(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ФОРМОВОЧНОЙ Изобретение относится к автоматике и вычислительной технике и предназначено .для управления линиям стопочной формовки литейного производства. Известно устройство для программ го управления формовочной линией, содержащее счетчик импульсов, блок задания циклов, блок управления,ком мутатор., триггеры, элементы И, используемые в качестве дешифратора, и усилители мощности tl . Однако такое устройство имеет сложную и недостаточную надежность при увеличении числа приводов. Наиболее близким техническим решением к предлагаемому изобретению является устройство для программного управления-, например, формовочной линией, содержащееподключенный ко входу устройства генератор, выхо которого соединен с первым блоком привода и дешифратором соответстве но через первый коммутатор и первыЯ счетчик, первый блок контроля, подключенный одними входами к первь выходам первого дешифратора, и вклю ченные последовательно вторые комм татор и блок привода и блок датчиков формовочных узлов 2.
ЛИНИЕЙ с помощью известного устройства невозможно осуществить изготовление форм на двух прессовых узлах, сборку форм в стопки с различным количеством форм и передачу стопок на конвейер,а расширение логических цепей усложняет устройство и снижает его надежность, чем сужается область его применения. Цель изобретения - расширение области применения. Указанная цель достигается тем, что в устройстве для программного управления формовочной линией, содержащем подключенный ко входу устройства генератор, выход которого соединен с первым блоком привода и дешифратором соответственно через первый коммутатор и первый счетчик, первый блок контроля, подключенный одними входами к первым выходам первого дешифратора, и включенные последовательно вторые коммутатор и блок привода и блок датчиков формовочных узлов, введены включенные последовательно датчик контроля сборки форм, подключенный входом к одному выходу первого блока привода, и вторые счетчик, дешифратор и блок контроля,третий дешифратор, датчик контроля выдачи стопок, вход и выход которого соединены соответственно с другим выходом первого блока привода и другим входом второго счетчика, элемент И и переключатели уставок,первый из которых подключен выходами к другим входам первого и второго дешифраторов и обоих блоков контроля, а второй - к первым входам элемента и третьего дешифратора, соединенного выходами со входами второго .коммутатора и первого счетчика, вторыми вхо дами - с выходами первого дешифратора, третьими - с выходами блока датчков формовочных узлов и четвертым входом - с выходом элемента И, подключенного входами к соответствующим выходам второго переключателя уставок и первого счетчика, причем други входы первого коммутатора подключены к другому выходу второго дешифратора и выходу датчика контроля сборки форм.
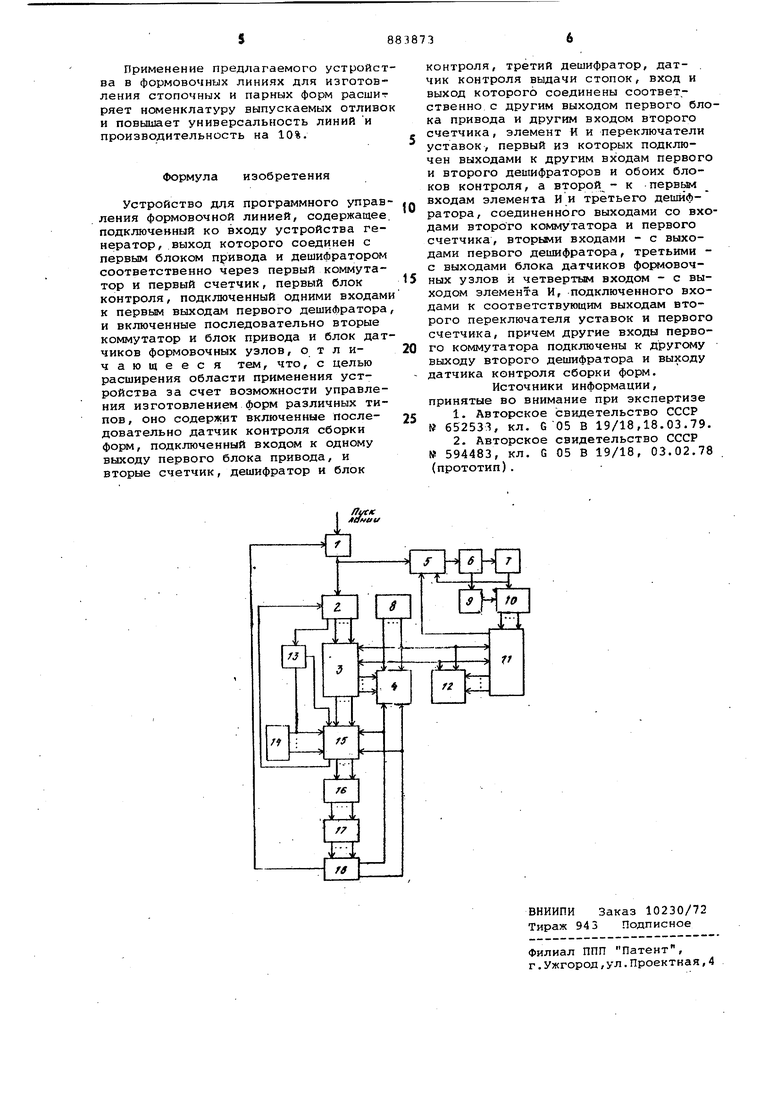
На чертеже приведена блок-схема устройства.
Устройство содержит последовательно соединенные генератор 1 циклов, первые счетчик 2, дешифратор 3 и бло А контроля и индикации, последовательно соединенные коммутатор 5 (логический блок управления сборником), блок б привода сборщика и датчик 7 контроля сборки форм, переключатель 8 уставки задания количества форм в стопке, датчик 9 контроля выдачи стопок, соединенные последовательно вторые счетчик 10, дешифратор 11 и блок 12 контроля и индикации, элемент И 13, переключатель 14 уставок режимов, третий дешифратор 15 и последовательно соединенные вторые коммутатор 16 (блок управления), .блок 17 привода и блок 18 датчиков формовочных узлов.
Устройство работает следующим обра 3 ом.
Переключателем 14 режимов устанавливают изготовление стопок на одном из формовочных узлов или парных форм. Переключателем 8 задают количество форм в стопке, что отображается на блоках 4 и 12 контроля и индикаций. По сигналу пуска линии через генератор 1 циклов включается в работу логический блок 5 управления сборщиком и переключается счетчи 2, по сигналам которого через, дешифратор 3 на блоке 4 контроля и индикации отображается его отсчет, а также подаются сигналы через третий дешифратор 15 на блок 16 управления и блок 17 привода формовочных блоков и обеспечивают изготовление форм, а их. датчики в блоке 18 обеспечивают отображение работы механизмов в блоке 4 и переключение через дешифратор 15 (в зависимости от установленного режима) переключателем 14.
Логический блок 5 включает блок 6 привода сборщика и собирает в стопку очередную форму до включения датчика 7, по сигналу которого отключается логический блок 5 и перебрасывается второй счетчик 10, что через .второй дешифратор 11 отображается на блоке 12 контроля и индикации.
В конце изготовления очередной Аомы управляющим сигналом из блока датчиков дается разрешение на генератор 1, который вьщает импульс следующего цикла и цикл повторяется. При этом работают механизмы того формовочного блока, которому разрешена работа переключателем 14. Когда изготовлено для стопки число форм, заданное переключателем 8, управляющим сигналом с дешифратора 15 счетчик 2 перебрасывается на начало отсчета для изготовления форм следующей стопки. Первые формы каждой стопки по сигналу счетчика 2 через дешифраторы 3 и 15 и блок 16 управления изготавливаются без стояка, поскольку привод на его выдвижение в блоке. 17 не включается.
В конце сборки очередной стоцки от счетчика 10 через второй дешифратор 11 управляющим сигналом через логический блок 5 включается привод сборщика 6 и стопка вьщается на крнвейер до включения датчика 9, по сигналу которого счетчик 10 перебрасывается на начало отсчета, а сборщи приводом 6 возвращается в положение сборки следующей стопки.
Для изготовления парных форм переключатель 14 режимов устанавливается в положение Парные формы. При этом от него поступает постоянный сигнал на, вход элемента И 13. При работе линии от счетчика 2 через второй вход элемента И поступает сигнал на вход третьего дешифратора 15. При этом через цикл включаются в работу в блоке 17 приводы механизмов, двух формовочных узлов,один из которых изготавливает нижние формы, а второй - верхние. Парные формы собираются в такие же стопки, но парами.
До поступления форм на с.борщик или при работе сборщика вхолостую второй счетчик 10 не переключается датчиком 7 и находится в исходном состоянии.
Данное устройство обладает большими функциональными возможностями и обеспечивает изготовление какстопочных, так и парных форм со стояками и без них и сборку форм в стопки с различным числом форм. Устройство обеспечивает простоту управления линией при включении в работу любого формовочного узла или двух вместе дл изготовления стопочных и парных форм.
Простая конструкция устройства обладает высокой надежностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления,сборки и перемещения безопочных форм,собранных в непрерывную горизонтальную стопку | 1984 |
|
SU1183284A1 |
| Устройство для контроля металлизированных переходов печатной платы | 1985 |
|
SU1308955A1 |
| Устройство для программного управления технологическим оборудованием | 1986 |
|
SU1372277A1 |
| Тренажер операторов систем управления | 1981 |
|
SU997077A1 |
| Многоканальное регистрирующее устройство | 1988 |
|
SU1698899A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство для контроля и учета работы производственного оборудования | 1979 |
|
SU911579A2 |
| СИСТЕМА ДЛЯ ОБРАБОТКИ И ВЫВОДА ИНФОРМАЦИИ | 1994 |
|
RU2079869C1 |
| Устройство для программного управления намоточным оборудованием | 1984 |
|
SU1273879A2 |
| Система для контроля электрических параметров логических блоков | 1988 |
|
SU1725230A1 |
