(54) УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ПРОДОЛЬНОГО
СУППОРТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| СУППОРТ МНОГОЦЕЛЕВОГО СТАНКА ТОКАРНОЙ ГРУППЫ | 2011 |
|
RU2452594C1 |
| Способ обработки на токарно-револьверных станках | 1981 |
|
SU956155A1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| Устройство для нарезания резьбы на токарно-револьверных станках | 1978 |
|
SU679345A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
| Головка для токарной обработки наружных фасонных поверхностей | 1986 |
|
SU1437151A1 |
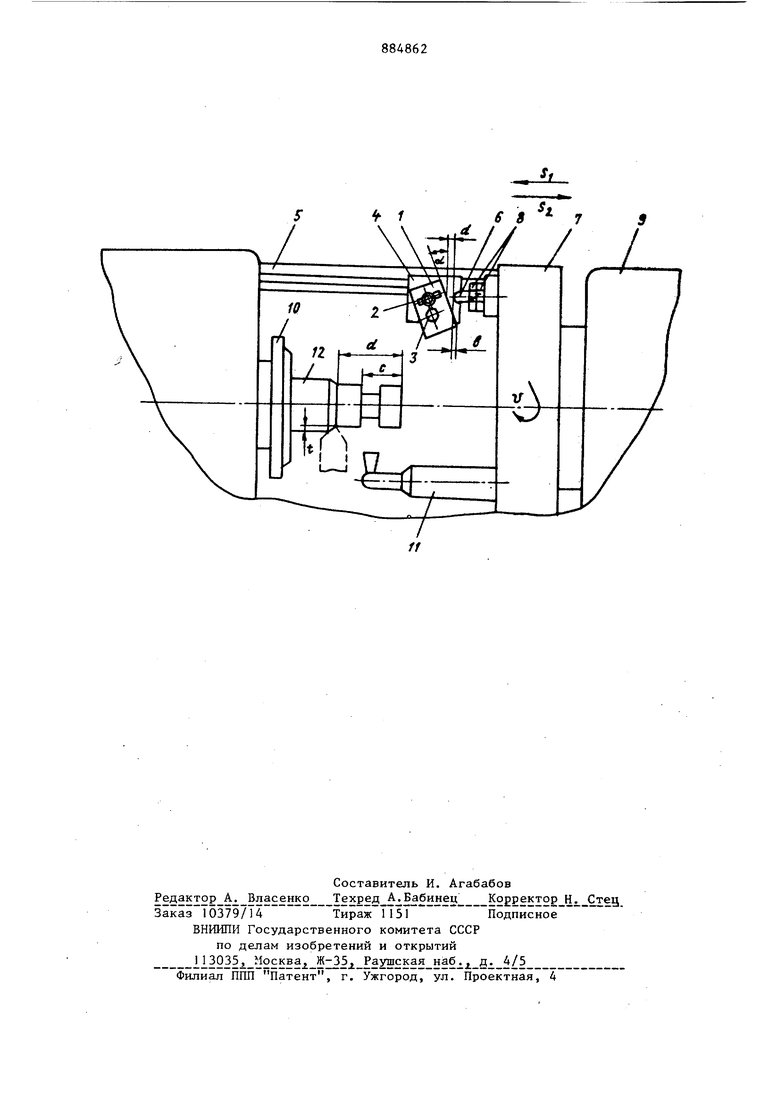
Изобретение относится к машиностроению и может быть использовано при изготовлении деталей на токарноревольверных станках с горизонтал ьной осью вращения револьверной голов ки. Известное устройство для позиционирования продольного суппорта содер жит закрепленные на станине станка концевые выключатели и жесткий упор, а также регулируемые передвижные упоры, закрепленные на поворотном ба рабане упоров. При перемещении продольного суппорта к шпиндельной бабке подачу отключают концевыми выключателями и продольный суппорт по ине ции доходит до жесткого упора Q. Известное устройство не обеспечивает точность позиционирования менее 50 мкм, а следовательно, не позволяет получать при обработке деталей ли нейные размеры с допусками ,0,05 мм даже при устранении других факторов, влияющих на точность обработки. Цель изобретения - разработка устройства, с помощью которого при выдерживании точных линейных размеров можно было бы осуществлять позиционирование продольного суппорта с высокой точностью независимо от класса точности станка. Поставленная цель достигается посредством совмещения продольного и углового позиционирования инструмента. Для чего устройство снабжено копиром, установленным под углом к оси револьверной головки и закрепленным на станине, и упором, размещенным в одном из гнезд револьверной головки с возможностью взаимодействия с упомянутым копиром. На черд-еже показано предлагаемое устройство. Копир 1 установлен под углом cf, и закреплен болтами 2 и 3 на передвижной планке 4, закрепленной на станине 5 станка. Упор 6 размещен в одном из гнезд револьверной головки 7 и содержит гайку и контргайку 8 для осевой регулировки и фиксации. , При перемещении продольного суппорта 9 в направлении S к шпинделю 10 подачу отключают, например, с по мощью концевого выключателя (не пока зан) и останавливают суппорт 9 в положении, близком к заданному, обеспечивая зазор Л между копиром 1 и упором 6, Затем револьверной головке 7 сообщают поперечное ((.круговое движение, благодаря которому резец 11, закрепленный в револьверной головке 7, подходит к обрабатываемой детали 12, а упор 6 входит во взаимодействие с наклонной поверхностью ко пира I и скользит по ней, перемещая продольный суппорт 9 в обратном от шпинделя 10 направлении 5д . Пе1эеместив продольный суппорт 9 на величину I, упор 6 сходит с наклонной поверхности копира 1 и суппорт 9 прекращает движение, после чего резец II выступает в работу. Положение точки останова суппорта 9 регулируется пер мещением планки 4 вдоль станины 5, изменением величины угла ( , а также осевой регулировкой упора 6 с помощь гайки и контргайки 8. Скорость перемещения суппорта 9 в направлении $д а, следовательно, и время позиционирования, и усилия, действующие в зон контакта упора 6 с копиром I, завися от величины угла j . Поэтому для по вышения плавности и стабильности позиционирования угол (ЭС выбирают минимальным, стремящимся к О, а для умей ат1шя времени позиционирования угол выбирают по значениям, близким к 45. В тех случаях, когда требуется позиционировать суппорт 9 в размах полс5жениях в течение одного рабочего 624 цикла станка, взаимодействующую с упором 6 поверхность копира I выполняют ступенчатой, а количество ступеней и взаимодействующих с ними упоров 6 равно количеству различных положений позиционирования. Для выполнения размеров типа С (см. чертеж) применение предлагаемого устройства легко усматривается из приведенного описания. Ддя выполнения размеров типа йС (см. чертеж),, ограниченных открытыми уступами в направлении к шпинделю 10, рабочую подачу инструмента (на чертеже показан пунктирной линией), после позицирования и выхода инструмента на глубину резания t, осуществляют в обратном от шпинделя 10 направле.нии Sjj . Формула изобретения Устройство для позиционирования продольного суппорта на токарно-револьверном станке с горизонтальной осью вращения, отличающееся тем, что, с целью повьпоения точности и производительности посредством совмещения продольного и углового позиционирования инструмента, устройство снабжено копиром, установленным под углом к оси револьверной головки и закрепленным на станине, и упором, размещенныг-) в одном из гнезд револьверной головки С возможностью взаимодействия с упомянутым копиром. Ис точники инфо рмации, принятые во внимание при экспертизе 1. Токарно-револьверный станок модели JA 341 Ц. Бердичевский завод Комсомолец, 1968. f 8 Лrrsc 7S Ji
