I
Изобретение относится к питейному производству, а именно к устройствам для получения отверстий при отливке металлических деталей, например, станины электродвигателя.
Известны металлические стержни для отливки поршней, состоящие из центральной и периферийных частей, выполняемых с продольными пазами, центральная часть стержня снабжена пальцами, выступающие части которых выполнены с коническими головками, а пазы периферийных частей стержня в нижней части снабжены соответствующими гнездами, имеющими коническую поверхность 1.
Усилия, необходимые для извлечения металлического стержня, в таких устройствах значительны.
Известен также составной стержень для литейных форм, состоящий нз двух цилиндрических подковообразных частей и расположенных между ними клиньев, сиреш1еннь1х в верхней части скобой, один торец подковообразных частей срезан по
диаметру стержня, а другой выполнен по радиусу, причем клинья выполнены L образной формы и образуют с радиальным торцом подковообразных частей стержня зазсф 2.
Данная конструкция .стержня сохраняет усилия извлечения стержня из отверстия отливки на высоком уровне, что приводит к низкой надежности механизмов юдрыва стержня, так же не исключаются
10 уклоны на внутренней поверхности отверстия отливки.
Наиболее близким по технической сущности к предлагаемому является устройство для получения отверстий в отливках,
15 включающее металлический стержень, выполненный с возможностью поворота от- носительно продольной оси, металлическую ленту, навитую по , один конец которой жестко, а /фугой подвижно закреплен относительно стержня ГзЗ.
Да1шое устройство обеспечивает реэкое снижение усилий извлечения стержня из отверстия отливки, в результате чего
повышается надежность работы механизмов извлечения стержня, исключаются л-ггейные уклоны на внутренней поверхности отверстия отливки, но стойкость металлической ленты, работающей на
раскручивание и закручивание, низкая ка-за непосредственного воздействия на металлическую ленту температурных и усадочных воздействий заливаемого жидкого метаапа, металлическая лента теряет механическую прочность, изменяет геометрическую конфигурацию отдельных витков.
Цель изобретения - повышение стойкости металлической ленты.
Поставленная цель достигается тем, что известное устройство для получения отверстий а отливках, включающее металлический стержень, выполненный с возможностью поворота относительно продольной оси, металлическую ленту, навитую по спирали, один конец которой жестко, а другой подвижно закреплен относительно стержня, снабжено размещенными между металлической лентой и металлическим стержнем клиновыми сегментами, а металлический стержень выполнен с коническим уклоном, противоположным уклону клиновых сегментов.
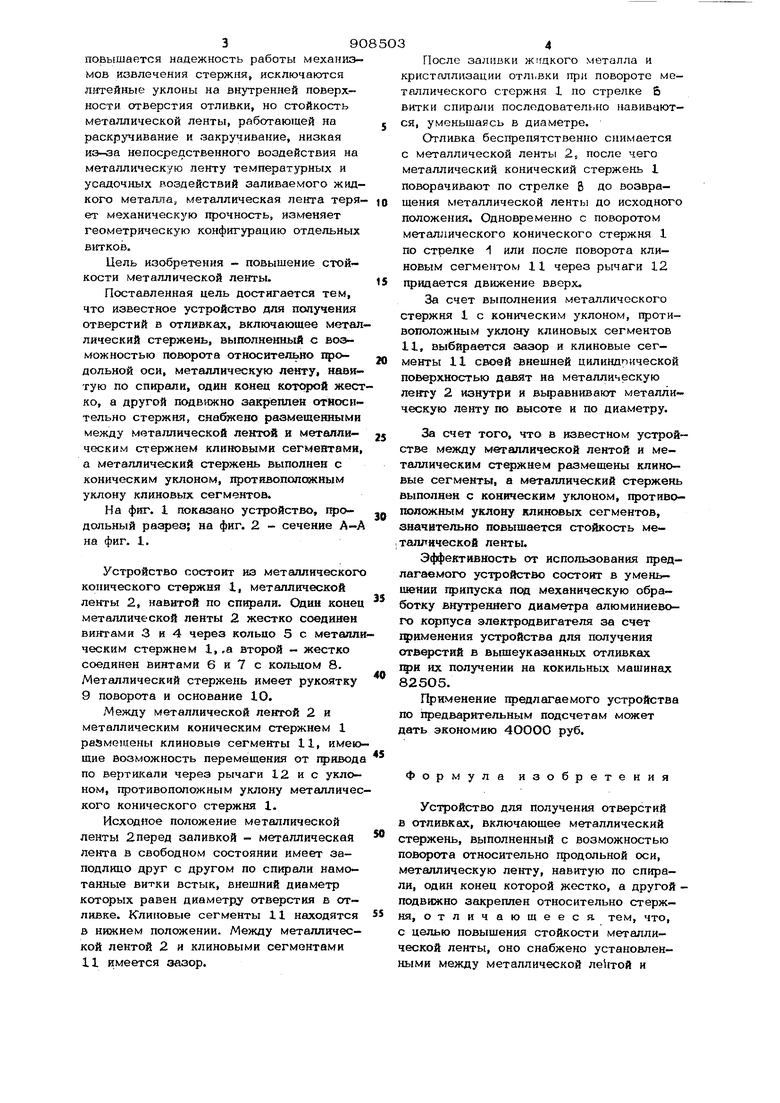
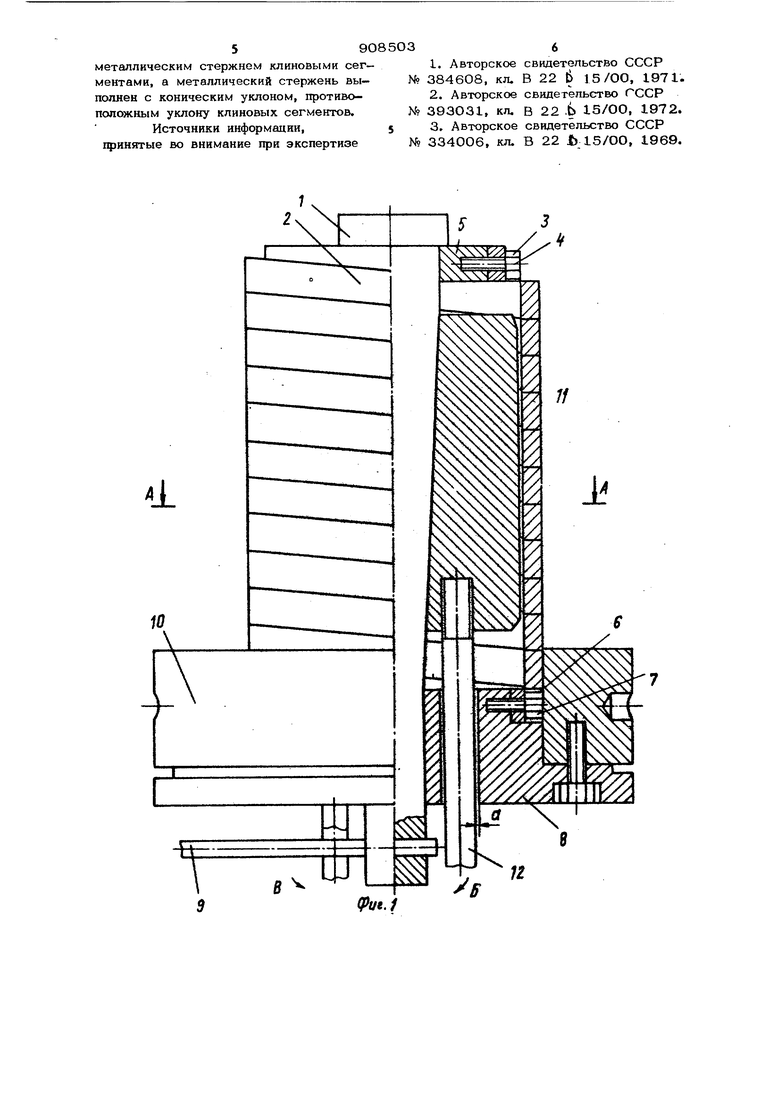
На фиг. 1 показано устройство, i oдольный разреа; на фиг. 2 - сечение А-А на фиг. 1.
Устройство состоит из металлического конического стержня 1, металлической ленты 2, навитой по спирали. Один конец металлической ленты 2 жестко соединен винтами 3 и 4 через кольцо 5 с металлическим стержнем 1, ,а второй - жестко соединен винтами 6 и 7 с кольцом 8. Металлический стержень имеет рукоятку 9 поворота и основание 10.
Между металлической лентой 2 и металлическим коническим стержнем 1 разметены клиновые сегменты 11, имеющие возможность перемещения от привода по вертикали через рычаги 12 и с уклоном, противоположным уклону металлического конического стержня 1.
Исходное положение металлической ленты 2перед заливкой - металлическая лента в свободном состоянии имеет заподлицо друг с другом по спирали намотанные витки встык, внешний диаметр которых равен диаметру отверстия в отливке. Клиновые сегменты 11 находятся в нижнем положении. Между металлической лентой 2 и клиновыми сегментами 11 имеется зазор.
После заливки Ж 1акого металла и кристаллизации отЛ1,вки прн повороте металлического стержня 1 по стрелке 6 витки спирали последователь.но навиваются, уменьшаясь в диаметре.
Отливка беспрепятственно снимается с металлической ленты 2, после чего металлический конический стержень 1 поворачивают по стрелке В До возвращения металлической ленты до исходного положения. Одновременно с поворотом металлического конического стержня 1 по стрелке 1 или после поворота клиновым сегментом 11 через рычаги 12 придается движение вверх,
За счет выполнения металлического стержня 1 с коническим уклоном, противоположным уклону клиновых сегментов 11, выбирается зазор и клиновые сегменты 11 своей внешней цилиндрической поверхностью давят на металлическую лекгу 2 изнутри и вьфавнивают металлическую ленту по высоте и по диаметру.
За счет того, что в известном устройстве между металлической лентой и металлическим стержнем размещены клиновые сегменты, а металлический стержень выполнен с коническим уклоном, противоположным уклоиу клиновых сегментов, значительно повышается стойкость металлической ленты.
Эффективность от использования предлагаемого устройство СОСТОИТ в уменьшении 1фнпуска под механическую обработку внутреннего диаметра алюминиевого корпуса электродвигателя за счет 1фименения устройства для получения отверстий в вьпнеуказанных отливках Щ)К их получении на кокильнь х машинах 82505.
Применение предлагаемого устройства по предварительным подсчетам может дать экономию 4ОООО руб.
Формула изобретения
Устройство для получения отверстий в отпивках, включающее металлический стержень, выполненный с возможностью поворота относительно гфодольной оси, металлическую ленту, навитую по спирали, один конец которой жестко, а другой подвижно закреплен относительно стержня, отличающееся тем, что, с целью повышения стойкости металлической ленты, оно снабжено установленными между металлической лентой и
металлическим стержнем клиновыми сегментами, а металлический стержень выполнен с коническим уклоном, противоположным уклону клиновых сегментов.
Источники информации, хфинятые во внимание при экспертизе
1.Авторское свидетельство СССР
384608, кл. В 22 Ь 15/ОО, 1971.
2.Авторское свидетельство ГССР
393О31, кл, В 22 Ь 15/ОО, 1972.
3.Авторское свидетельство СССР
334006, кл. В 22 t) 15/ОО, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отверстий в отливках | 1980 |
|
SU882697A1 |
| Устройство для получения отверстий в отливках | 1981 |
|
SU1110542A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ОТВЕРСТИЙ | 1972 |
|
SU334006A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |
| МЕТАЛЛИЧЕСКИЙ СТЕРЖЕНЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU393031A1 |
| Металлический стержень | 1986 |
|
SU1713729A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU738757A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU713655A1 |
| Металлический литейный стержень | 1976 |
|
SU567545A1 |
(Pue.f
(Риг. 2
