(54) СПОСОБ ОБРАБОТКИ ПРИРОДНОГО КАМНЯ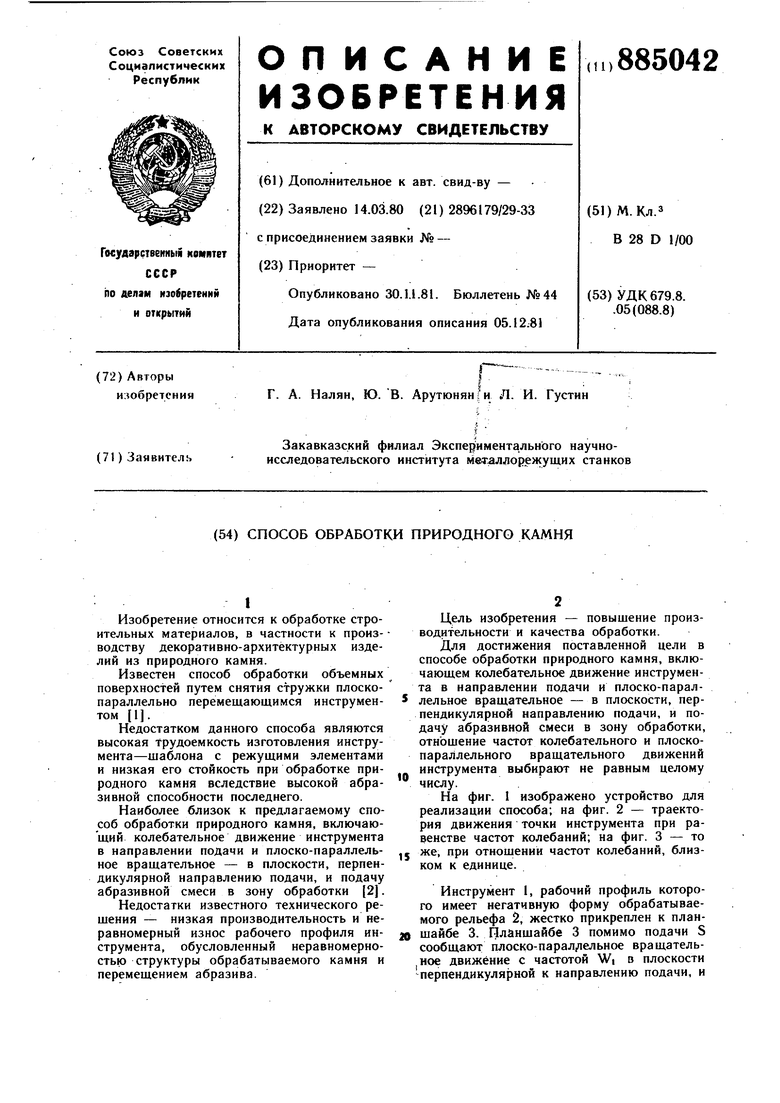
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ копировальной обработки природного камня и станок для его осуществления | 1985 |
|
SU1818241A1 |
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| Устройство для обработки фасонного изделия | 1985 |
|
SU1271723A1 |
| Способ обработки рабочей поверхности магнитной головки | 1990 |
|
SU1758671A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| Способ чистовой обработки ограниченных плоских поверхностей абразивным бруском | 1982 |
|
SU1038200A2 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| Способ отделочной обработки абразивным бруском | 1975 |
|
SU704769A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
л
Изобретение относится к обработке строительных материалов, в частности к произ- водству декоративно-архитектурных изделий из природного камня.
Известен способ обработки объемных поверхностей путем снятия стружки плоскопараллельно перемещающимся инструментом 1 .
Недостатком данного способа являются высокая трудоемкость изготовления инструмента-шаблона с режущими элементами и низкая его стойкость при обработке природного камня вследствие высокой абразивной способности последнего.
Наиболее близок к предлагаемому способ обработки природного камня, включающий колебательное движение инструмента в направлении подачи и плоско-параллельное вращательное - в плоскости, перпендикулярной направлению подачи, и подачу абразивной смеси в зону обработки 2J.
Недостатки известного технического рещения - низкая производительность и неравномерный износ рабочего профиля инструмента, обусловленный неравномерностью структуры обрабатываемого камня и перемещением абразива.
Цель изобретения - повыщение производительности и качества обработки.
Для достижения поставленной цели в способе обработки природного камня, включающем колебательное движение инструмента в направлении подачи и плоско-параллельное вращательное - в плоскости, перпендикулярной направлению подачи, и подачу абразивной смеси в зону обработки, отношение частот колебательного н плоскопараллельного вращательного движений инструмента выбирают не равным целому
10 числу.
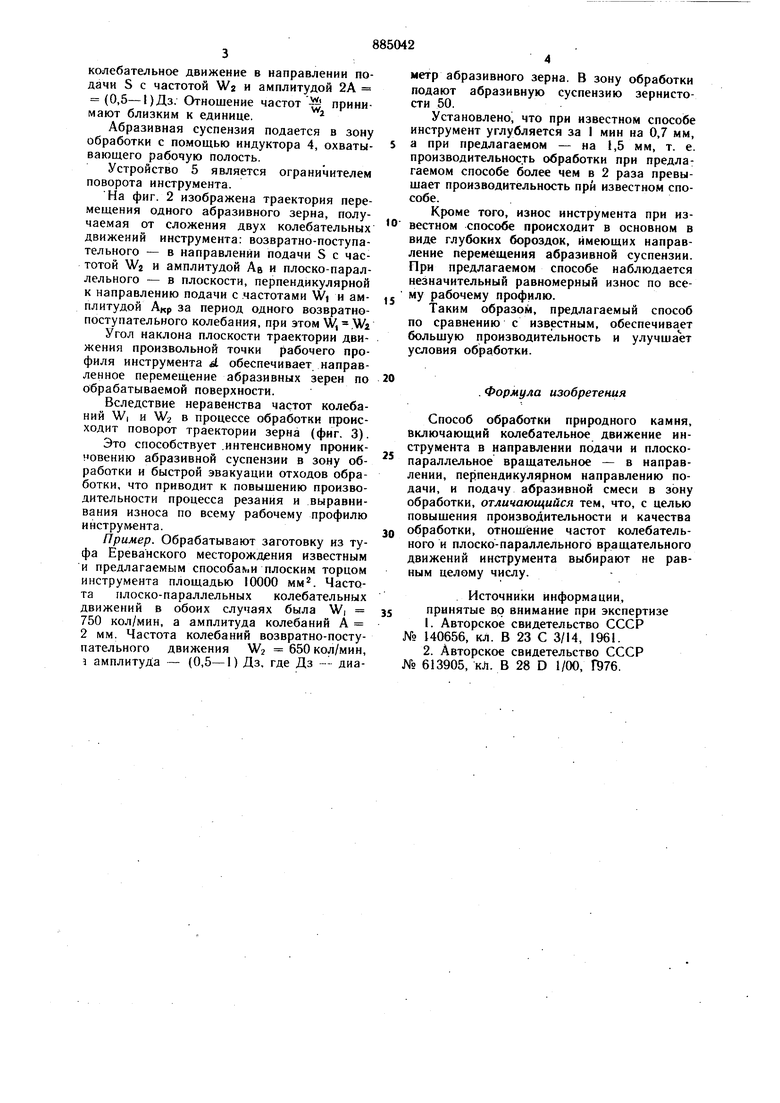
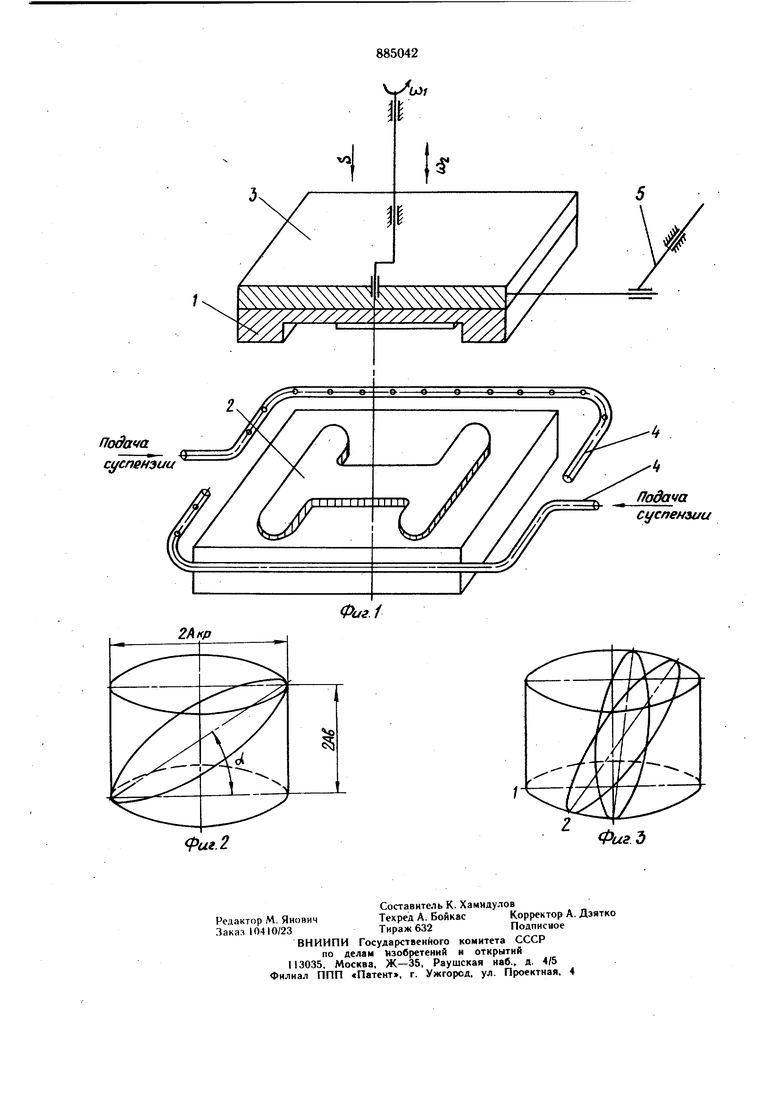
На фиг. 1 изображено устройство для реализации способа; на фиг. 2 - траектория движения точки инструмента при равенстве частот колебаний; на фиг. 3 - то ,5 же, при отношении частот колебаний, близком к единице.
Инструмент 1, рабочий профиль которого имеет негативную форму обрабатываемого рельефа 2, жестко прикреплен к планшайбе 3. Планщайбе 3 помимо подачи S сообщают плоско-парал 1ельное вращательное движение с частотой Wi в плоскости перпендикулярной к направлению подачи, н колебательное движение в направлении подачи S с частотой Wz и амплитудой 2А (0,5-1)Дз. Отношение частот принимают близким к единице. Абразивная суспензия подается в зону обработки с помощью индуктора 4, охватывающего рабочую полость. Устройство 5 является ограничителем поворота инструмента. На фиг. 2 изображена траектория перемещения одного абразивного зерна, получаемая от сложения двух колебательных движений инструмента: возвратно-поступательного - в направлении подачи S с частотой W2 и амплитудой Ав и плоско-параллельного - в плоскости, перпендикулярной к направлению подачи с частотами W| и амплитудой АКР за период одного возвратнопоступательного колебания, при этом W, ,W2 Угол наклона плоскости траектории движения произвольной точки рабочего профиля инструмента d. обеспечивает направленное перемещение абразивных зерен по обрабатываемой поверхности. Вследствие неравенства частот колебаний W| и W2 в процессе обработки происходит поворот траектории зерна (фиг. 3). Это способствует .интенсивному проникновению абразивной суспензии в зону обработки и быстрой эвакуации отходов обработки, что приводит к повышению производительности процесса резания и выравнивания износа по всему рабочему профилю инструмента. Пример. Обрабатывают заготовку из туфа Ереванского мecтopoжд eния известным и предлагаемым способа 1И плоским торцом инструмента площадью 10000 мм. Частота плоско-параллельных колебательных движений в обоих случаях была W| 750 кол/мин, а амплитуда колебаний А 2мм. Частота колебаний возвратно-поступательного движения W2 650 кол/мин, 3амплитуда - (0,5-1) Дз. где Дз - диаметр абразивного зерна. В зону обработки подают абразивную суспензию зернистости 50. Установлено, что при известном способе инструмент углубляется за I мин на 0,7 мм, а при предлагаемом - на 1,5 мм, т. е. производительность обработки при предлагаемом способе более чем в 2 раза превышает производительность при известном способе. Кроме того, износ инструмента при известном способе происходит в основном в виде глубоких бороздок, имеющих направление перемещения абразивной суспензии. При предлагаемом способе наблюдается незначительный равномерный износ по рабочему профилю. Таким образом, предлагаемый способ по сравнению с известным, обеспечивает большую производительность и улучшает условия обработки. . Формула изобретения Способ обработки природного камня. Включающий колебательное движение инструмента в направлении подачи и плоскопараллельное вращательное - в направлении, перпендикулярном направлению подачи, и подачу абразивной смеси в зону обработки, отличающийся тем, что, с целью повышения производительности и качества обработки, отношение частот колебательного и плоско-параллельного вращательного движений инструмента выбирают не равным целому числу.Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 140656, кл. В 23 С 3/14, 1%1. 2.Авторское свидетельство СССР JMb 613905, кЛ. В 28 D 1/00, Г976.
Vw П
