной прокатной клети заключаются в том, что автоматическая коррекция раствора валков клети связана с необходимостью точного изме рения усилия прокатки и оперативного регулирования давления рабочей жидкос ти в гидроцилиндрах, что требует приме нения сложного комплекса управляющей .аппаратуры,, а также высокой степени очистки рабочей жидкости в гидросисте ме, которую трудно обеспечить в условиях сорто-прокатного цеха. Все это снижает эксплуатационную надежность клети и стабильность регулирования раствора валков. Кроме того, недостатком известной клети является узкий диапазон возможных величин коррекщги раствора валков, осуществляемой за счет упругой деформации стяжных болтов. Цель изобретения - устранение указанных недостатков и обеспечение наибольшего количества равных ступеней автоматической коррекции раствора вал ков при уменьшении габаритов клети. Поставленная цель достигается тем, что в предварительно напряженной клети, включающей станину открытого типа крышка которой соединена со стойками посредством стяжных болтов, взаимодействующих с узлами предварительног нагружения, подушки с валками, нажимной механизм и установленные между стойками и крьшшой станины устройства для автоматической коррекции раствора валков в виде поршневых гидроцилиндров, устройство для автоматичес- 2 КОЙ коррекции раствора валков вьшолнено в виде установленных соосно в ряд на стяжных болтах кольцевых гидроцилиндров, каждый из которых снабжен ограни штелем хода, выполненным в виде охватьшающего шток поршня кольцевого элемента, связанного посредством резьбы с корпусом данного гидроцилинд- ра, при этом величины хода поршней гидроцилиндров составляют ряд чисел, образующих геометрическую прогрессию, а узлы предварительного нагружения установлены с возможностью обеспечения вертикального перемещения крьпики относительно стоек на величину коррекций раствора валков. На фиг. 1 приведены общий вид предлагаемой предварительно напряженной клети, а также схема управления гидрохщлиндрами для автоматической коррекции раствора валков; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант вьшолнения узла предварительного нагружения клети. Предлагаемая клеть состоит из станины 1 и крьпшси 2, стянутых болтами 3 посредством постоянно действующих гидроцилиндров 4, подушек 5 с валками, нажимных винтов 6 с электромеханическим приводом, устройства уравновешивания верхнего валкового блока (на чертеже не показано) и устройство 7 для автоматической коррекции раствора валков. Каждое устройство 7 состоит, например из трех кольцевых гидроцилиндров, расположенных соосно в вертикальный ряд и заключенных в стакан 8. Стакан 8 вместе с гидроцилиндрами установлен в расточках стоек станины 1 и крышки 2. Каждый кольцевой гидроцилиндр состоит из корпуса 9, поршня 10 и ограничителя 11 хода, связанного по резьбе с корпусом 9. Через централь ное отверстие кольцевых гидроцилиндров проходит стяжной болт 3. Рабочие полости кольцевых гидроцилиндров трубопроводами 12-14 через двухпозишюнные распределители 15-17 соединены с источником давления рабочей жидкости. Электромагниты распределителей 1517 соединены с выходом блока 18 управления, на вход которого подключены датчики 19, регистрирующие изменение величины определенных параметров процесса прокатки, например температуры прокатьгеаемого металла. В процессе сборки клети ограничители 11 хода поршней 10 кольцевых гидроцилиндров устанавливаются в определенные положения для обеспечения за зоров а, S и fe между торцовыми кольцевыми поверхностями ограничителей 11 хода и кольцевыми поверхностями поршней 1О гидроцилиндров - верхнего, сред него и нижнего соответственно. При этом величины зазоров л, S и fe назна чаются таким образом, что составляют ряд чисел (Л; 2а; 4а), образующих гео метрическую прогрессию со знаменателем, равным двум. Такое соотношение величин указанных зазоров обеспечивает дискретное регулирование раствора валков с максимальным количеством равных ступеней. . . Клеть работает следующим образом. После установки клети в линию стана производится предварительное нагружение ее с помощью гидроцилиндров 4, причем усилие предварительного нагружения превьплает максимальное усилие прокатки. Трубопроводы 12-14 гидросистемы подключаются к кольцевым гид роцилиндрам устройств 7, При этом в соответствии с командами, подаваемыми блоком 18 на электромагниты распр делителей 15-17, обеспечивается один из возможных вариантов исходного положения поршней Ю относительно корпусов 9 кольцевых гидроцилиндров, характеризуемого наличием или отсутствием в верхних, средних и нижних гидроцилиндрах зазоров а, 5 и & (табл. 1) определяющих величину ступеней коррек ции раствора валков. Указанное вьпце соотношение величин зазоров а, и S )геометрическая прогрессия при а, & Ь) обеспечивает семь ступеней автоматической коррекции раствора валков при любом варианте исходного положения поршней 10 от носительно корпусов 9 гидроцилиндров. Верхний и нижний пределы диапазона дискретной коррекции раствора валков с величиной шага равной а , при различных вариантах исходного положения поршней 10, приведены в табл. 2. В табл. 2 знаки минус и плюс означают, соответственно уменьшение и уве личение pacTBOfja валков по отношению к его величине B , установленной ваш цовщиком при последней обычной (с по- мошъю нажимных винтов) поднастройке клети. Выбор величины а шага коррекции раствора валков и варианта исходного положения поршней 10 производит ся заранее, в зависимости от требований к точности геометрических размеров прокатываемого профиля, парамет726ров в функции которых производится автоматическая коррекция, и реальных условий прокатки. В процессе прокатки первых (настроечных) раскатов вальцовщик производит настройку клети установленной номинального раствора валков с помощью нажимных винтов 6. После завершения указанной настройки клети производится подключение датчиков 19 к блоку 18 управления. В процессе дальнейшей прокатки клеть осуществляет автоматическую коррекцию pjacTBopa валков, когда величина параметгза. в функции ко- торого предусмотрено соответствующий поднастраивать клеть, и соответствующий сигнал от датчиков 19, поступакяций на вход блока 18 управления, достигнет одного из заранее установленных уровней. Выработанные в блоке 18 управляющие команды подаются на электромагниты распределителей 15-17. В соответствии с поступающими командами указанные распределители производят под- ключение кольцевых гидроцилиндров устройств 7 к источнику давления рабочей жидкости либо к ветви слива. При соединении Kajgoro-либо из трех гидроцилиндров каждого устройства 7 с источником дав- ления ( поршни 10 этих гидроцилиндров, преодолевая усилие предварительного на- гружения клети, перемещаются вверх на величину установленного в гидроцилинд- pax зазора, до упора в кольцевые по- верхности ограничителей 11 хода, одно- ременно перемещая вверх крьшпсу 2 относительно стоек станины 1 и увеличивая раствор валков. Диаметр поршней 1О и величина давления рабочей жидкости выбраны таким образом, что усилие, развиваемое 1идроцилиндрами усч ройств 7, на 2О-40% превьш1ает усилие предварительного нагружения клети. При соединении с ветвью слива какого-либо из гидроцилшщров устройств 7, наход5пцихся до этого под действием давления , крьшпса 2 и верхний валок под действием усилия предварительного нагружения перемещается вниз на величину зазора, установленного в рассматриваемых гидроцилиндрах, соответственно уменьшая раствор валков. Осуществляемая клетью автоматическая коррекция растворха валков может дополниться обычной поднастройкой, периодически производимой вальцовщиком с помощью нажимных винтов 6. В качестве примера рассмотрим работу клети при .автоматической коррекции раствора для компенсации влияния колебаний температуры прокатки в данной клети на размер прокатьтаемого профиля. Примем, что установка раствора Jзaлкoв, осуществляемая вальцовщиком с помощью нажимных винтов 6, производится при температуре (базовой) прокатьтаемого металла, соответствующей нормальному режиму прокатки, В данном случае может осуществляться автоматическая коррекция, реализуемая при варианте 111 исходного положения поршней 1О (см. табл. 1 и 2), Порядок соединения гидроцилиндров с гидросистемой для указанного варианта приведен в табл, 3,, В случае понижения температуры про катки и в зависимости от уровня этого снижения в блоке 18 управления формируется передаваемая на электромагниты распределителей 15-17 соответствующа команда и производится уменьшение раствора валков по отношению к S на од- ну из следующих величин: а; 2а;3а; 4а; 5а (см. табл. 3), Указанные величины коррекции раствора валков осущест ляются при соединении гидроцилиндров с гидросистемой соответственно по 1-5 схемам соединения (см, табл, 3), Если при последующей прокатке температура повышается, не превышая значения базовой, то соединение гидроцилиндров с 28 гидросистемой производится по тем же схемам, но в обратной последовательности, В случае же дальнейшего повышения температуры прокатки, при определенном превьпиении уровня базовой температуры, формируется соответствующая команда в блоке 18 управления и производится увеличение по отношению к S, . раствора валков на одну из величин: а; 2а. Этим величинам коррекции раствора валков соответствуют 6 и 7-ая схемы соединения гидроцилиндров с гидросистемой, В предлагаемой клети возможно выполнение устройств предварительного нагружения в виде гидрогаек (см, фиг, 3), содержащих корпус 20, поршень 21 и гайку 22, Для обеспечения возможности вертикального перемещения крышки 2 относительно стоек станины 1 при автоматической коррекции раствора валков, между корпусом 20 гидрогайки и крьшпсой 2 клети размещены упругие элементы 23, Предлагаемая предварительно напряженная прокатная клеть позволяет повысить точность и стабильность отработки величин коррекции раствора валков, а также обеспечивает эксплуатационную надежность клети при использовании ее на сортовых и проволочных станах при многониточной прокатке. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Прокатная клеть | 1974 |
|
SU599865A1 |
| Прокатная клеть | 1979 |
|
SU884750A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
Диапазон коррекции раствора валков по отношению к Вариант исходного положения поршней1О относительно корпусов 9 г идро цилиндров
9 Параметры
Формула изобретения
Предварительно напряженная прокатная клеть, содержащая станину открытого типа, крышка которой соединена со стойками посредством стяжных болтов, взаимодействующих с узлами предварительного нагружения, подуижи с валками, нажимной механизм и установленные между стойками и крышкой станины устройства для автоматической коррекции раствора валков в виде гидроцилиндров, отличающаяся тем, что, с целью обеспечения наибольшего количества равных ступеней автоматической коррекции раствора валков, при уменьшении габаритов клети, устройство для автоматической коррекции раствора валков вьшолнено в виде установленных со- осно в рял на стяжных болтах кольцевых гидроцилиндров, каждый из которых
882672
lO Таблица 3
снабжен ограничителем хода, выполненным в виде охватьтакш1его шток пориня
кольцевого элемента, связанного посредством резьбы с корпусом данного гидроЦилиндра, при этом величины хода поршней гидрошшиндров составляют ряд чисел, образующих геометрическую прогрессию, а узлы предварительного нагружения установлены с возможностью обеспечения вертикального перемещения крышки относительно стоек на величину коррекции раствора валков.
Источники информаюга, принятые во внимание при экспертизе
NO 229423, кл. В 21 В 31/О4/1969.
кл. В 21 В 31/04, 1979.
./
//
IS
//
Фиг. 2
