(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ В ОТЛИВКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отверстий в отливках | 1980 |
|
SU908503A1 |
| Устройство для получения отверстий в отливках | 1981 |
|
SU1110542A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ОТВЕРСТИЙ | 1972 |
|
SU334006A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ | 1990 |
|
RU1700853C |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Шпиндель хлопкоуборочного аппарата | 1986 |
|
SU1362415A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬГ5Ы i i iЙПЯП ^i/8^nc'i|nsФиПД u-iiiii,;.. 1 Jo1Т | 1972 |
|
SU414049A1 |
| Литейный стержень | 1977 |
|
SU679116A3 |
| Кокиль | 1980 |
|
SU908502A1 |
1
Изобретение относится к области литейного производства, а именно к устройствам для получения отверстий при отливке металлических деталей, например, станины электродвигателя.
Известен металлический стержень для отливки поршней, состоящий из центральной и периферийных частей, выполненных с продольными пазами, центральная часть стержня снабжена пальцами, выступающие части которых вьшолнены с коническими головками, а пазы периферийных частей стержня в нижней части снабжены соответствующими гнездами, имеющими коническую поверхность 1 .
Данная конструкция стержня позволяет уменьшить усилия извлечения металлического стержня из отливки, но усилие извлечения сохраняется на высоком уровне, что приводит к низкой надежности механизмов подрыва стержня из отливки и небольшой стойкости элементов стержня, особенно пальцев с коническими головками и соответствующих гнезд. Конструкция стрежня не позволяет исключить литейные уклоны на внутренней поверхности отверстия отливки.
Известен также составной стержень для литейных форм, состоящий из двух цилиндрических подковообразных частей и расположенных между ними клиньев, скрепленнв1х в верхней части скобой, один торец подковообразных частей срезан по диаметру стержня, а другой выполнен по радиусу, причем клинья выполнены L-образной формы и образуют с радиальным торцом подковообразных частей стержня зазор {2.
Однако данная конструкция стержня сохраняет усилие извлечения стержня из отверстия отливки на высоком уровне, что приводит к низкой надежности механизмов подрыва стержня из отливки и небольшой стойкости элементов стержня, также не исключаются литейные уклоны на внутренней поверхности отверстия отливки.
Наиболее близким по техгшческой сущности к предлагаемому является устройство для получения о±верстий, включающее металлический стержень, установленный с возможностью поворота относительно продольной оси, металлическую ленту, навитую по спирали, один конец
которой жестко, а другой подвижно закреплены относительно стержня.
Данное устройство обеспечивает резкое снижение усилий извлечения стержня из отверстия отливки, чем повышает надежность работы механизмов извлечения стержня, исключает литейные уклоны на внутренней поверхности отверстия отливки 3.
Однако стойкость металлической ленты, работающей на раскручивание и закручивание, низкая из-за непосредственного воздействия на металлическую ленту температурных и усадочных воздействий заливаемого жидкого металла, металлическая лента теряет механическую прочность, изменяет геометрическую конфигурацию отдельных витков.
Цель изобретения - повышение стойкости металлической ленты.
Поставленная цель достигается тем, что устройство для получения отверстий в отливках, включающее металлический стержень, установленный с возможностью поворота относительно продольной оси, металлическую ленту, навитую по спирали, один конец которой жестко, а другой подвижно закреплен относительно стержня, снабжено размещенной между металлической лентой и металлическим стержнем сегментными холодильниками. Сегментные холодильники соединены с одним из витков спиральной ленты. Устройство снабжено втулкой с упорами, размещенной между металлическим стержнем и сегментными холодильниками с возможностью поворота относительно металлического стержня.
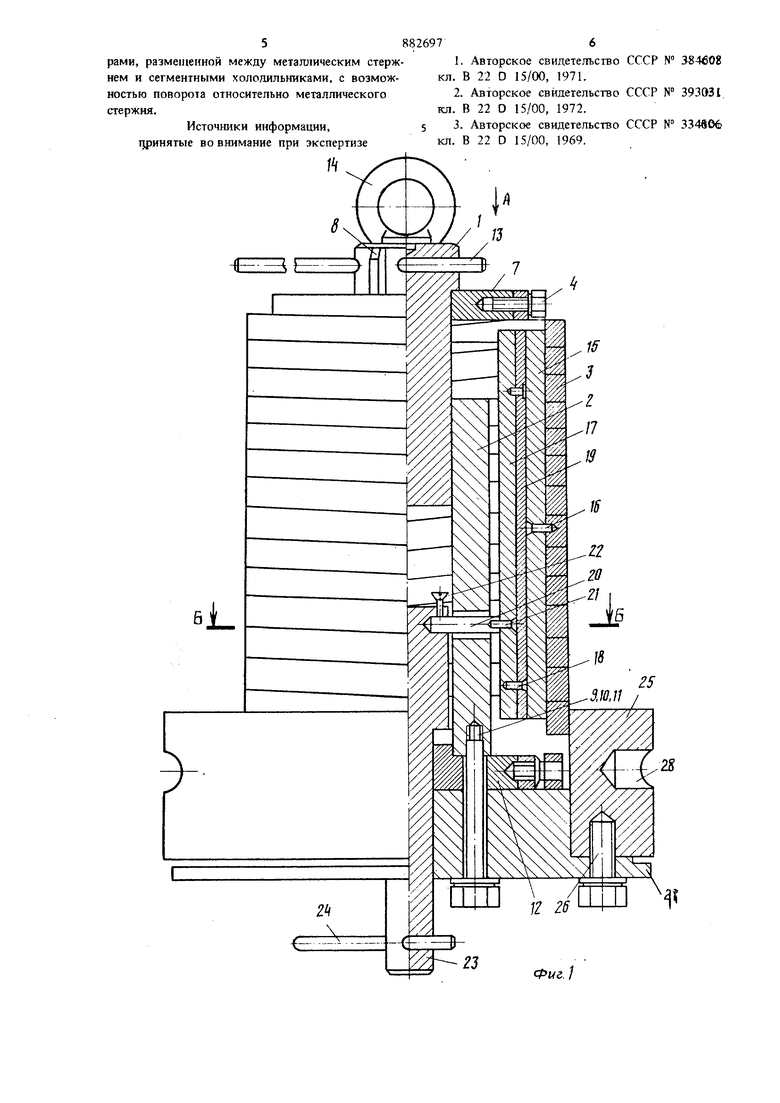
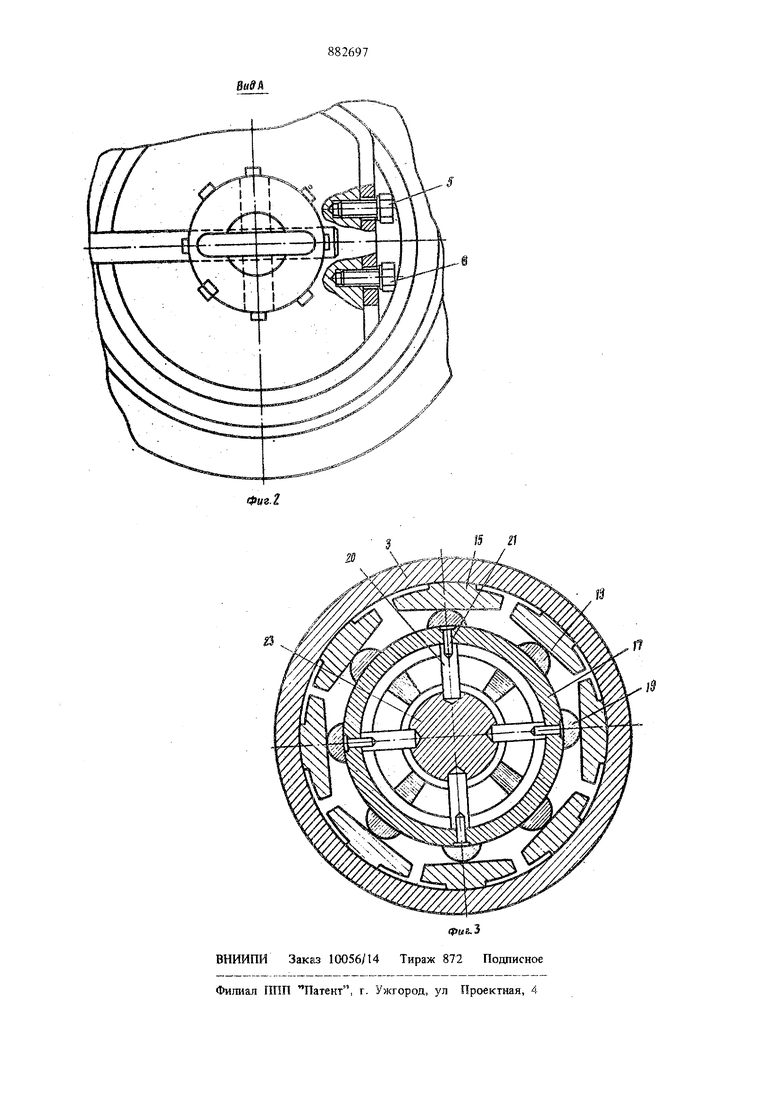
На фиг. 1 показан общий вид устройства, продольный разрез; на фиг. 2 - вид А на фиг на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство состоит из металлического стержня 1, втулки 2, металлической ленты 3, навито по спирали. Один конец металлической ленты 3 жестко соединен винтами 4-6 через кольцо 7 шпонки 8 с металлическим стержнем 1, а второй жестко соединен винтами 9-11 через кольцо 12 со втулкой 2. Металлический стержень имеет рукоятку 13 поворота и грузоподъемный рымболт 14.
Между металлической лентой 3 и металлическим стержнем 1 размещены сегментные холодильники 15, соединенные с одним из витков сгшральной ленты 3 винтом 16. Подвижная втулка 17 с закрепленными на ней винтами 18 упорами 19 размещена между металлическим стержнем 1 и сегментными холодильниками 15 и установлена с возможностью поворота относительно металлического стержня 1 через оси 20, винты 21, 22, металлический стержень 23 с рукояткой 24 поворота.
Устройство смонтировано на основании 25, соединенном винтами 26 с крышкой 27. В основании 25 выполнены отверстия 28 для рукоятки, позволяющей удерживать основание 25 от разворота.
Исходное положение металлической ленты 3 перед задшвкой - металлическая лента в свободном состоянии имеет заподлицо друг с другом по спирали намотанные витки встык, внещний диаметр которых равен диаметру отверстия в отливке. Подвижная втулка 17 повернута так чго упоры 19 находятся между сегментными холодильниками 15.
После заливки металла металлический стержень 1 и сегментные холодильники 15 воспринимают тепло отливки, причем больщая теплоемкость сегментнь1х холодильников позволяет недопускать перегрев металлической ленты.
После кристаллизации отливки при повороте металлического стержня 1 витки спирали последовательно навиваются, уменьшаясь в диаметре. Сегментные холодильники 15 в данный момент свободно перемещаются к оси металлического стержня 1. Отливка беспрепятственно снимается с металлической ленты 3. Металлический стержень 1 поворачивают для возвращения металлической ленты до исходного положения. Одновременно с поворотом металлического стержня 1 поворачивается подвижная втулка 17, которая своими упорами 19 давит на сегментные холодильники 15, которые своей внешней поверхностью изнутри выравнивают металлическую ленту по высоте и по диаметру.
Эффективность от использования предлагаемого устройства состоит в уменьшении припусков под механическую обработку внутреннего диаметра алюминиевого корпуса электродвигателя при применении устройства для получения отверстий в отливках в кокильных машинах 82505.
В условиях Ярославского электромашиностроительного завода изобретение по предварительным подсчетам может дать эко1юмию 40000 руб
Формула изобретения
что, с целью повышения стойкости металлической ленты, оно снабжено размешенными между металлической лентой и металлическим стержнем сегментными холодильниками.
Источники информации, гцжнятые во внимание при экспертизе
