KJ
со
а Изобретение относится к иолифованию мате.риалов связанным абразивом (алмазом, альбором). Цель изобретения - повышение качества обработки при планетарном шлифовании. На фиг, 1 изображена кинематичес кая схема устройства, реализующего предложенный способ; на фиг. 2 схема контакта шлифуемой поверхност и сектора режущего -элемента при плоском встречном щлифовании; на фиг. 3то же, при плоском попутном шлифовании; на фиг. 4 - то же, при круглом встречном шлифовании. Устройство, реализующее -способ, состоит из шпинделя 1, вращаемого двигkтeлeм (не показан). На шпин. деле 1 жестко закреплено водило 2, несуп ее на валах 3 режущие элементы 4 и сателлиты 5, с возможностью обкатки последними солнечного колеса 6 При вращении шпинделя 1 с водилом 2 сателлиты 5, обкатывая солнечное колесо 6, сообщают режущим элементам 4 вращательное движение, состоящее из вращения вокруг оси итинделя 1 и собственной. При этом, в случае отношения радиусов неподвижной и подвижной центроид, равного P/q, где Р и q - целые взаимно простые числа, режущий элемент за одан оборот водила 2 совериает в абсолютном движении 1+P/q. оборотов, а через q оборотов водила 2 - целое чиспо оборотов, равное q+P. Таким образом, кинематикой обусловлено контактирование режущего эле мента со шлифуемой поверхностью числом равномерно размещенных на рабочей поверхности секторов, равным q, с повторяемостью контактирования каж дого через каждые q оборотов водила. При условии выполнения профиля каждо го из секторов сопрягаемым с профилем шлифуемой поверхности, при каждом обороте водила режущий элемент, планетарно перемещаясь, входит в фор мообразукгщий контакт, например, при плоском ршифовании точкой К„ сектора К,К„К,К К-, режущего элемента (фиг. 2 Т л. у 4 и 3) в точке Д участка шлифуемой поверхности и далее, непрерыв но контактируя сектором участком при встречном относительном движении, выходит из контакта точкой К, в точке Д При этом участками К К и , с учетом прерывистости процесса и набегания припуска справа (фиг. 2) при встречной подаче и слева (фиг. З) при попутной, сошлифовывается накопившийся за время паузы в шлифовании припуск плюс набегающий. Это обуславливает более интенсивный износ этих участков. При набегании припуска справа участки К,К„ и К К К во время контактирова1 а 7. 3 4 ния работают в режиме выхаживания в Участок окрестнос ях точек Д и Д 3 же К Kg работает в режиме интенсивного шлифования. При набегании припуска слева интенсивное шлифование осуществляется участком К Kg. в окрестности точки Д , а участками К К,,, и KjKjK - выхаживание в окрестности точек Д. По мере износа участков К, К, и К К выхаживание этими участками прекращается, в режиме выхаживания продолжает работать только участок К К К , происходит частичное перераспределение снимаемого припуска по участкам. Таким образом осуществляется съем припуска на развитой площади шлифуемой поверхности с односторонне направленной осцилляцией контакта. Частота ОСЦИЛЛЯ1ЧИИ рацна .произведению частоты вращения шпинделя на число режущих элементов. Профиль секторов ньшолнен сопрягаемым с профилем шлифуемой поверх-ности: при плоском шлифовании (фиг.2 и 3) - с прямой линией LL, при круглом (фиг. 4) - с окруз«сностью радиусом, равным радиусу детали Кд. Получение сопряженного профиля возможно правкой при вращающемся шпинделе и при перемещении, в пределах зоны контактирования за оборот шпинделя режущего элемента со шлифуемой поверхностью, одного или нескольких правящих кара1-1дашей по поверхности. идентичной шлифуемой, по произвольным, но достаточно близким, траекториям. Вьтолнение участков и К. 1 крупнозернистыми, а участка К К К мелкозернистым обусловливает съем верхних слоев припуска .крупным зерном, а выхаживание (съем тонких прилежащих слоев и формирование шерохо- в тости прошлифованной поверхности) мелким. При круглом шлифовании схема контакта и схема съема припуска аналогичны. Отличие состоит, ввиду одностороннего набегания припуска, в выполнении убывания зернистости в пределах сектора в направлении вращения режущего элемента, что обусловливае съем основного припуска крупнозернистым участком К КрСфиг. 4), а выхаживание - мелкорезнистым К К . Таким образом, реализуется в один прием без переустановки детали и сме ны инструмента черновое и чистовое выхаживание) шлифование. Совмещение нескольких операций с большим числом зернистостей аналогично. Числе) участков разной зернистости и соотношение величин зериистостей участков зависит от требуемой чистоты поверхности и в каждом конктерном случае подбирается исходя из справоч ных данных либо расчетно-экспериментальным способом по известным 1 авиримостям. На фиг. 2, 3 и 4 отношение радиуса начальной окружности солнечного колеса (радиус неподвижной центроиды) к радиусу начальной окружности сателлита (радиусу подвижной центроиды) принято равным 5/3. Число зернистостей на одном режущем элементе равно двум. Изображенная угловая ориентация обеспечивается при сборке устройства. Устройством (фиг.2 3 и 4) осуществляют прерывистое шлифование тремя секторами режущих эле9064ментов с периодом контактирования каждого сектора со шлифуемой поверхностью, равным трем оборотам шпинделя. Очередность контактирования секторов, на примере плоского шлифования, следующая: К,К К - К КзК,„К„К,К - К,К,,К, и. т.д. Другими режущими элементами контактирование аналогично. Формула изобретения 1. Способ шлифования по авт.св. № 948620, отличающийся тем, что, с целью повьовения качества обработки, отношение численных величин угловых скоростей берут дробным, а сами числёшвые величины - положительными, целыми, взаимно простыми числами. 2.Способ по п. 1, отличающий с я тем, что, с целью повьш1ения качества обработки при плоском шлифовании, берут круг, состоящий из нескольких секторов разной зернистости, убывающей в пределах сектора к его середине. 3.Способ по п. 1,отличающ и и с я тем, что, с целью повьшгения качества обработки при круглом шлифовании, берут круг, состоя1 $1й из нескольких секторов раэнрй зернистости, убьшающей в пределах сектора в направлении вращения.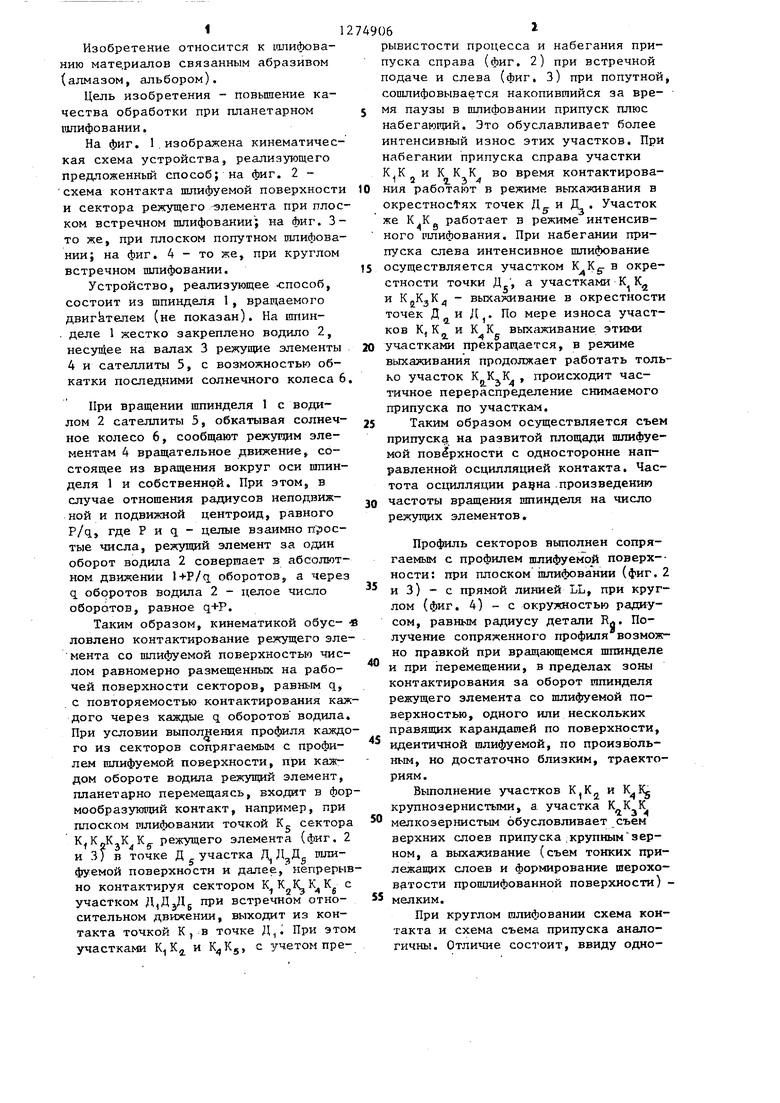
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| Абразивный прерывистый круг | 1985 |
|
SU1388269A1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| Способ управления процессом шлифования дорожек качения | 1982 |
|
SU1148760A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |

Изобретение относится к способам шлифования материала связанным абразивом (алмазом) и является усовершенствованием изобретения по авт.св. (с 948620. Цель изобретения состоит в повьппении качества обработки за счет toro, что отношение численных величин угловых скоростей берут дробным, а сами численные величины - положительными, целыми, взаимно простьми числами. При плоском шлифовании берут круг, состоящий из нескольких секторов разной зернистости, убывающей в пределах сектора к его середине о При круглом р лифовании берут круг, состоящий из нескольких секторов разной зернистости, убывающей в пределах сектора в направлении вращения. 2 з.п. ф-лы, 4 ил.
| Способ шлифования | 1980 |
|
SU948620A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
