(54) СТЕНД ДЛЯ СБОРКИ И СВАРКИ ДЛИПНОМЕРНЫХ ПОЛОТНИЩ ПРЯМОЛИНЕЙНОЙ И КРИВОЛИНЕЙНОЙ ФОРМБ1

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Устройство для установки листов в положение их обработки | 1977 |
|
SU650762A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |


1
Изобретение относится к сварке, а именно к конструкции стенда для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной формы, свариваемых с технологическими заходными ПоТанками, и для сборки и сварки верхних, нижних поясов и вертикальных стенок главных балок электромостовых кранов, имеющих строительный подъем.
Известен стенд для сборки и сварки длинномерных полотнищ, преимущественна имеющих строительный подъем и свариваемых с технологическими заходными планками, который содержит смонтированные на основании установку для сборки и сварки со сварочным автоматом и механиз.мом настройки на свариваемый стык, секции приводного рольганга, расположенные по обеим сторонам установки для сборки и сварки, а также подвижные прижимь для поперечной ориентации заготовок, расположенные между роликами секций рольгангов.
Вдоль стенда на основании размещена направляющая, на которой с возможностью возвратно-поступательного перемещения установлены два суппорта, один из которых.
расположенный по одну сторону установки для сборки и сварки, снабжен зажимным устройством для полотнища с неподвижным упором, а второй суппорт, расположенный по другую сторону установки для сборки и
5 сварки, снабжен выдвижным упоро.м с конусо.м и механизмо.м фиксации суппорта относительно направляющей 1.
Недостатком известного стенда является необходимость перенастройки двух упоров
10 в продольном направлении и одного из них в поперечном при пристыковке очередного листа. Перенастройка упоров усложняет конструкцию стенда (требуются дополнительные механиз.мы настройки), снижает надежность его работы. Стабильное положение упоров зависит от квалификации рабочего сборщика.
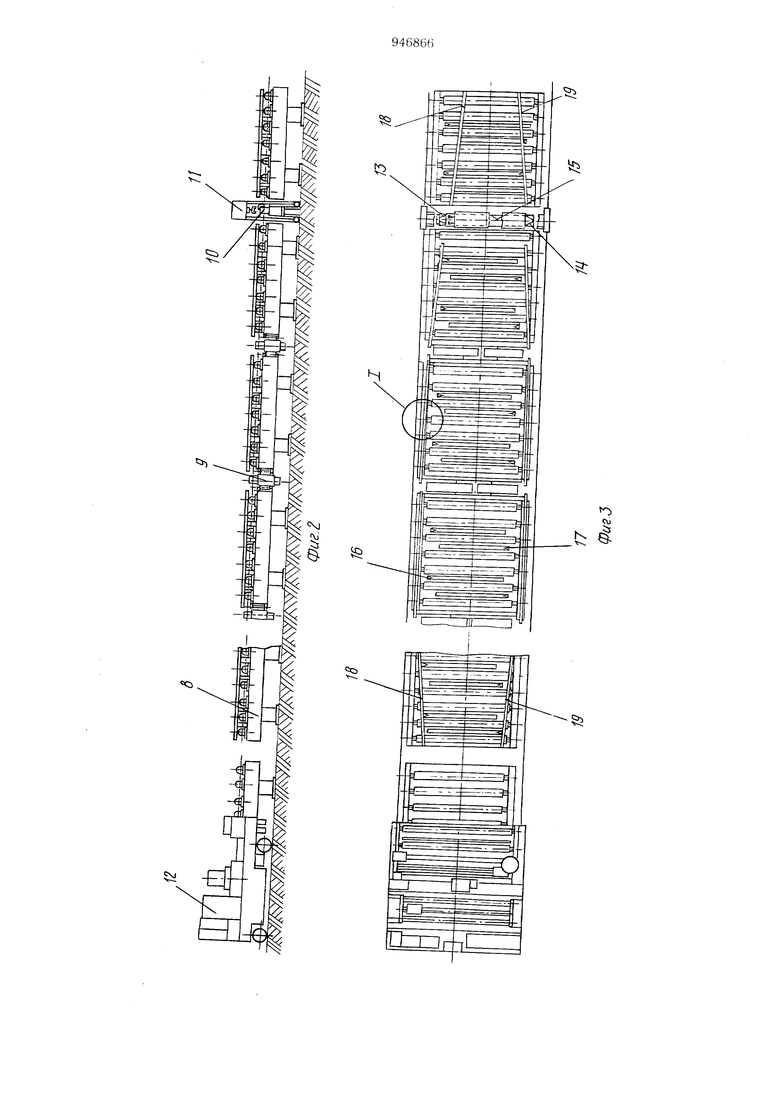
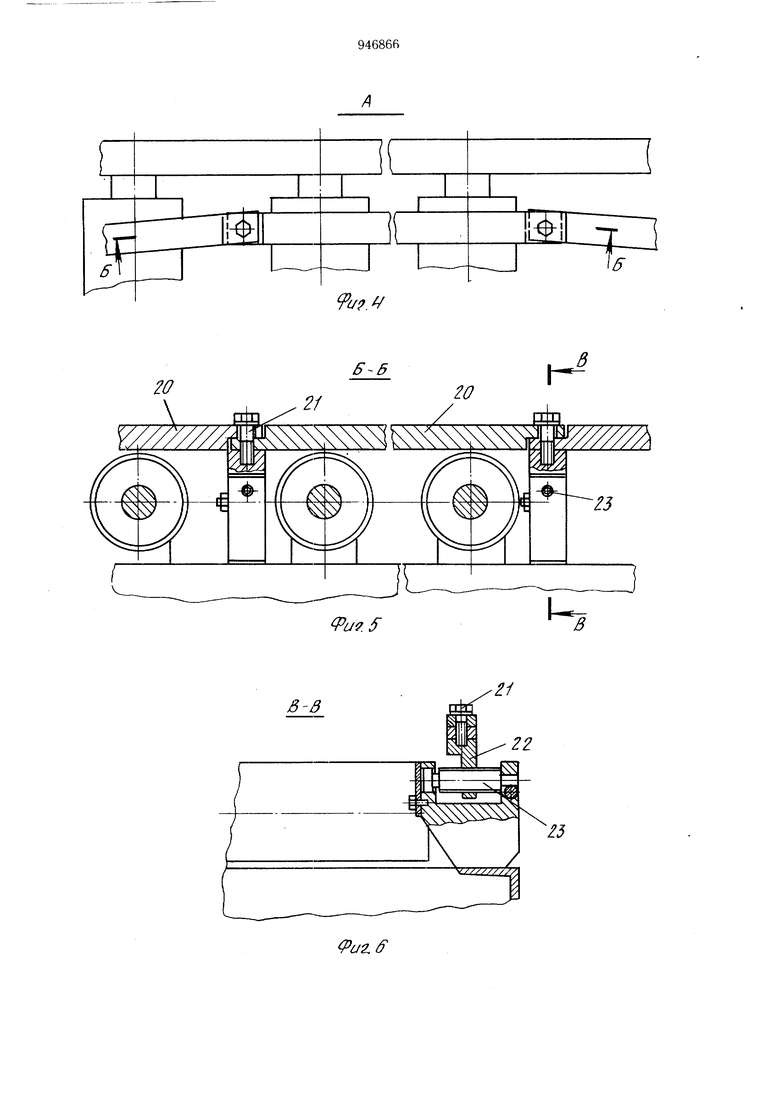
Известен стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной фор.мы, свариваемых с технологи20 чески.ми заходными планками, содержащий смонтированные на основании установку и опору для сборки, установку для сварки, кантователи, рольганги в виде отдельных секций, на рамах которых смонтированы боковые упоры, прижимы, а также расположенные по обеим сторонам опоры для сборки, базовые линейки, состоящие из отдельных шарнирно соединенных осями планок 2. Недостат-ком известного стенда является то, что он имеет сложную конструкцию и невысокую надежность работы. Цель изобретения - упрощение конструкции стенда и повышение надежности его работы. Указанная цель достигается тем, что в стенде для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной формы, свариваемых с технологическими заходными планками, содержащем смонтированные на основании установку и опору для сборки, установку для сварки, кантователи, рольганги в виде отдельных секций, на рамах которых смонтированы боковые упоры, прижимы, а также расположенные по обеим сторонам опоры для сборки и базовые линейки, состоящие из отдельных шарнирно соединенных осями планок, рамы рольгангов оснащены механизмами винт-грайка по числу осей планок, винты указанных механизмов смонтированы на рамах рольгангов и размещены перпендикулярно продольной оси стенда и параллельно рабочей плоскости рольгангов, а каждая гайка закреплена на каждой оси планки. При этом длина базовых линеек каждой секции рольганга равна длине этой секции рольганга. На фиг. 1 изображено полоткипде со строительным подъемом, состоящее из листов с прямолинейными сторонами, выложенными по дуге радиуса R, с заходными планками и планкой-щаблоном, закрепляемой на углу нестыкуемой стороны первого листа; на фиг. 2 - стенд для сборки и сварки длинномерных полотнищ; на фиг. 3 - то же, в плане; на фиг. 4 - узел А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 схема последовательности сборки криволинейного полотнища; на фиг. 8 - схема последовательности сборки прямолинейного полотнища; на фиг. 9 - схема ломаной линии, по которой выставляют базовые линейки. Собираемые полотнище состоит из листов 1-5 с прямолинейными сторонами, выложенными по дуге радиуса R, с заходными планками 6 и планкой-шаблоном 7, закрепляемой на углу нестыкуемой стороны первого листа. Стенд для сборки и сварки длинномерных полотнищ содержит приводной рольганг 8 в виде отдельных секций, между которыми расположены кантователи 9 книжного типа и опора 10 для сборки с медной подкладкой, передвижную fio рельсовому пути, уложенному вдоль стенда, установку 11 для сборки. Установка 12 для сварки с механизмом настройки на свариваемый стык также подвижна по рельсовому пути, уложенному вдоль стенда. Установка 11 для сборки выполнена в виде арки с возможностью перемещения по ней (вдоль стыка) прижимного устройства, например пневмоцилиндра, на щтоке которого закреплен прижим для поджима листов в момент сборки (прихватки). Опора 10 для сборки представляет собой металлоконструкцию, на верхней поверхности которой установлена медная подкладка, на одном торце - подвижной сдвоенный упор 13, с возможностью выставки при сборке криволинейных полотнищ по дуге радиуса криволинейного полотнища и по прямой при сборке прямолинейных полотнищ, а на другом торце - неподвижный сдвоенный упор 14 для сбор.ки криволинейных полотнищ зеркального изображения или другой кривизны. С правой стороны опоры 10 размещен продольный убирающийся упор 15„ Между роликами рольганга 8 расположены упоры 16 для поперечной ориентации свариваемых листов и подвижные прижимы 17 свариваемых листов к упорам 16. В исходном положении упоры 16 и прижимы 17 расположены ниже опорной поверхности . По обе стороны от продольной оси рольганга 8 на его секциях по дуге радиуса R криволинейного полотнища установлены две базовые линейки 18 и 19 для сборки полотнищ с зеркальным изображением или двух полотнищ разной кривизны без перенастройки. Базовые линейки 18 и 19 расположены выще опорной поверхности роликов рольганга 8 и имеют разрывы. В разрывах рольгангов и базовых линеек размещены кантователи 9. Части базовых линеек 18 и 19, расположенные слева от опоры 10 для сборки, установлены по дуге, радиус R которой выбран больщим на величину, превыщающую максимальную длину заходной планки 6. Базовые линейки 18 и 19 состоят из отдельных планок 20, соединенных между собой осями 21 щарниров, оси которых закреплены на гайках 22, перемещаемых по винтам 23, смонтированным на рамах секций рольганга. Длина планок, образующих участки базовых линеек и расположенных на каждой секции рольганга, равна длине секции рольганга. Такое закрепление планок 20 позволяет производить перенастройку линеек в зависимости от кривизны собираемого полотнища. Планки каждой базовой линейки выставляют по ломаной линии, которая является касательной к дуге радиуса кривой полотнища. При больщих радиусах кривой собираемого плотнища (R 1690000 мм) и небольщой длине планки (Lmax 1500 мм) ломаная линия очень близка к радиусной кривой. С VR + (-V-)-R YI 690000 2 + 1690000 0,16642 «0,16мм. Следовательно, базовая линейка, выполненная из отдельных планок и представляющая собой ломаную линию, практически близка к дуге заданного радиуса R. Погрешность составляет всего 0,16 мы, т. е. меньше 0,00001%. Стенд при сборке криволинейных полотниш заданного радиуса R кривизны работает следуюшим образом. На приемную секцию рольганга 8, расположенную справа от опоры 10, укладывают первый лист 1 и закрепляют на углу нестыкуемой стороны листа планку-шаблон 7, длина I которой превышает длину каждой заходной технологической планки 6, привариваемой у стыков собираемых листов, а ширина б больше, чем разрывы в базовых линейках 18 и 19. В это время упоры 16 для поперечной ориентации листов, продольный упор 15 и подвижные прижимы 17 находятся ниже опорной поверхности роликов рольганга 8. Включением всех приводов секций рольганга 8 перемещают первый лист 1 до тех пор, пока стыкуемая сторона этого листа не окажется за опорой 10 для сборки. Затем поднимают продольный упор 15 над поверхностью onopbi 10 для сборки и включают секции рольганга 8, расположенные слева от опоры 10 для сборки, на обратный ход для возврата листа 1 к продольному упору 15. После того, как стыкуемая сторона листа 1 упрется Е упор 15, лист 1 останавливают. Включают прижимы 17, которые, сдвигая лист 1 поперек стенда, прижимают его углом стыкуемой стороны к сдвоенному упору 13, а углом нестыкуемой стороны через планку-шаблон 7 - к части базовой линейки 18, расположенной слева от опоры 10 для сборки. Продольный упор 15 .убирают, а на приемную секцию рольганга 8 укладывают следующий лист 2. Затем включением приводов приемной секции рольганга 8 перемещают лист 2 до упора в торец первого листа 1. Включают прижимы 17, расположенные на приемной секции рольганга 8, которые, сдвигая лист 2 поперек стенда, прижи.мают его углом стыкуемой стороны к сдвоенному упору 13, а углом нестыкуемой стороны - к части базовой линейки 18, расположенной справа от опоры 10 для сборки. У концов линии стыка устанавливают заходные технологические планки 6. Над опорой 10 для сборки останавливают установку 11 для сборки и последовательны.м перемешение.м вдоль стыка ее прижи.ма производят выравнивание стыкуемых кро.мок и фн.хватку электросваркой соединяемых листов I и 2 и заходны.х планок 6. После этого прижимы 17 отводят в исходное положение, а собранную часть полотнища (из 2-х листов) с помошью упоров 16 для поперечной ориентации листов сдвигают к продольной оси стенда. Зате.м упоры 16 возвращают в исходное положение, чтобы они не препятствовали движению собранной части полотниша по рольгангу 8. Выдвигают продольный упор 15 и включают приводы все.х секций рольганга 8. Продольный упор 15 при выдвижении приподнимает часть полотнища, лежащего на медной подк.чадке, чтобы избежать трения полотнища о медную подкладку. Всю собранную часть полотнища перемещают влево за-опору 10 для сборки, а зате.м возвращают назад до упора стыкуемой стороной в продольный упор 15 и повторяют все операции со следующим листом 3 и так с оставльны.ми листами 4 и 5, пока не будет собрано все полотнипде. .Аналогично производят сборку зеркального изображения криволинейного полотнища по базовой линейке 19 и по неподвижному упору 14 с той лищь разницей, что сдвиг собранной части полотнища поперек стенда производят прижима.ми 17. Наличие двух базовых линеек 18 и 19 позволяет производить сборку двух полотнищ с разной кривизной. В случае сборки полотнип; кривизны необходимо части базовых линеек 18 и 19, расположенные справа от опоры 10 для сборки, выставить по касательной к дуге требуемого радиуса R2 криволинейного полотнища, а части базовых линеек 18 и 19, расположенные слева от опоры 10, выложить по касательной к дуге с радиусо.м R, равны.м сумме радиуса R2 и длины I планки-щаблона 7. Это достигают вращением винтов 23, которые смещают гайки 22 с закрепленными на них осями 21 шарниров, располагая планки 20 по касательной к дуге радиуса R2 и к дуге радиуса R3 R2 + 1 (о координатной системе). После сборки всех стыков полотнища установка 12 для сварки подъезжает к каждому стыку, и производится их автоматическая сварка. После сварки всех швов установку 12 для сварки выводят в конец стенда ( в исходное положение) и кантователем 9 кантуют полотнище на 180° для сварки обратной стороны стыков. Стенд при сборке пря.молинейных полотнищ работает следующим образом. Все упоры 16 подни.мают и выставляют по одной прямой. В этот момент все прижимы 17 и продольный упор 15 убран. На приемную секцию рольганга 8 укладывают лист I и перемещают за опору 10 для сборки. Поднимают продольный упор 15 над поверхностью опоры 10 и включают на обратный ход секции рольганга 8, расположенные слева от опоры 10, для возврата листа к нродольному упору 15. После того, как стыкуемая сторона листа упрется в упор 15, JIHCI 1 останавливают. Включают прижимы 17. которые,сдвигая лист 1 поперек стенда, прижимают его одной стороной к сдвоенному упору 13 и к упору 16. В этом случае происходит поперечная ориентация листа, расположенного слева от опоры 10. Лист 1 оказывается зафиксированным. Продольный упор 15 убирают, на приемную секцию рольганга 8 укладывают следующий лист (лист 2) и включением приводов прие.мной секции рольганга 8 перемещают его до упора в торец листа 1. Включают прижимы 17, расположенные на приемной секции рольганга 8, которые, сдвигая лист 2 поперек стенда, прижимают его одной стороной к сдвоенному упору 13 и к упору 16 для нонеречной ориентации листа, расположенного справа от опоры 10. У концов линии стыка устанавливают заходные технологические планки, производят выравнивание стыкуемых кромок прижимом установки 1 для сборки и прихватку соединяемых листов и заходных планок. Затем прижи.мы 17 отводят, а также отводят и упоры 16 и 13 для обеспечения свободного прохода заходных планок. Выдвигают продольный упор 5 и включают нр1-1вод всех секций рольганга 8. Собранную часть полотнища неремещают за опору 10, возвращают назад до упора 15, выставляют по одной нря.мой все уноры 16 и 13 и прижимают к ним прижимами 17 собранную часть полотнища. На приемную секцию рольганга 8 укладывают лист 2, и процесс сборки новторяется. Использование базовых линеек, выставленных по касательной к дуге криволинейного полотнища, стабильное расположение базовых линеек в процессе сборки всего полотнища выго.дно отличает предлагаемый стенд от известного, так как упрощается его конструкция. В результате будет повыщена надежность работы стенда, что позволит получать полотнища идентичной фор.мы. Балка мостового крана, собранная ..Аff ИЗ идентичных по форме вертикальных стенок, отличается высоки.м качеством, так как нет необходимости править винтообратность и серповидность балки. Стенд имеет расьпиренные технологические Возможности, так как на нем можно нроизводить кантовку и двухстороннюю сварку длинномерных полотнищ. Ожидаемый экономический эффект от использования стенда составит 55425 руб. в год.. Формула изобретения 1.Стенд для сборки и сварки дли1 номерных полотнищ прямолинейной и криволинейной формы, свариваемых с технологическими заходными планками, содержащий смонтированные на основании установку и опору для сборки, установку для сварки, кантователи, рольганги в виде отдельных секций, на рамах которых смонтированы боковые упоры, прижимы, а также расположенные по обеим сторона.м опоры лля сборки и базовые линейки, состояпаие из отдельных щарнирно соединенных осями планок, отличающийся те.м, что, с целью упрощения конструкции стенда и повышения надежности его работ:ji, рамы рольгангов оснащены .механизмами винт-гайка по числу осей планок, винты указанных механизмов смонтированы на рамах рольгангов и размещены перпендикулярно продольной оси стенда и парал.лельнс рабочей плоскости рольгангов, а каждая гайка закреплена на каждой оси планки. 2.Стенд по п. 1, отличающийся тем, что, с целью обеспечения кантовки полотнищ на стенде при двухсторонней сварке нолотнии и длина базовых линеек каждой секции рольганга, равна длине этой секции рольганга. Источники информации, принягые во внил:ание при экспертизе 1.Авторское свидетельство СССР № 68483L кл. В 23 К 37/04, 3.01.1977. 2.Авторское свидетельство СССР по заявке .NO .2856082/25-27, кл. В 23 К 37/04, 2.ХИ.979 (прототип). .
cs,
4i
вд Х 7 / 151д I . I
// fS
