Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении.
Известны ножницы для резки проката, содержаш,ие смонтированные на станине рычаги, в каждом из которых установлены диски с внутренними цилиндрическими поверхностями, связанные с приводом и взаимодействующие с установленными в каждом нз них с возможностью радиального перемещения ножами и прижимами, имеющими рабочие поверхности, соответствующие профилю разрезаемого проката, и цилиндрические опорные новерхпостп.
Цель изобретения - уменьшение габаритов и веса ножниц. Для этого оси опорных поверхностей ножей и прижимов смещены относительно оси внутренней поверхности дисков, а между ножами, соответственно прижимами и дисками свободно установлены эксцентричные вкладыши.
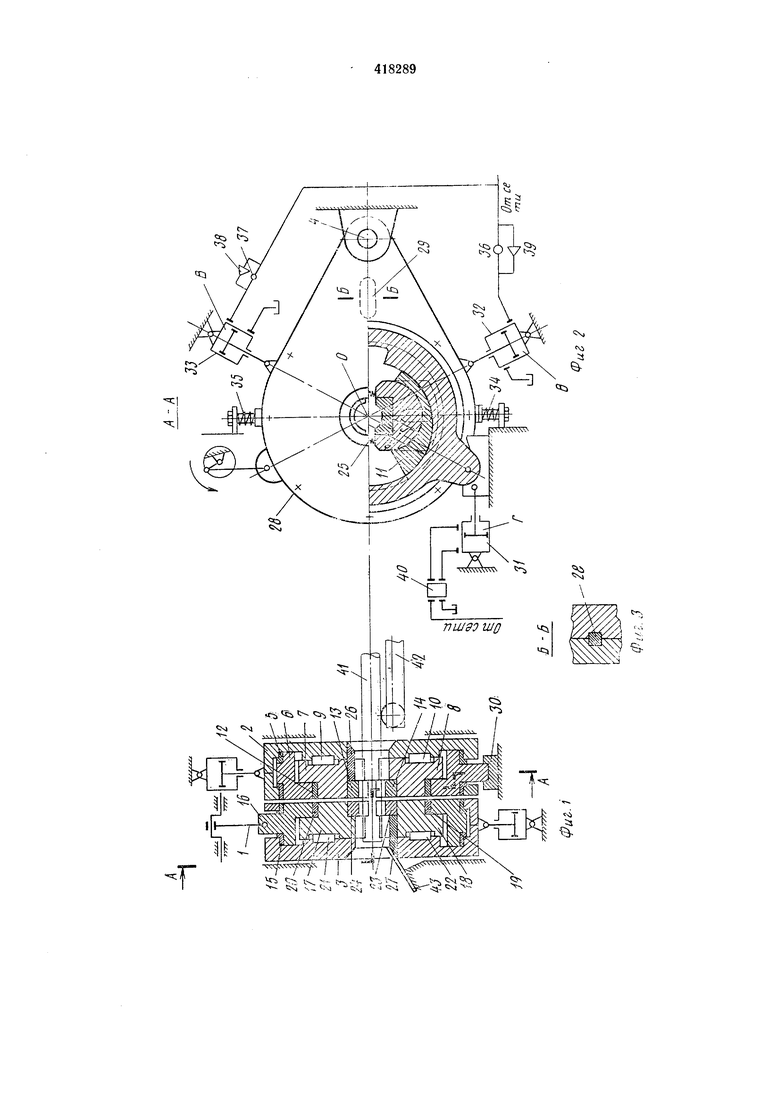
На чертеже изображено нредлагаемое устройство, где на фиг. 1 показан разрез ножниц; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по Б-Б на фиг. 2.
Ножницы содержат станину, внутри которой расноложен кривощипно-шатунный механизм 1, зажимной 2 и режущий 3 рычаги, шарнирно закрепленные на оси 4. Внутри рычага 2 на двух втулках 5 шарнирно установлен диск 6, имеющий внутреннюю поверхность в виде части цилиндра, центр которого смещен но горизонтали относительно центра О вращения. Ползуны 7, 8 фиксируются от новорота в рычаге 2 при помощи шпонок 9 и 10 и опираются па эксцентричные подпятники 11, 12, имеющими одну часть поверхности, выполнеппую по радиусу R, а другую л. Верхний прижим 13 п нож 14 закреплепы в ползунах 7, 8.
Режущий рычаг 3 имеет детали аналогичной конструкции; втулки 15, диск 16, два ползуна 17. 18, два эксцентричных подпятника 19, 20, шпопки 21, 22, нижний прижим 23 и
верхний нож 24. Между нижним прижимом и верхним ножом и между нижним ЕЮЖОМ и верхним прижимом установлены пружины 25. Пластины 26, 27 крепятся к ползунам 7, 8, 17, 18 для облегчения смепы пожей 14, 24 и
прижимов 13, 23. Рычаги 2, 3 разборны, скреплены болтами 28 и шпонкой 29.
Диск 6 шарнирно связан с ползушкой 30, соединенной с силовым цилиндром 31.
В исходное пололчение рычаги 2 п 3 устанавливаются уравновешивателямп 32 и 33 и подпружипеппыми упорами 34 и 35.
В полости В уравновещиватели 32 и 33 находятся постояпно под давлением, например, воздуха. Дроссели 36 и 37 и обратные
клапаны 38 и 39 обеспечивают плавное гашение инерции рычагов 2, 3 после резки заготовки и медленный их возврат в исходное положение до подпружиненных упоров 34 и 35.
Цилиндр 31 служит для предварительного зажима прутка перед резкой за счет подачи воздуха в полость Г и передвижения ползушки 30. Управляется цилиндр 31 распределителем 40.
Угол а разворота цапф, дисков 6, 16 выбирается конструктивно, от необходимого соотношения между усилием зажима прутка и заготовки от усилия реза.
Режущий и зажимной рычаги 2, 3 в сборе взаимозаменяемы, что повышает технологичность конструкции ножниц.
Ножницы работают следующим образом.
Пруток 41 подается рольгангом 42 до упора (не показан). От распределителя 40 попадает воздух в полость Г цилиндра 31, перемещаются ползущки 30 и поворачивается диск 6 относительно рычага 2.
При повороте диска 6 радиально перемещаются ползуны 7, 8, подпятники 11, 12 нижний нож 14 и верхний прижим 13, вследствие чего происходит предварительный зажим прутка.
При включении привода ножниц кривошипно-шатунный механизм 1 поворачивает диск 16, зажимается отрезаемая заготовка аналогично механизму зажима прутка, носле чего рычаг 3, опускаясь вниз с зажатой отрезаемой заготовкой, давит через разрезаемый пруток на нижний нож 14, увеличивается зажим как прутка, так и заготовки, т. к. рычаг 2, стремясь повернуться вокруг оси 4, увеличивает силу зажима прутка за счет дополнительного поворота диска 6, опирающегося на ползущку 30.
При увеличении усилия от кривошиино-шатунного механизма 1 поворачивается режущий рычаг 3 вокруг оси 4 при неподвижном прижимном рычаге 2, т. е. при увеличении сопротивления прутка пропорционально возрастет усилие его зажима как в режущем, так и в прижимном рычагах.
При срезе заготовки гашение кинетической энергии рычагов 2, 3, движение которых возникает от усилия упругих деформаций нагруженных деталей ножниц, происходит за счет некоторого сжатия воздуха в полости В, уравновешивателей 32, 33 и выталкивания его через обратный клапан в магистраль или рессивер. Плавность возврата рычагов в исходное положение обеспечивается дросселями 36, 37.
При возврате рычагов 2, 3 в исходное положение отрезанная заготовка сталкивается прутком на лоток 43, и цикл работы ножниц повторяется.
Предмет изобретения
Пожницы для резки проката, содержащие смонтированные на станине рычаги, в каждом из которых установлены диски с внутренними цилиндрическими поверхностями, связанные с приводом и взаимодействующие с установленными в каждом из них с возможностью радиального перемещения ножами и прижимами, имеющими рабочие поверхности, соответствующие профилю разрезаемого проката, и цилиндрические опорные поверхности, о тличающиеся тем, что, с целью уменьшения габаритов и веса ножниц, оси опорных поверхностей ножей и прижимов смещены относительно осей внутренних новерхностей дисков, а между ножами, соответственно прижимами и дисками свободно установлены эксцентричные вкладыши.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| Пресс-ножницы | 1980 |
|
SU963726A1 |
| РЕЗКИ ПРОКАТА; "с:зок>&знАЯ jinv:i:i;i-rii);Hfi'^B?K:..::;\ 1:у,ь^1\'"^'ТЁШ^ I | 1970 |
|
SU282023A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| РЕЗКИ ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ ПРОКАТА И ОТДЕЛЯЕМОЙ ОТ НЕГО ЧАСТИ | 1971 |
|
SU321321A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Кривошипные ножницы для резки сортового проката | 1980 |
|
SU882710A1 |