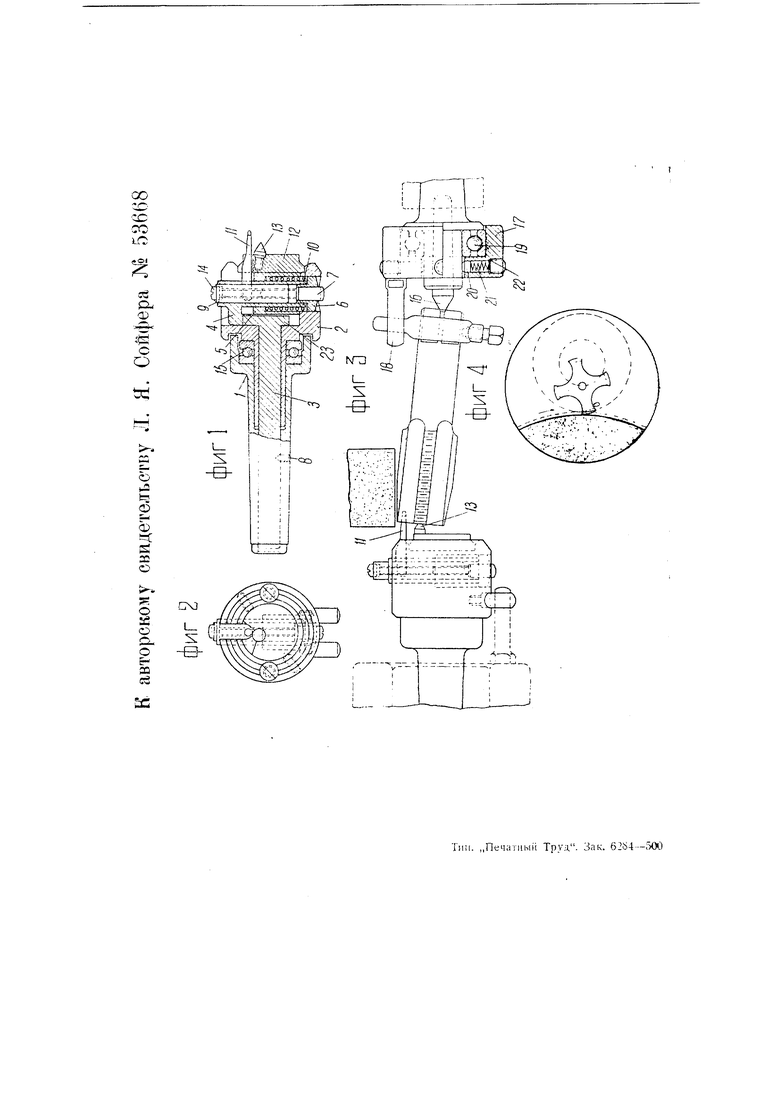
Уже известны приспособления для шлифования заборной части метчиков путем вращения вокруг оси, не совпадающей с геометрической осью. Подобные приспособления, с целью автоматической заточки всех перьев метчиков с одной установки, предлагается снабдить поводковым пальцем, подвижным в радиальном направлении под действием неподвижного эксцентрика; последний переводит поводковый палец последовательно из одной канавки метчика в другую. На чертеже фиг. 1 изображает продольный разрез той части приспособления, которую вставляют в переднюю бабку; фиг. 2-вид ее спереди; фиг. 3- общий вид приспособления, частично в разрезе; фиг. 4 поясняет работу приспособления. Деталь / представляет собой втулку с конусом Морзе, которым она сидит в шпинделе шлифовального станка. Во втулке укреплен винтом 5 валик 5, оканчивающийся эксцентриком 23, по которому скользит отросток ползуна 4, укрепленного в корпусе 2 при по.мощи гайки 6. В гайке 6 на шпильках укреплен винт 7, служащий для регулирования- положения стержня 9 с пальцем //. В корпусе 2 укреплен диск/2 I ьч;-с двумя эксцентриЦ+н Ш1иртвё йтй-ями для центра 73. Метчик устайггвяи--. вается своей режущей частью на центре 13 и хвостовиком с надетым хомутиком-на центре/6 задней бабки. Детали 7 и5 сидят неподвижно в шпинделе шлифовального станка. Вращение корпус 2 получает посредством поводка и через палец // вращает метчик. При вращении корпуса 2 ползун 4 скользит по эксцентрику 23 и вследствие этого перемещается вдоль своей оси вместе с пальцем //. Прижимание ползуна 4 к эксцентрику 23 осуществляется пружиной JO. За полный оборот метчика палец // расцепляется с метчиком и, минуя прошлифованное перо, входит в зацепление со следующим пером, после чего метчик опять начинает вращаться, и процесс повторяется. Угол заборной части получается вследствие смещения центров передней и задней бабок друг относительно друга. В случае, если это смещение больше или меньше требуемого по чертежу, установка корректируется поворотом стола станке. Задний угол затылка получается вследствие эксцентричного смещения центра от вертикальной и горизонGO
::c
ТС
LO
Й A
с
td
О ( t
1 Й
a: о
о аз о
да и
С I 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU241994A1 |
| Круглошлифовальный станок | 1981 |
|
SU1052370A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| Способ затылования метчиков | 1983 |
|
SU1333542A1 |