1
Изобретение относится к прокатному производству, а именно к конструкции предварительно напряженных клетей, и может быть использовано для повышения точности настройки прокатных клетей.
Известна предварительно напряженная прокатная клеть, включающая станины, валки с подушками, установленные между подушками дистанционные винты, механическое нажимное устройство и гидроцилиндры предварительного напряжения клети, установленные между поперечинами станин и подушками одного из валков и соединенные с насосной установкой через регулятор давления 1. Изменение жесткости клети осундествляется регулированием давления рабочей жидкости, подаваемой в цилиндры предварительного напряжения клети.
Недостаток известной конструкции предварительно напряженной клети заключается в том, что непрерывное регулирование величины давления в гидроцилиндрах исполнительного механизма в целях, поддержания постоянства межвалкового зазора требует применения сложного комилекса управляюш;ей аппаратуры, например сервоклапана с аппаратурой управления. Кроме того, применение такой аппаратуры вызывает необходимость использования рабочей жидкости высокой чистоты, что бывает весьма затруднительно в реальных условиях эксплуатации сортовых станов горячей прокатки. Все это снижает эксплуатационную надежность гидравлического устройства регулирования межвалкового зазора и, следовательно, клети в целом.
Цель изобретения - упрошение системы регулирования усилия предварительного напряжения клети и повышение ее надежности за счет работы системы в режиме дискретного регулирования.
Для этого клеть снабжена установленными симметрично по обе стороны от каждого из основных цилиндров предварительного напряжения по меньшей мере двумя парами дополнительных гидроцилиндров, причем дополнительные гидроцилиндры соединены с источником постоянного давления через релейные гидрораспределители, а величины их плош,адей составляют ряд геометрической прогрессии.
Такое конструктивное выполнение предварительно напряженной клети обеспечивает повышение ее эксплуатационной надежности.
Снабжение исполнительного механизма еще по крайней мере двумя парами гидроцилиндров и выполнение гидроцилиндров исполнительного механизма таким образом, что величины площадей пар гидроцилиндров составляют ряд геометрической прогрессии, позволяет за счет соединения пар гидроцилиндрОБ равной площади в различной последовательности с источником давления осуществлять ступенчатую коррекцию межвалкового зазора максимальным количеством равных ступеней регулирования межвалкового зазора (так, например, наличие трех пар дополнительных гидроцилиндров позволяет обеспечить восемь ступеней регулирования).
Исполнение гидросистемы регулирования в виде релейных гидрораспределителей, каждый из которых соединяет пару гидроцилиндров исполнительного механизма с источником постоянного давления, повышает эксплуатационную надежность предварительно напряженной -прокатной клети, что обусловлено простотой и высокой работоспособностью указанных гидрораспределителей релейного типа. В частности, релейные гидравлические элементы применяются в гидросистемах, используемых в сортопрокатных станах и работающих на рабочей жидкости, уровень загрязненности которой может быть сравнительно высоким. Кроме того, для эксплуатации устройства коррекции межвалкового зазора в описываемой клети может быть использована гидросистема постоянного давления, которая, как правило, имеется на всех современных непрерывных сортопрокатных станах.
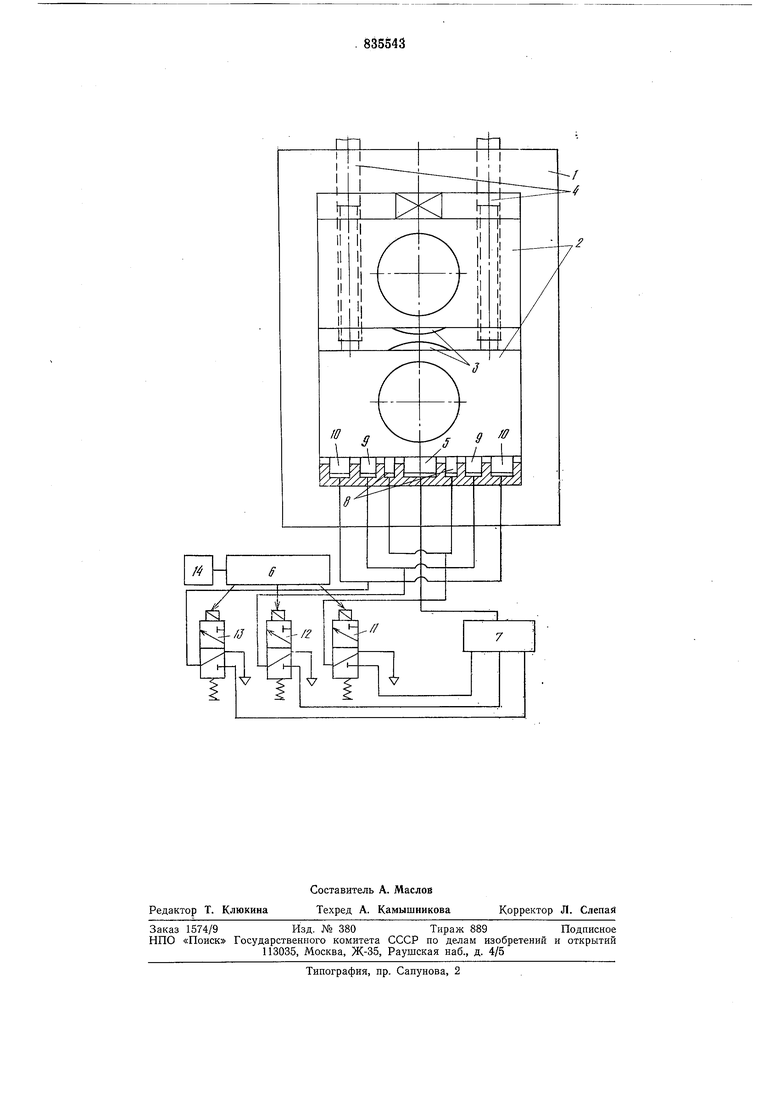
На чертеже дана функциональная схема предварительно напряженной прокатной клети.
Предварительно напряженная прокатная клеть содержит станину 1, подушки 2 с валками 3, выполненное в виде дистанционных винтов 4 механическое нажимное устройство, гидродилиндр 5 предварительного напряжения клети, установленный между нижней подушкой и поперечиной станины, гидравлическое устройство коррекции межвалкового зазора, содержащее блок управления б и исполнительный механизм, связанный с источником 7 постоянного давления через гидросистему регулирования. Исполнительный механизм состоит в данном случае из трех пар дополнительных гидроцилиндров 8, 9 и 10, при этом гидроцилиндры каждой пары расположены симметрично относительно основного гидроцилиндра 5 предварительного напряжения клети.
Рабочая площадь плунжера каждого последующего в направлении от гидроцилиндра 5 дополнительного гидроцилиндра исполнительного механизма выполнена возрастающей в геометрической прогрессии со знаменателем прогрессии, равным двум (например, площадь плунжера гидроцилиндра 9 в два раза превыщает площадь плунжера гидроцилиндра 8). Такое выполнение исполнительного механизма гидравлического устройства коррекции межвалкового зазора обеспечивает дискретное регулирование
межвалкового зазора с максимальным количеством равных ступеней (наличие трех пар гидроцилиндров позволяет обеспечить восемь ступеней регулирования). В зависимости от размеров поперечины станины размещение исполнительных гидроцилиидров может отличаться от указанного на чертеже. Площадь плунжеров гидроцилиндров 8
выбрана такой, что они развивают усилие, необходимое для деформации дистанционных винтов 4 на величину, равную выбранному шагу а, дискретного регулирования межвалкового зазора, например 0,1 мм.
Гидросистема регулирования выполнена в виде релейных гидрораспределителей, например двухпозиционных золотников 11, 12 и 13 с электромагнитным приводом. Каждый из двухпозиционных золотников соединяет одну из пар гидроцилиндров 8, 9 и 10 с источником 7 постоянного давления. При этом электромагниты двухпозиционных золотников соединены с выходом блока управления 6, на вход которого подсоединены
датчики 14.
Предварительно напряженная клеть работает следующим образом.
Гидроцилиндр 5 подсоединяется к источнику постоянного давления, а гидроцилиндры 8, 9 и 10 подсоединяются соответственно к гидрораспределителям 11, 12 и 13. При этом в соответствии с командой, поступающей из управляющего блока 6 на электромагнит гидрораспределителя 13, с целью
обеспечения трех ступеней увеличения и четырех ступеней уменьщения (по сравнению с исходной номинальной величиной) межвалкового зазора подается давление в гидроцилиндры 10, которые имеют больщую
площадь плунжера по сравнению с другими гидроцилиндрами исполнительного механизма устройства регулирования межвалкового зазора. В процессе прокатки первых (настроечных) раскатов вальцовщик производит настройку клети с установкой номинального межвалкового зазора SH вращением дистанционных винтов 4. После завершения указанной настройки клети производится под-.
ключение датчиков 14 к блоку управления 6. В процессе дальнейшей прокатки клеть осуществляет автоматическую коррекцию раствора валков, когда величина параметра, в функции которого предусмотрено автоматически поднастраивать клеть (и соответствующий сигнал от датчиков 14, поступающий на вход блока управления 6), достигнет одного из заранее установленных уровней. Выработанные в блоке управления 6
управляющие команды подаются на электромагниты гидрораспределителей. В соответствии с поступающими командами гидрораспределители производят подключение соответствующих гидроцилиндров к источпику 7 давления рабочей жидкости или к
йетви слиЁа. При соединении гидроцилиндров с источником постоянного давления осуществляется дополнительное силовое воздействие на дистанционные нажимные винты. При этом происходит вертикальное перемещение нижней подушки с валками на величину, кратную а.
Величины изменения межвалкового зазора при различных вариантах подключения гидроцилиндров к источнику давления приведены в таблице.
Давление рабочей жндког.ти в гидроцилиндрах исОсуществляемая клетью автоматическая коррекция раствора валков в случае необходимости может дополняться обычной поднастройкой, периодически производимой вальцовщиком с помощью дистанционных винтов.
Описанная предварительно напряженная прокатная клеть позволяет производить дискретное автоматическое регулирование
межвалкового зазора в процессе прокатки с использованием надежной и сравнительно простой гидросистемы регулирования, не требующей высокой частоты рабочей жидкости, что значительно упрощает гидравлическое устройство коррекции межвалкового зазора и обеспечивает эксплуатационную надежность предварительно напряженной клети при ее использовании на сортовых станах.
Формула изобретения
Предварительно напряженная прокатная
клеть, включающая станины, валки с подушками, установленные между подушками дистанционные винты, механическое нажимное устройство и гидроцилиндры предварительного напряжения клети между поперечинами станин и подушками одного из валков, соединенные с источником давления, отличающаяся тем, что, с целью упрощения системы регулирования усилия предварительного напряжения клети и повышения ее надежности за счет работы системы в режиме дискретного регулирования, она снабжена установленными симметрично по обе стороны от каждого из упомянутых основных цилиндров предварительного напряжения по меньшей мере двумя парами дополнительных гидроцилиндров, причем дополнительные гидроцилиндры соединены с источником постоянного давления через релейные гидрораспределители, а величины
их площадей составляют ряд геометрической прогрессии.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 599865, кл. В 21В 13/14, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Устройство для автоматической коррекции межвалкового зазора прокатной клети | 1982 |
|
SU1049131A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Устройство для регулирования размеров проката непрерывного стана двухниточной прокатки | 1989 |
|
SU1676698A1 |