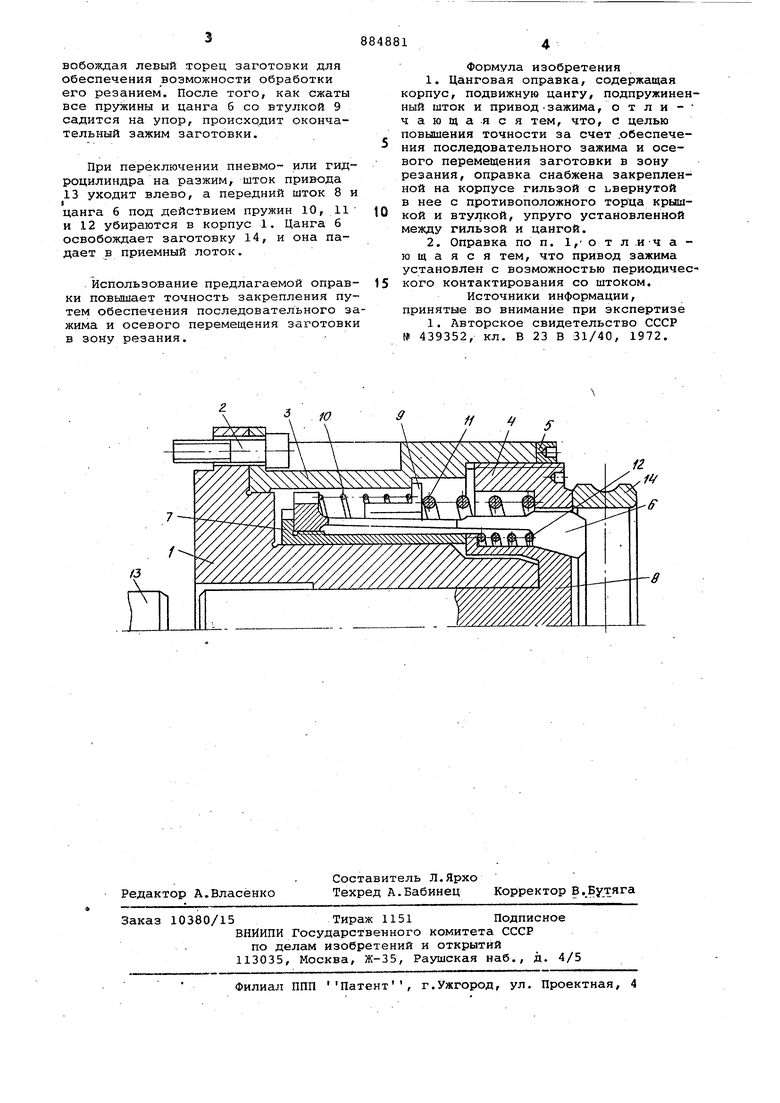
Изобретение относится к машиностроению и может быть использовано при базировании и зажиме деталей по внутренней поверхности. Известна цанговая оправка, содержащая корпус, подвижную цангу, подпружиненный шток и привод зажима 1 Недостатком этой оправки является низкая точность зажима деталей. Цель изобретения - повышение точности за счет обеспечения последовательного зажима и осевого перемещения заготовки в зону резания. Поставленная цель достигается тем что оправка снабжена закрепленной на корпусе гильзой с ввернутой в нее с противоположного торда крышкой и втулкой, упруго установленной между гильзой и цангой. Привод зажима установлен с возмож ностью периодического контактировани -со штоком. На чертеже изображена оправка, общий вид, разрез. Оправка состоит из корпуса 1, который винтами 2 крепится к шпинделю станка вместе с гильзой 3. Внутрь гильзы заворачивается крьвика 4, которая фиксируется контргайкой 5. Цан га 6, HaBepHi raH на втулку 7, имеет возможность перемещаться по корпусу 1 и взаимодействует с передним штоком 8. Между цапгой 6 и крышкбй 4 расположены втулка 9 и пружины 10 и 11, с другой стороны на цангу воз-действует пружина 12. С целью соблюдения очередности перемещения деталей оправки пружины подбираются из следующего условия: жесткость пружины Ю меньше жесткости пружины 12, а жесткость пружины 12 меньше жесткости пружины 11. Оправка работает следующим образом. При перемещении вправо шток привода 13 пневмр- или гидроцилиндра (не показан) перемещает передний шток 8. При этом цанга 6 выдвигается из корпуса 1, сжимая пружину 10, входит в отверстие заготовки 14, поданной автооператором. При дальнейшем перемещении вправо переднего штока 8 сжимается пружина 12, и цанга 6, разжимаясь, прихватывает заготовку 14. Перемещаясь дальше вправо, передний шток 8 через промежуточные детали 12, 6, 10 и 9 сжимает пружину 11. При этом 6 вместе с заготовкой 14 перемещается вправо, освобождая левый торец заготовки для обеспечения возможности обработки его резанием. После того, как сжаты все пружины и цанга б со втулкой 9 садится на упор, происходит окончательный зажим заготовки.
При переключении пневмо- или гидроцилиндра на разжим, шток привода 13 уходит влево, а передний шток 8 и
цанга б под действием пружин 10, 11 и 12 убираются в корпус 1. Цанга б освобождает заготовку 14, и она падает в приемный лоток.
Использование предлагаемой оправки повышает точность закрепления путем обеспечения последовательного зажима и осевого перемещения заготовки в зону резания.
Формула изобретения
1.Цйнговая оправка, содержащая корпус, подвижную цангу, подпружиненный шток и привод .зажима, о т л и чающа-яся тем, что, с целью повышения точности за счет .обеспечения последовательного зажима и осевого перемещения заготовки в зону резания, оправка снабжена закрепленной на корпусе гильзой с ьвернутой
в нее с противоположного торца крышкой и втулкой, упруго установленной между гильзой и цангой.
2.Оправка по п. 1,отл.ичаю щ а я с я тем, что привод зажима установлен с возможностью периодического контактирования со штоком.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 439352, кл. В 23 В 31/40, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимной патрон | 1982 |
|
SU1052346A1 |
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Задняя бабка металлорежущего станка | 1985 |
|
SU1281343A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШТУЧНЫХ ЗАГОТОВОК С БАЗИРОВАНИЕМ ИХ ПО ЦЕНТРАЛЬНОМУ ОСЕВОМУ ОТВЕРСТИЮ | 2009 |
|
RU2411114C2 |
| Задняя бабка токарного станка | 1980 |
|
SU878417A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Оправка | 1976 |
|
SU604632A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
