распо,риые вставки в виде гидроцилиндра со следящим золотником, имеющие возможность свободного перемещения относительно станины в направлении распора. В траверсах, жсство соединяющих левую и правую части стаНИНЫ, установлены опорные гидроцилийдры подушек нажимных роликов и верхнего опорного валка, причем щтоковые полости последних соединены с полостями гидроцилиндров подущек опорных роликов, равны им по площади и имеют общий регулятор давления, с которым соединена рабочая полость гидроцилиндра каждой распорной вставки.
Такое выполнение прокатной клети обеспечивает, во-первых, возможность осуществлять предварительное напряжение клети опорны ми гидроцилиндрами подущек опорного валка, располож енными только в одной, наприглер в верхней, траверсе, а дает возмолшость применить напряженную обмотку станины, что существенно снижает ее металлоемкость, облегчает транспортировку и монтаж клети; во-вторых, позволяет регулировать в процессе прокатки раствор между валками в любом необходимом диапазоне и снижать при этом не только продольную разиотолщинность полосы, но и корректировать уровень толщины полосы по отнощению к ее нолминальному значению; в-третьих, обеспечивает совмещенное регулирование раствора между валками и профиля полосы, при Котором искажения профиля, возникшие в процессе регулирования раствора между валками, автоматически корректируются изменением давления в гидроцилиндрах подушек опорных валков, а нарушения раствора между валками, возникшие при регулировании профиля, автоматически корректируются изменением положения следящего золотника во вставке.
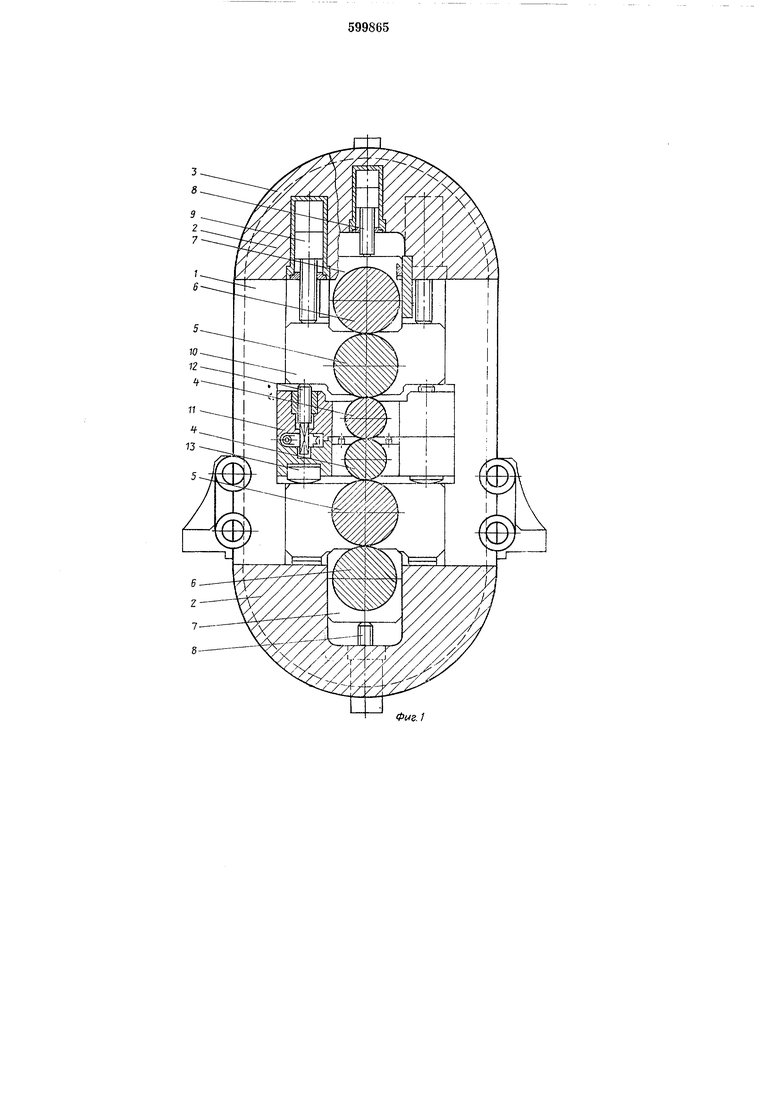
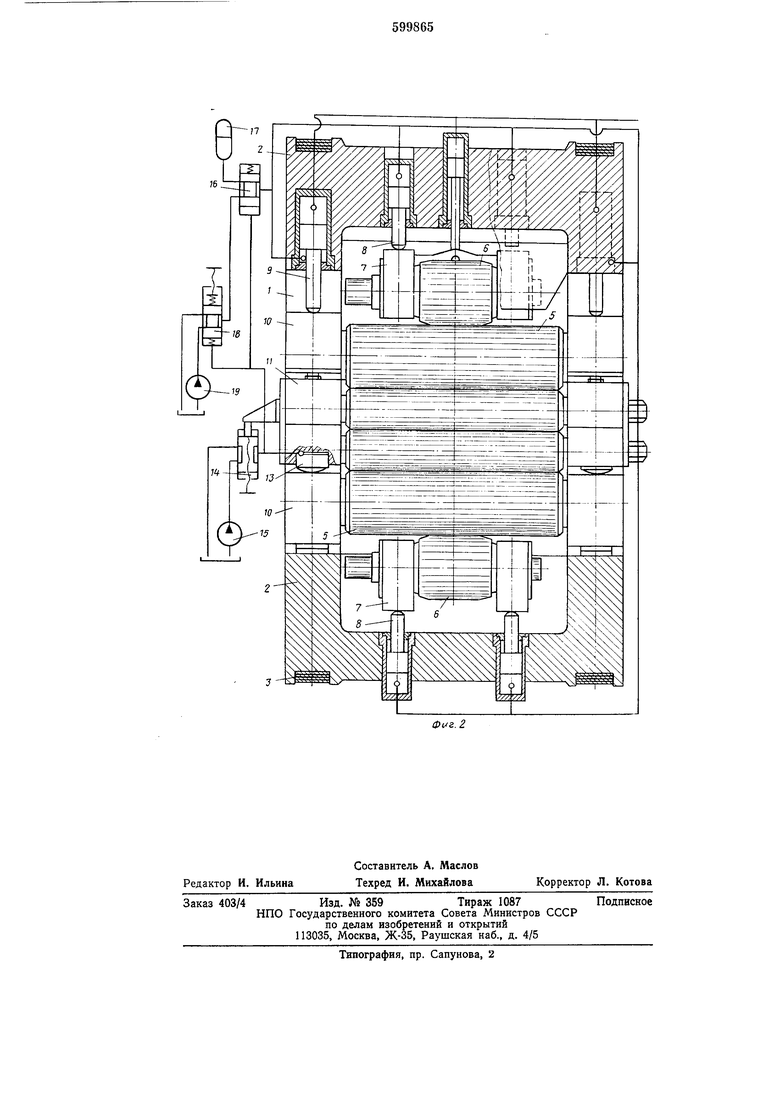
На фиг. 1 изображена п редлагаемая «леть, вид сбоку; на фиг. 2 - то же, вид спереди.
Станина клети выполнена с разъемными стойками 1 и траверсами 2, соединенными напряженной обмоткой 3. В станине смонтированы рабочие валки 4, опорные валки 5 и опорные ролики 6, опирающиеся лодущками на опорные гидроцилиндры 8, смонтированные в траверсах 2. В ве|рхней траверсе смонтированы опорные тидроцилиндры 9, используемые для создания предварительного напряжения клети, которыми подушки 10 опорных валков зажаты через размещенные между ними вставки И, выполненные скользящими по стойкам станины. Во вставках смонтированы винтовые нажимные устройства 12 для предварительной установки зазора между валками и гидравлические нажимные уст1ройства, включающие гидроцилиндры 13, регулятор давления 14 со следящим золотником и насосную установку 15. Корпус следящего золотника закреплен на корпусе гидроцилиндра 13, асам золотник взаимодействует с- подушками 10 нижнего опорного валка.
Гидроцилиндры 9 предварительного напряжения клети выполнены двухполостными, их
поршневые нолости соединены с источником постоянного давления (на чертеже не показан) , а штоковые полости соединены с опорными гидроцилиндрами 8 подушек опорных роликов и каждая из этих штоковых полостей выполнена равной по площади порщневой полости гидроцилиндра подушки нажимного ролика. Цилиндры 13 гидронажимных устройств связаны с двухпозиционным золотником 16, соединяющим гидроцилиндры 8 либо с гидроаккумулятором 17, либо через регулятО(р давления 18 с насосной установкой 19. Регулятор давления соединен коицевой полостью также с цилиндром 13 гидронажимных устройств.
Перед началом прокатки снимают давление в обеих полостях гидроцилиндров 9 И винтовыми нажимными устройствами 12 устанавливают требуемый раствор между валками (эти устройства предназначены также для компенсации переточек рабочих и опорных валков). Затем в гидроцилиндры 9 предварительного напряжения клети подается давление, обеспечивающее напряжение с усилием, превышающим максимальное усилие црокатки. При этом в цилиндрах 13 гидронажимных устройств со следящим золотником возникает в виде реакции максимальное по величине давление, при котором двухпозиционный золотник 16 находится в крайнем (на фиг. 2- в крайнем ве1рхнем) полол :ении, при котором гидроцилиндры 8 соединены с тидроаккумулятором 17.
При входе полосы в валки давление в гидроцилиндрах 13 уменьщается на величину, соответствующую усилию прокатки, в результате чего двухпозиционный золотник 16 перемещается под действием пружины в другое крайнее положение, отключая гидродилиндры 8 от гидроаккумулятора 17 и соединяя их через регулятор давления 18, настроенный на требуемое давление, с насосной установкой 19. При колебаниях усилия прокатки будет соответственно изменяться прогиб валковой системы и искажаться профиль полосы. Эти искажения компенсируются отрицательной обратной связью по давлению между гидроцилиндрами 8 и 13, которая обеспечена благодаря соединению концевой полости регулятора давления 18 с рабочей полостью гидроцилиндра 13. HanipHMeip, при увеличении усилия прокатки давление в цилиндрах 13 гидронажимных устройств уменьшается. Это соответственно вызывает увеличение давления в гидроцилиндрах 8 и компенсирует дополнительный прогиб опорного валка. Регулятор 14 гидронажимных устройств может быть включен в систему автоматического регулирования толщины (САРТ) полосы.
При выходе полосы из валков давление в цилиндрах 13 гидронажимных устройств повышается до начального, в результате чего двухпозициоиный золотник 16 снова перемещается в начальное крайнее положение, порекрывая соединение гидроцилиндров 8 с насосной установкой 19 и соединяя их с гидроаккумулятором 17. Это уменьшает удары ПРИ входе и выходе полосы из валков и сокращает время переходного процесса при (регулигооваиии па входе полосы в валки. Благодаря соедипению штоковых полостей опорных тидоопилинд ров подушек опорных валков с поршневыл И полостями ОПОРНЫХ гидроцилиндров подушек опорных роликов, а также благодаря размешениго гидронажимного уст ройства в подвижных относительно станины вставках, удается -расширить диапазоны регулирования: для профиля полосы - примерно вдвое, а для раствора между валками- в 3-б раз (эта величина ограничивается не возможностью гидронажимного устройства, а технологической необходимостью процесса регулирования). Кроме того, удается уменьшить вдвое количество ОПОРНЫХ гидропилиндров подушек опорных валков, ОСУществляюших предварительное напряжение клети. Формула изобретения I. Прокатная клеть преимушественно листового стана, содержашая станину, рабочие, опорные валки и нажимные ролики, -размещенные в одной плоскости, жестко связанные со станиной опорные гидроцилиндры подушек «ажимных роликов и верхнего опорного валка, подсоединенные своими поршневыми полостями соответственно к раздельным системам подвода рабочей жидкости, отличающаяся тем, что, с целью расширения диапазона регулирования профиля полосы и снижения продольной разнотолщииности путем исключения влияния регулирующих усилий на раствор между валКами, она снабжена распорными вставками, установленными между подуптками опорных валков, штоковые полостп ОПОРНЫХ гидроцилиндров подушек ОПОРНОГО валка подсоединены к системе подвода рабочей жидкости в гпдроиилиндры подупгек нажимных роликов, п каждая из этих штоковых полостей выполнена равной по площади поршневой полости гидроцилиндра подлтпки нажимного ролика. 2.Прокатная клеть по п. 1, отличающаяся тем, что. с целью исключения необходимости в установке ОПОРНЫХ гидропилиндров подушек нижнего опорного валка, вставки установлены в -станине с возможностью свободного перемещения в направлении распора. 3.Прокатная клеть по п. 2, отличающаяся тем, что, с целью исключения влияния упругих деформаций вставок (при изменении усилия прокатки) на раствор между валКами. каждая из вставок выполнена в виде гидроцилиндра, рабочая полость котопого соединена со следящим золотником, жестко связанным с одним из элементов гидроцилиндра, например с корпусом. 4.Прокатная клеть по п. 3. отличающаяся тем, что, с целью автоматического и автономного регулированття ппоЛиля полосы в ФУНКЦИИ УСИЛИЯ прокатки, пабочая полость гидроцилиндра кя-л-с-дой вставки гидравлич ски соединена с регулятором дав.яения, котопым снабжена система подвода ра-бочей жидкостт к опорным гидроцилнндрам нажимных гооликов. Источники информации, принятые во внимание ПРИ экспертизе 1.Патент США N° 3242711, кл. 72-243, 1961. 2.Патент США № 2985042, кл. 72-243, 1962.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1979 |
|
SU804019A1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Устройство для автоматического регулирования толщины полосы при прокате | 1978 |
|
SU778846A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Устройство для регулирования раствораи пРОфиля ВАлКОВ лиСТОпРОКАТНОгОСТАНА | 1978 |
|
SU806183A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1080896A1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |