1
Изобретение относитсч к прокатно му производству, а именно к устройствам для радиальной установки валков прокатного стана.
Известно гидравлическое нажимное устройство прокатного стана, содержащее гидроцилиндры, установленные в поперечинах станины рабочей клети, и систему управления, включаю1цую в себя золотник и задатчик дня перемещения золотника, один из которых, например задатчик, расположен вне клети на отдельной стойке, при этом полости цилиндров свяэаны с золотниками. Данное устройство позволяет исключить влияние растяжения станины при прокатке на раствор валков и повысить стабильность его работы а счет расположения задатчика вне клети ka отдельной стойке 1. .
Однако в этом устройстве без наличия сложной электрической системы автоматического регулирования и контроля невозможно существенно компенсировать упругую деформацию клети и, прежде всего, ее валкового узла, деформация которого составляет 40-60 % упругой деформации клети в целом.
Наиболее близким по технической сущности к предлагаемому является
.устройство для автоматического регулирования толщины полосы при прокатке, содержащее гидромесдозы, смонтированные в ,поршнях дифференциальных гидроцилиндров, установленных между подушкслли одного из валков и поперечинами станины, поршневые полости которых связаны с насосной станцией через клапан давления, соединённый с
to гидромесдозами, а штоковые полости образуют замкнутый объем, запираемый посредством обратного клапана 2.
Известное устройство лишено недостатка, присущего предыдущей конструк 5ции, однако в известной конструкции полости гидромесдозы и гидроцилиндра соединены между собой посредством клапана давления, потери на трение в котором приводят к расширению зоны
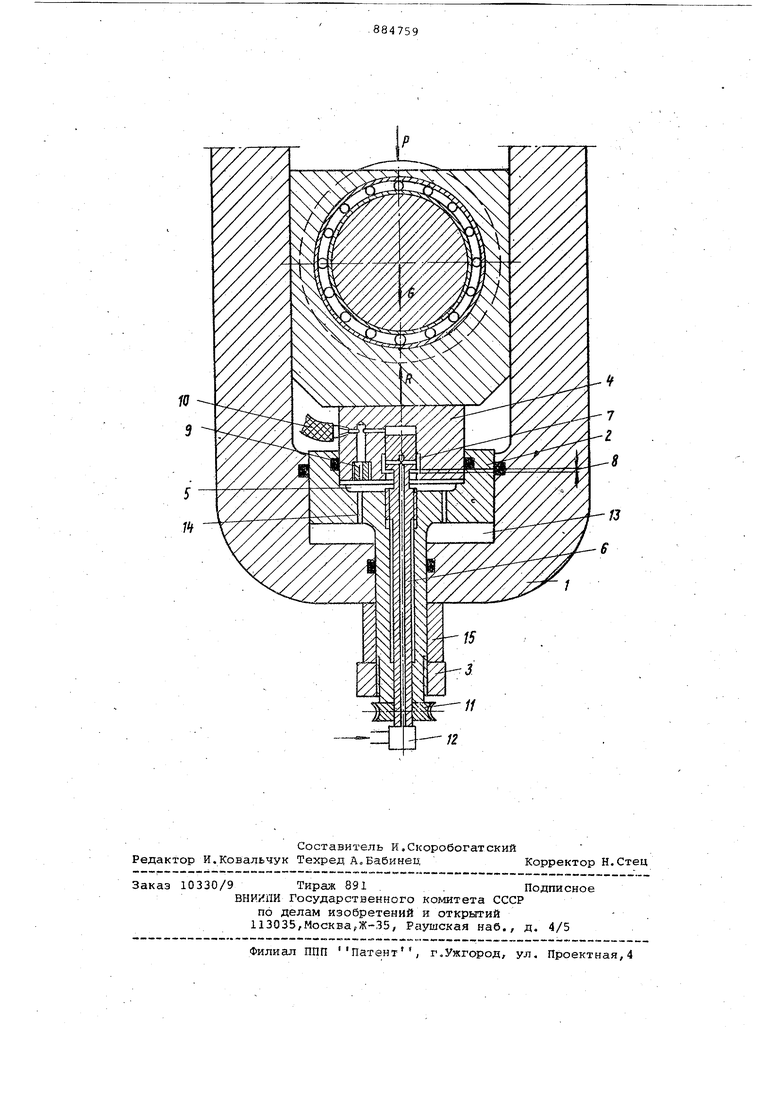
20 нечувствительности системы, и, как следствие, к снижению очности про-г катки, а нгшичие замкнутых объемов масла, сопряжено с утечками через уплотнения и приводит к снижению точ25ности прокатки, к нарушению норм.альногр процесса прокатки в связи с воз.никающим по этой причине перекосам валкой. Кроме того, наличие замкнутого объема масла в гидромесдозё при30водит к перемещениям ее плунжера в Пределах упругой деформации этого объема, а в гидропружине - к нестабильности ее упругих характеристик во времени из-за изменения свойств заполняющего ее масла; оба эти фактора дополнительно снижают точность прокатки. Помимо этого, наличие замк нутых объемов масла усложняет конструкцию устройства, поскольку требуется система периодической их подпит ки в связи с потерЯми масла через уплотнения. Цель изобретения - повышение точности- прокатки за счет уменьшения потерь в гидросистеме. Поставленная цель достигается тем что в известном гидравлическом нажим ном устройстве прокатного стана, включающем дифференциальные гидроци линдры, установленные в поперечинах станины, в каждом из которых монтиро вана гидромесдоза, сопряженная своим плунжером- с подушкой опорного валка и размещэнная в выполненном с хвостовиком поршне гидроцилиндра, полост которого., обращенная к поперечине и хвостовику, связана с насосной стан ей через клапан давления, клапан да ления кинематически связан с плунже ром гидромесдозы и поршнем гидроцилиндра, упомянутая полость которого напрямую соединена с полостью гидромесдозы, а свободный конец хвосто вика зафиксирован относительно попе речины станины, например силовой га кой. На чертеже представлено предлага емое устройство,разрез. В нижней поперечине 1 станины ус тановлен поршень 2 нажимного устрой ства, который книзу переходит в хвостовик с навернутой на него сило вой гайкой 3. Между поршнем 2 и плу жером 4 гидромесдозы заключена полость 5 гидромесдозы. В поршне 2 на резьбе установлен золотник б, голов ка которого в паре с плунжером 4 образуют регулируемый.дроссель в ви де полости 7 дросселя и щели 8. Вто рой дроссель (нерегулируемый) выпол нен в виде жеклера 9, ввернутого в плунжер 4 и соединенного на слив гибким шлангом 10. Оба дросселя образуют клапан давления, связанный с полостью 5. В нижней части золотника 6 установлена червячная передача 11 и вертлюг 12, Соединяющий nqnocTb 5 с источником высокого давлвния, например, с гидроаккумуляторЗм (не показан). Между поперечной 1 и поршнем 2 заключена полость 13 гидроцилиндра, соединенная с полостью 5 каналами 14. Между гайкой 3 и поперечиной 1 зажата дистанционная втулка 15. В исходном положении плунжер 4 под действием веса валков опущен до упора в поршень 2, при этом щель 8 имеет максимальную ширину. Устройство работает следующим образом. При подаче давления ввертлюг 12 масло по осевому каналу золотника 6 поступает в полость б дросселя и далее через щель 8 - полость 5 гидромесдоэы. Плунжер 4 начинает подниматься, при этом ширина щели 8 уменьшается, и расход масла через нее снижается. Перемещение плунжера продолжается до тех пор, пока расходы через щель 8 и жеклер 9 станут одинаковыми, а давление в полости 5 будет соответствовать весу валков (с подушками) G. Работа нажимного устройства рассмотрена примб чительно к реверсивному стану 550 холодной прокатки. До начала прокатки при отсутствии усилия на валках давление в полости 5 соответствует весу валков и равно 16 кг/см . Следует отметить, что давление в полости 7 такое же как в гидроаккумуляторе, питающем нажимное устройство, в рассматриваемом стане оно равно 300 кг/см и сохраняется постоянным как во время проката, так и на холостом ходу стана. При захвате раската валками и появлении усилия прокатки усилие на плунжере возрастает с величины R |Д -( Р + G ) /2. Под действием этого усилия плунжер опускается, увеличивая ширину щели 8 и расход масла через нее. При этом расход масла через жеклер 9 также возрастает и, как следствие, возрастает давление масла перед ним. Очевидно, что давление после жеклера, в том числе и штанге 10, равно давлению сливйых магистралей. Перемещение плунжера продолжается до тех пор, пока давление перед жеклером, а следовательно, и в полости 5 будет соответствовать усилию R, в частности для стана 550 рабочему усилию проката Р 150 т ( при этом 2 RP 150 + 10 160 т) соответствует давление в полости 5, равное 250 кг/см. Следует отметить, что для повышения давления с 16 до 250 кг/см требуется перемещение плунжера относительно золотника на величину, равную 0,02 мм, что составляет всего 2 % упругой деформации клети, возникающей под действием рабочего усилия прокатки. Одновременно все изменения давления в полости 5 поступают через каналы 14 в полость 13, площадь Fg которой должна быть больше, чем площгшь F полости 5; в частности, Для стана 550 соотношение указанных площадей F/FJ 320 : 1280 1:4. В результате хвостовик поршня 2 постоянно испытывает усилие растяжения, равное троекратному усилию на плунжере, т.е. -я 3 К.При жесткости прокатной клети стана 550, равной MK 160 r/MfA, и усилии прокатки Р - 150 т увеличение раствора валков, т.е.упругая деформация клети составит (f S (P+Q)/ /MK 1 мм. Одновременно за счет упругого растяжения своих хвостовиков поршни 2 выдвигаются из гнезд, в поперечинах 1, компенсируя тем самым упругую деформацию клети на величину fS Q/Myg , где - жесткость двух хвостовиков (совместно с втулками 15), При (ЗК„) 23х X 160 480, им 720 т/мм пoлyчa 2ем (fSjf 400:720 0,67 мм. Это зна чит, что суммарная деформация клети (fs :Г5р- cfSt 1-0,,33 мм оказалась в ((Ts 1/0,33 3 раза меньше, чем деформация (fs клети без ее компенсации . Другими словами, нёшичие полостей 13 позволило повысить жесткость клети в 3 раза, т.е. получить М, 3 х т/мм. Регулирование толщины в предлага-i емом нгикимном устройстве осуществляется известным способом. Вращая с по мощью червячной передачи 11 золотник 6, вывинчивают его из поршня 2 - при необходимости сведения валков, или ввинчивают - при необходимости разведения валков. Поскольку при этом, как указывалось выше, ширина щели остает ся практически неизменной, то плун- жер 4 вынужден следовать за перемещениями головки золотника. Указанная вьаие величина жесткости MK 480 т/мм является оптимальной для данной клети, так как дальнейшее повышение связано с увеличением разнотолщинности полосы за счет биения валков. Однако ликвидировав биение валков, можно, применив предлагаембе нажимное устройство, ликвидировать полностью упругую деформацию клети, т.е. добиться такого положения,когда зазор между валками будет сохраняться неизменным, независимо от усилия прокатки. Для этого достаточно увеличить в 1,5 раза площадь полости 13, при этом величина компенсации упругой деформации составит cTs (1,5 480): : 720 1 мм, T.e.t/S , а о S О . Предлагаемое гидравлическое наикимное устройство может быть применено как на проектируемых листовых и полосовых станах горячей и холодной катки, так и иа действующих станах при их частичной реконструкции. Формула изобретения Гидравлическое нгикимное устройств во прокатного стана, включающее дифференциальные .тидроцилиндры и установленные в поперечинах станины, в каждом из которых монтирована гидромесдоза, сопряженная своим плунжером с подушкой опорного валка и размещенная в выполненном с хвостовиком- поршне гидроцилиндра, полость которого, обращенная к поперечине и хвостовику, связана с насосной станцией через клапан давления, отличающееся тем, что, с целью повышения точности прокатки за счет уменьшения потерь в гидросистеме, клапан давления кинематически связан с плунжером гидромесдозы и поршнем гищзоцилиндра, упомянутая полость которого напрямую соединена с полостью гидромесдозы, а свободный конец хвостовика зафиксирован относительио поперечины станины, предпочтительно силовой гайкой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 363534, кл. В 21 В 31/32, 1973. 2.Авторское свидетельство СССР 506979, кл. В 21 в 37/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое нажимное устройство прокатного стана | 1983 |
|
SU1110509A2 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Гидравлическое нажимное устройство с гидрокомпенсацией упругой деформации прокатной клети | 1985 |
|
SU1253687A1 |
| Устройство для регулирования раствораи пРОфиля ВАлКОВ лиСТОпРОКАТНОгОСТАНА | 1978 |
|
SU806183A1 |
| Гидравлическое нажимное устройство с гидрокомпенсацией упругой деформации прокатной клети | 1981 |
|
SU1028398A1 |
| Устройство для автоматического регулирования толщины полосы при прокате | 1978 |
|
SU778846A1 |
| Гидравлическое нажимное устройство | 1980 |
|
SU937068A1 |
| Прокатная клеть | 1979 |
|
SU804019A1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |