Изобретение относится к технологии приборостроения, в частности к процессам обработки магнитных головок.
Известен способ доводки рабочей поверхности магнитной головки 1, согласно которому магнитной головке сообщают осциллирующее движение по дуге с возвратно- поступательным характером, инструменту - вращательное движение резания, а магнитной головке - возвратно-колебательное формообразующее движение.
Недостатком указанного способа является то, что совокупность осциллирующего возвратно-поступательного движения магнитной головки, совершаемого по дуге, и вращательного движения резания не позволяет непрерывно изменять направление вектора скорости резания по отношению к направлению рабочего зазора магнитной головки и тем самым качественно вскрывать рабочий зазор.
Наиболее близким по технической сущности к заявляемому является способ обработки рабочей поверхности магнитной головки 2 В соответствии с ним магнитную
головку прижимают рабочей поверхностью к плоскому абразивному инструменту при их относительном перемещении с непрерывным изменением направления вектора скорости резания относительно направления рабочего зазора магнитной головки и сообщают магнитной головке вращательно- колебательное движение вокруг оси цилиндрической части ее рабочей поверхности.
Указанному способу присущ следующий недостаток. При относительном перемещении магнитной головки и инструмента, складывающемся из двух вращательных движений магнитной головки и инструмента, скорость резанмя в каждой точке образующей рабочей поверхности магнитной головки будет отличаться по абсолютной величине, в результате чего условия резания и качество вскрытия рабочего зазора по его длине будут неравномерны. Неравномерность будет тем больше, чем больше длина рабочего зазора (у многодорожечных магнитных головок и при параллельной обработке магнитных головок в многоместном приспособлении).
Ьч|
сл
00
О 4J
Целью изобретения является повышеие качества вскрытия рабочего зазора.
Цель достигается тем, что магнитной гоовке сообщают относительно абразивного нструмента поступательное движение по кружности диаметром 80,., 150 мм с углоой частотой 1,5.,,5,5 с .
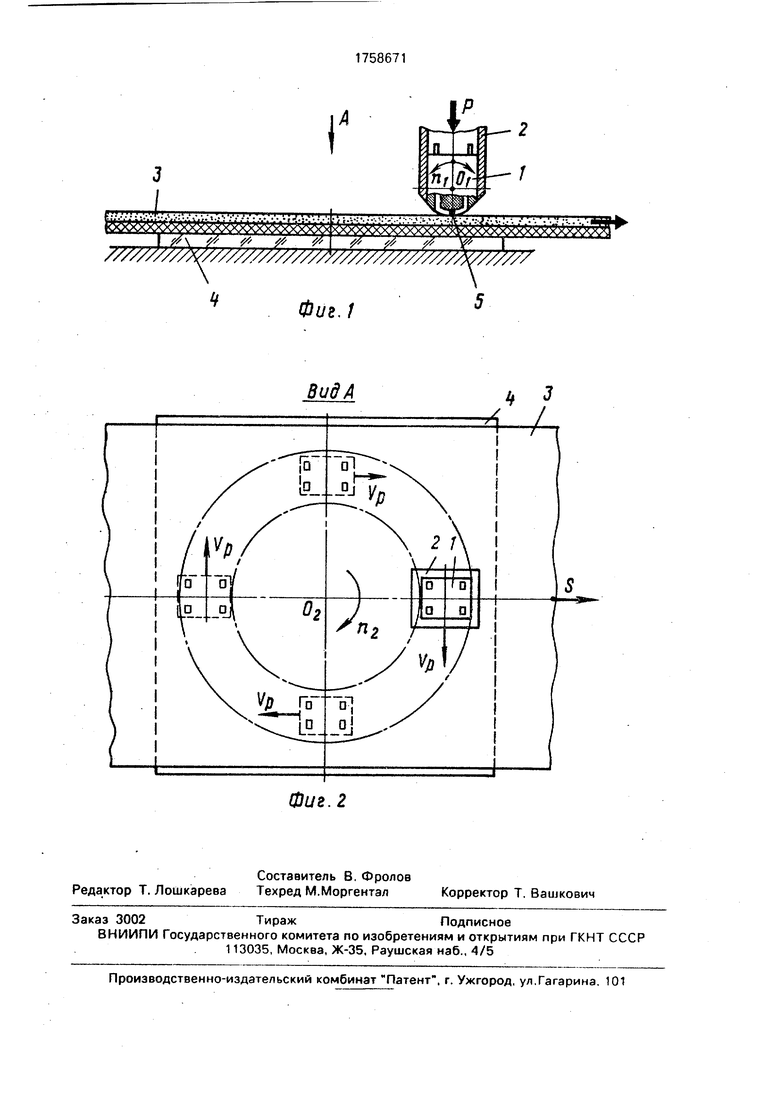
На фиг. 1 показана схема обработки; на иг. 2 - вид А на фиг. 1.
Магнитную головку 1 устанавливают в риспособлении 2 и прижимают потоком хлаждающей жидкости давлением Р к поверхности абразивного инструмента 3. представляющего собой ленту бесконечной лины, нижний слой которой - эластичная например, лавсановая) основа, а верхний, рабочий, - полимеризированная абразивная суспензия. Инструмент расположен на неподвижном столе 4. имеющем форму прямоугольника. Магнитной головке сообщают вращательно-колебательное движение вокруг оси Oi с угловой частотой щ, а также поступательное движение по окружности диаметром 80... 150 мм вокруг оси 02 с угловой частотой П2.
За счет этого направление вектора скорости Vp резания непрерывно изменяется по отношению к направлению рабочего зазора 5 (линия рабочего зазора является об- разующей профиля рабочей поверхности магнитной головки), которое в пространстве неизменно. Причем направление скорости резания переменно не только при обработке зоны рабочего зазора, но и (за счет вра- щательно-колебательного движения магнитной головки вокруг оси Oi) при обработке любой точки рабочей поверхности магнитной головки. Угловую частоту вращения вектора скорости резания стабилизируют в диапазоне 1,5...5,5 с .
По мере износа абразивного инструмента осуществляют его замену путем поступательного перемещения S. Периодичность смены инструмента зависит от его стойкости и режимов обработки.
Охлаждающую жидкость подают к торцу магнитной головки (противоположному ее рабочей поверхности) и за счет этого создают усилие прижима.
По окончании цикла обработки прекращают подачу охлаждающей жидкости, отводят магнитную головку 1 от поверхности абразивного инструмента 3 и прекращают вращэтельно-колебательное движение вокруг оси Oi и поступательное по окружности - вокруг оси Ог. Производят выгрузку-загрузку магнитных головок и повторяют цикл.
Режимы обработки:
Угловая частота вращательно-колеба- тельного движения щ 2...2,5
угловая амплитуда вращательно-коле- бательного движения AI 60°;
угловая частота поступательного движения по окружности па 1,5.,.5,5 с 1;
диаметр траектории поступательного движения по окружности d 80... 150 мм; скорость резания Vp 22...155 м мин;
давление охлаждающей жидкости Р 0.4 МПа;
основное время обработки Т0 25...30 с;
время цикла Тц 30...35 с; производительность процесса Q 100...120 дет/ч.
Параметры абразивного инструмента;
основа - полиэтилентерефталат;
связка - сополимер винилхлорида с ви- нилацетаюм;
материал зерен - карбид кремния;
величина зерен - 1...7 мкм.
Параметры обрабатываемых магнитных головок:
материал сердечника - сендаст, пермаллой;
толщина рабочего зазора - 1 мкм;
шероховатость рабочей поверхности после обработки Ra 0,03...0.04 мкм; отдача-0,28 ...0,35:
частотная характеристика воспроизведения - 10 дБ.
Положительный эффект от заявляемого изобретения заключается в повышении ка- чества рабочего зазора. Способ обеспечивает стабильность технологического процесса обработки и позволяет автоматизировать его.
Формула изобретения Способ обработки рабочей поверхности магнитной головки, при котором магнитную головку прижимают рабочей поверхностью к плоскому абразивному инструменту при их относительном перемещении с непре- рывным изменением направления вектора скорости резания относительно направления рабочего зазора магнитной головки и сообщают магнитной головке вращательно-колебательное движение вокруг оси ци- 0 линдрической части ее рабочей поверхности, отличающийся тем, что, с целью повышения качества вскрытия рабочего зазора, магнитной головке сообщают относительно абразивного инструмента 5 поступательное движение по окружности диаметром 80... 150 мм с угловой частотой 1.5...5,5с 1.
//////////ж//////
4Фик.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки рабочей поверхности магнитных головок | 1983 |
|
SU1146723A1 |
| Способ обработки рабочей поверхности магнитной головки | 1977 |
|
SU624270A1 |
| Способ доводки рабочей поверхности магнитной головки | 1988 |
|
SU1589319A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ доводки рабочей поверхности магнитной головки | 1986 |
|
SU1531139A1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| Способ очистки деревьев от сучьев | 1981 |
|
SU990517A1 |
| Способ доводки рабочей поверхности магнитной головки | 1985 |
|
SU1281589A1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
Изобретение относится к приборостроению, а именно к производству магнитных головок. Целью изобретения является повышение качества вскрытия рабочего зазора. Сущность изобретения заключается в том, что магнитной головке сообщают относительно абразивного инструмента поступательное движение по окружности диаметром 80 ... 150 мм с угловой частотой 1,5...5,5 . 2 ил.
В ид А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ доводки рабочей поверхности магнитной головки | 1985 |
|
SU1281589A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ доводки рабочей поверхности магнитной головки | 1986 |
|
SU1531139A1 |
| кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
