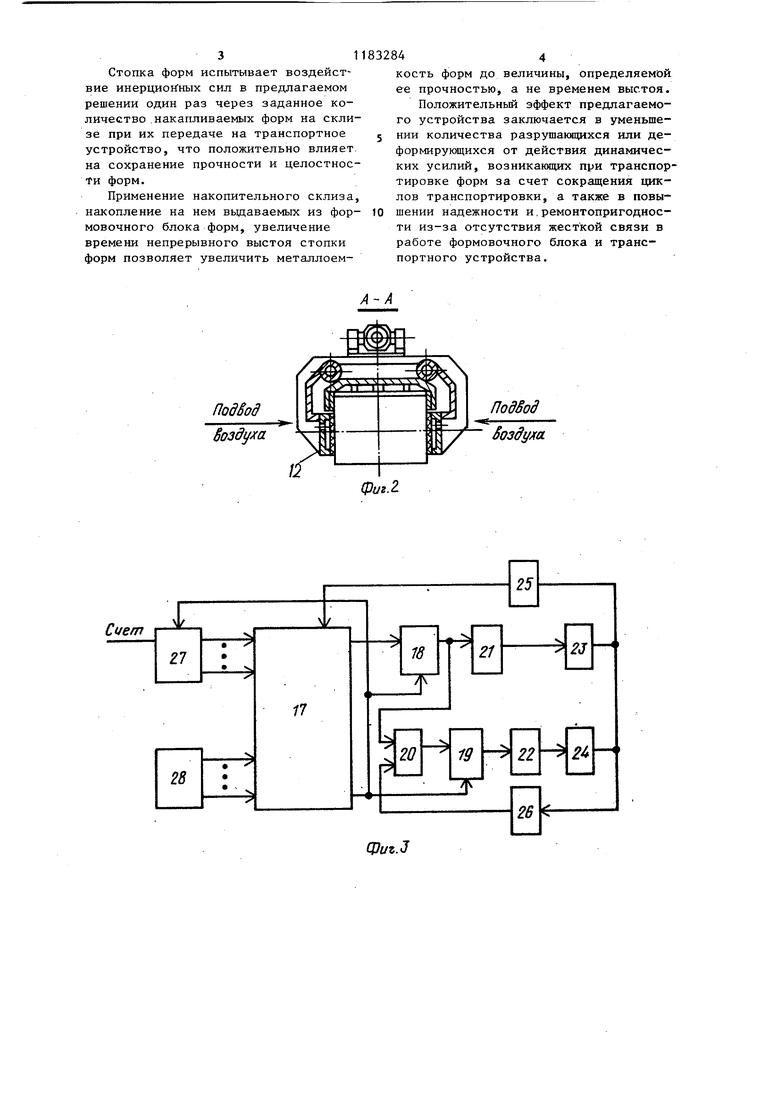
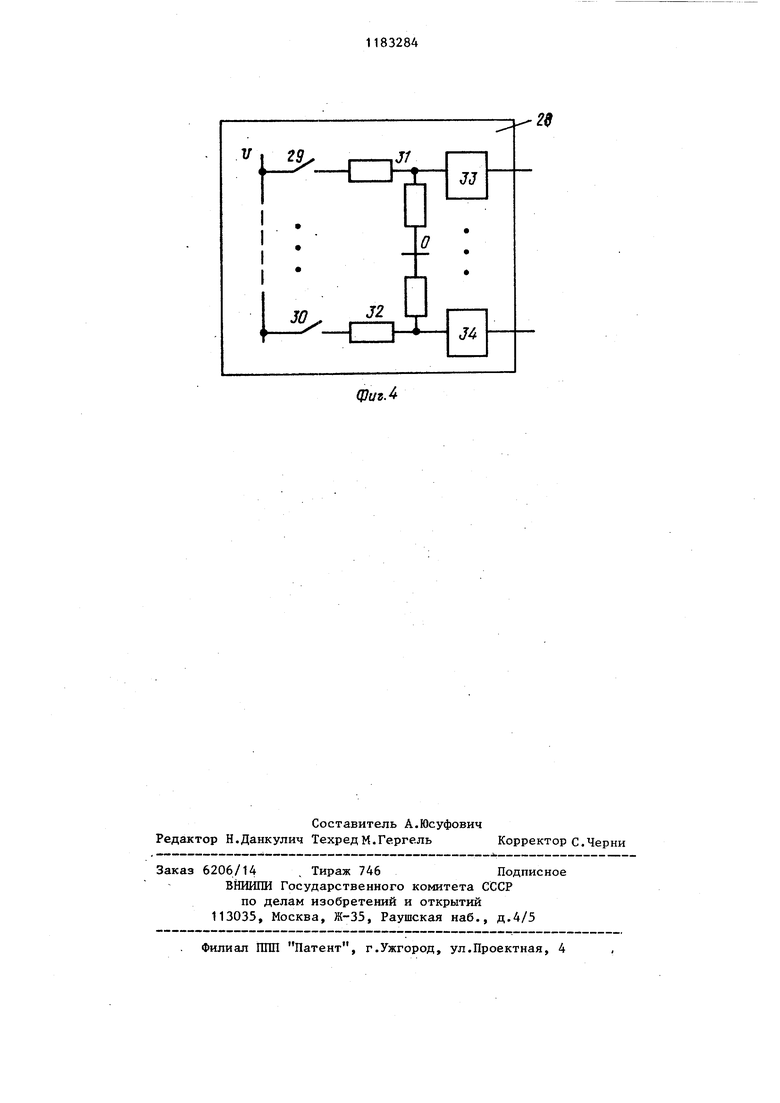
Изобретение относится к литейному производству, в частности к автомати ческим литейным линиям безопочной формовки со сборкой форм в непрерьшную горизонтальную стопку. Цель изобретения - повышение выпуска отливок и улучшение, условий заливки. На фиг.1 изображена установка для изготовления, сборки и перемещения безопочных форм, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З структурная .схема блока управления; на фиг.4 - схема блока задания. Установка для изготовления, сборки и перемещения безопочных форм содержит формообразующий узел (не показан),формовочную камеру (или камеры) 1, размещенную на основании (устройство для перемещения камер) 2 выталкиватель 3, транспортирующую рамку 4, направляющие 5 рамки 4, при вод (например поршневой) 6 рамки 4, установленный на неподвижном основании 7. На уровне, дна камеры установлен накопительный неподвижньй склиз 8, имеющий длину, превышающую максимальную длину набираемой стопки на 20-30 мм. Склиз 8 с одной стороны примыкает к камере 1,.а с другой к транспортному устройству 9, например конвейеру с боковыми захватами, на котором находится стопка 10 форм. Привод 11 транспортного устройства 9 выполнен, например, в виде шток-рейки, связанной с приводным валом конвейера через муфту промежуточной зуб чатой передачей. Транспортируюп1;ая ра ка 4 несет боковые прижимы 12 (фиг.2 например, пневматические. На склиз 8 в процессе накопления устанавливаютс формы 13-16. Блок управления (фиг.З) включает дешифратор 17, триггеры 18 и 19, эле мент и 20, усилители 21 и22, приводы 23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накаплива мых форм. Блок 28 задания (фиг.4), например, включает переключатели 29 30, делители 31 и 32 напряжения, повторители 33 и 34 сигнала. Усталовка для изготовления сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку, работает следующим образом. . В исходном положении приводы выталкивателя 3, привод 6 транспорти рующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в О, приводы 23 и 24 отключены. Переключатели 29 и 30 задают, число накапливаемых форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает на склиз 8 формы 13-16 и счетчик 27 сигналом счета от датчика переднего положения выталкивателя 3 (не показан), изменяет последовательно показания, вьщавая соответствующие сигналы на управляющие входы дешифратора 17. На другие управляющие входы дешифратора 17 в зависимости от выбора количества накапливаемых форм переключателями 29 или 30 через делители 31 и 32, повторители 33 или 34 поступает соответствующий управляющий сигнал. При совпадении сигнала счета счетчика 27 и блока 28 задания, когда накоплено на склизе 8 заданное количество форм, с выхода дешифратора 17 сигналом включается триггер 18 и через усилитель 21 привод 23. При зТом включаются боко-. вые прижимы 12 и привод 6 перемещения транспортирующей рамки. Накопленные на склизе 8 формы (13-16) перемещаются рамкой до соприкосновения с последней формой стоки 10 на транспортном устройстве 9. При соприкосновении форм повьшается давление в приводе 6, включается датчик 26 давления и сигналами через элемент И 20 включается триггер 19, через усилитель 22, привод 24 распределителя включится привод 11 транспортного устройства 9. Совместным усилием рамки 4 через прижимы 12 и привода 11, накопленные на склизе 8 формы (13-16), передаются на транспортное устройство 9 в стоку 10 до включения датчика переднего положения рамки 25, по сигналу которого через дешифратор 17 снимается управляющий сигнал с триггера 18 и сигналом с управляющего выхода сброса дешифратора 17 триггеры 18 и 19 и счетчик 27 сбрасываются в исходное состояние. Отключаются приводы 23 и 24, раскрьшаются прижимы 12 рамки 4 и приводы 6 и 11 рамки 4 и транспортного устройства 9 возвращаются в исходное положение. После чего цикл повторяется. 31 Стопка форм испытывает воздействие инерционных сил в предлагаемом решении один раз через заданное количество .накапливаемых форм на склизе при их передаче на транспортное устройство, что положительно влияет, на сохранение прочности и целостности форм. Применение накопительного склиза, накопление на нем выдаваемых из формовочного блока форм, увеличение времени непрерывного выстоя стопки форм позволяет увеличить металлоем44кость форм до величины, определяемой ее прочностью, а не временем выстоя. Положительньм эффект предлагаемого устройства заключается в уменьшеНИИ количества разрушакнцихся или деформирукщихся от действия динамических усилий, возникаюпщх при транспортировке форм за счет сокращения циклов транспортировки, а также в повышении надежности и.ремонтопригодности из-за отсутствия жесткой связи в работе формовочного блока и транспортного устройства.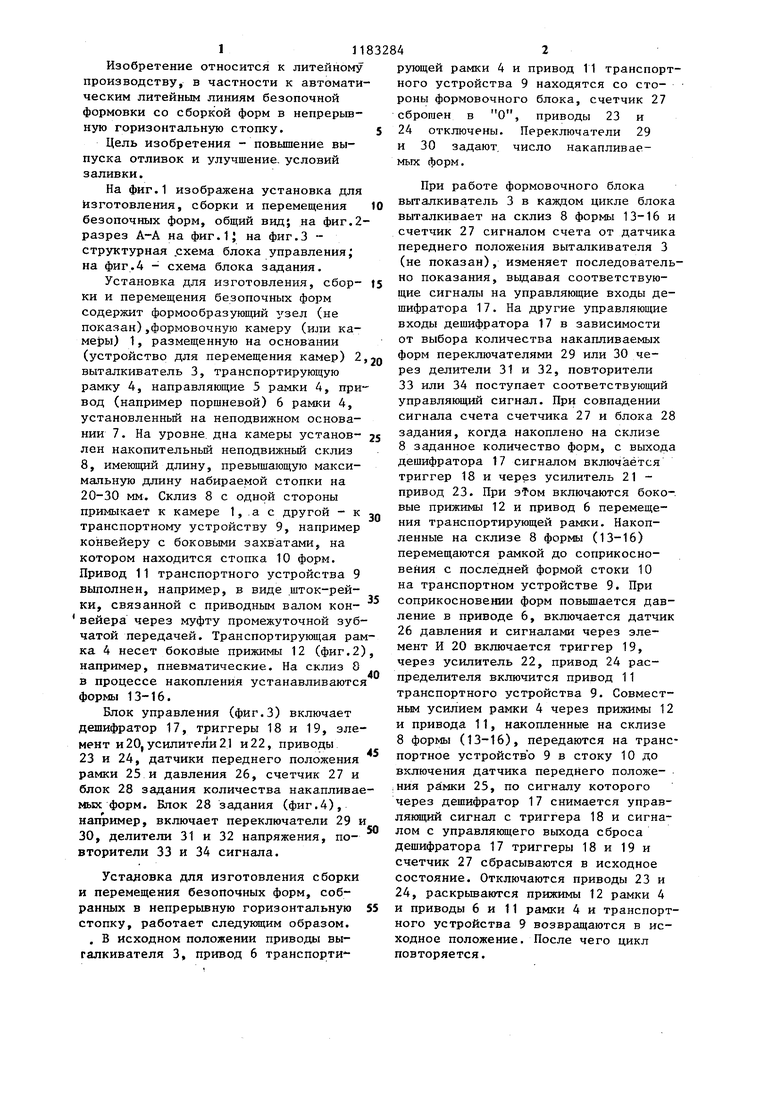
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для перемещения безопочных форм | 1980 |
|
SU950481A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления | 1985 |
|
SU1261740A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Устройство программного управления шагающим конвейером | 1984 |
|
SU1177237A1 |
| Транспортер для шагового перемещениягОРизОНТАльНОй СТОпКи бЕзОпОчНыХ фОРМ | 1979 |
|
SU821036A1 |
УСТАНОВКА. ДЛЯ ИЗГОТОВЛЕНИЯ, СБОРКИ И. ПЕРЕМЕЩЕНИЯ БЕЗОПОЧНЫХ ФОРМ, СОБРАННЫХ В НЕПРЕРЬШНУЮ ГОРИЗОНТАЛЬНУЮ СТОПКУ, содержащая формовочную камеру, опору для ее закрепления, формообразующий узел, устройство для выталкивания форм из камеры, пульсирующее транспортное устройство с приводом для перемещения стопки форм и транспортирующую рамку с П15иводом и зажимным средством для форм, установленную соосно между формовочной камерой и транспортным устройством, и блок управления, отличающаяся тем, что, с целью повьше- НИН производительности и улучшения условий заливки, повышения надежности работы транспортного устройства, она снабжена накопительным склизом, размещенным между формовочной камерой и транспортным устройством и име ющим длину, превьш1ающую максимальную (Л длину стопки накапливаемых форм, блоком задания количества накопленных форм и счетчиком накопленных форм, связанньпк с блоком управления, причем максимальньй ход привода транспортного устройства равен длине склиза.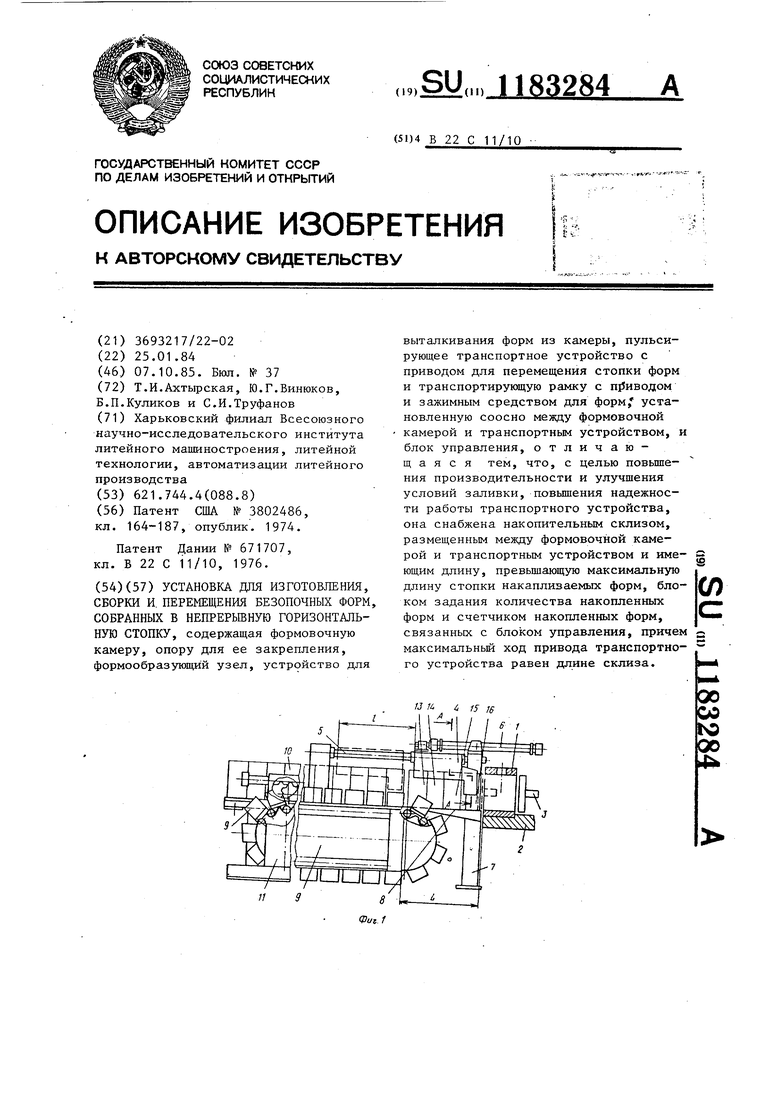
Сриъ.З
| Патент США № 3802486, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU671707A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
