При отжиме тяга 5 перемещается вместе с гильзой 7 вправо (от положения, показанного на фиг. 1). При этом пружина 4 освобождается, толкатель 2 перемещается гильзой 7 несколько вправо, освобождая кулачки 9 и обработанную деталь 10. В то же время диск 13, воздействуя на торцы Г-образных прихватов 11, перемещает их вправо. Они отходят от торца обработанной детали и, благодаря взаимодействию винтового паза и штифтов 20 поворачиваются и не препятствуют снятию обработанной детали и установке заготовки. При зажиме тяга 5 и гильза, 7 переместятся влево, диск освободит Г-образные прихваты, и они под действием пружин 12 переместятся влево, повернутся и прижмут к торцу корпуса 1 деталь 10. При дальнейшем движении тяги влево гильза 7 через сжимающуюся пружину 4 потянет влево винт 3 с толкателем 2, который разожмет кулачки 9 и окончательно закрепит заготовку. При дальнейшем движении влево торец диска 13 начнет взаимодействовать с поршнем 16 гидроцилиндра 15. Поршень, перемещаясь влево, создает давление в масляной полости гидроцилиндра, которое начнет перемещать вправо штоки 18, взаимодействующие с торцами Г-образных прихватов. При этом прихваты также переместятся вправо, освободят торец заготовки для обработки и повернутся. Такая оправка
3 S э
7 4/J
Wl 11 / /
/f № 7 f8 / 12 ..9
20
. f
повыщает точность закрепления деталей по ранее обработанному торцу и отверстию.
Формула изобретения
1.Оправка, в центральном отверстии корпуса которой расположен связанный с тягой привода подпружиненный толкатель, контактирующий своими скощенными поверхностями с размещенными в радиальных пазах корпуса кулачками, отличающаяся тем, что, с целью повыщения точности закрепления деталей, оправка снабжена механизмом предварительного поджима детали к торцу корпуса, выполненным в виде установленных в корпусе с возможностью поворота Г-образных подпружиненных прихватов.
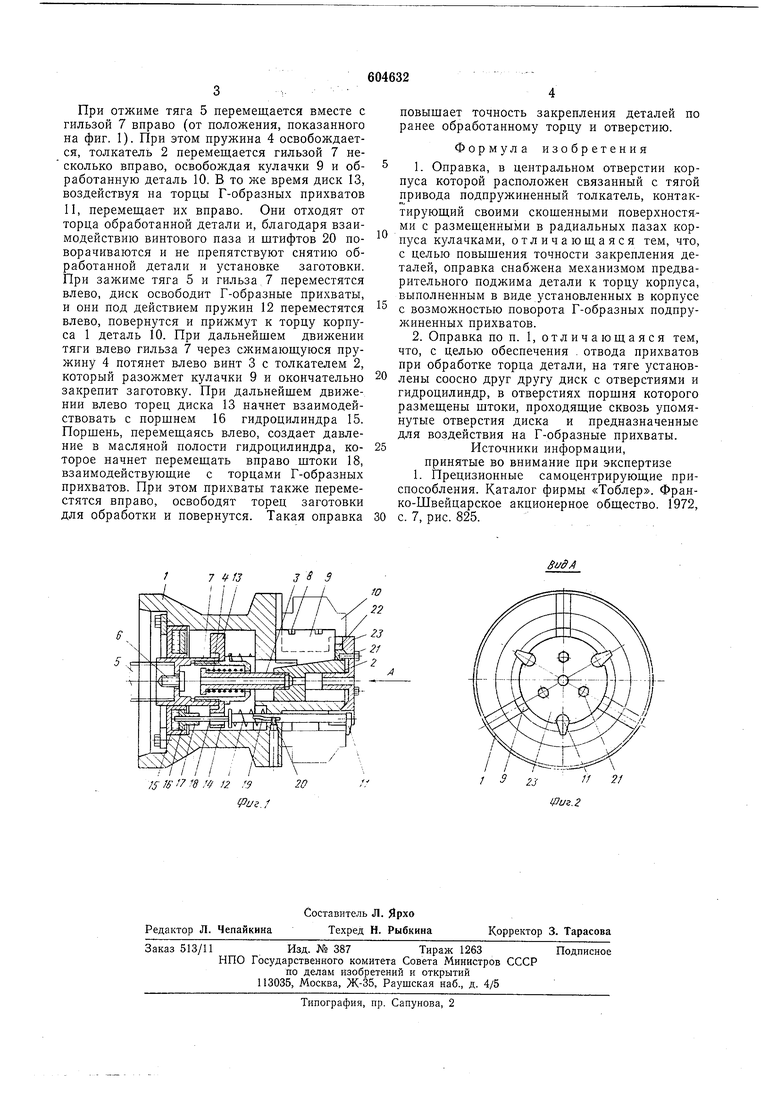
2.Оправка по п. 1, отличающаяся тем, что, с целью обеспечения . отвода прихватов при обработке торца детали, на тяге установлены соосно друг другу диск с отверстиями и гидроцилиндр, в отверстиях порщня которого размещены щтоки, проходящие сквозь упомянутые отверстия диска и предназначенные для воздействия на Г-образные прихваты.
Источники информации, принятые во внимание при экспертизе 1. Прецизионные самоцентрирующие приспособления. Каталог фирмы «Тоблер. Франко-Швейцарское акционерное общество. 1972, с. 7, рис. 825.
Si/5A
n 21
iflus.2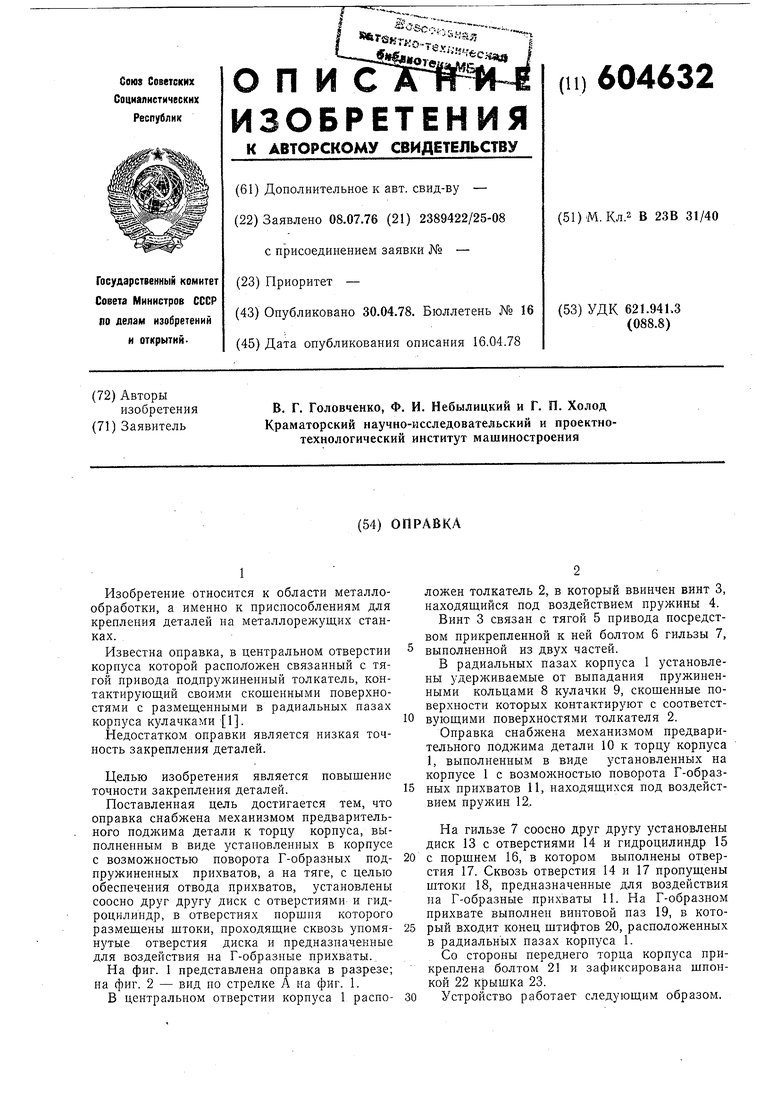
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1987 |
|
SU1504008A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Оправка для крепления деталей | 1986 |
|
SU1388196A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон я съема заготовок подшипниковых колец | 1951 |
|
SU95385A1 |
| Устройство для обратного ротационного выдавливания деталей из трубчатых заготовок | 1973 |
|
SU515553A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
