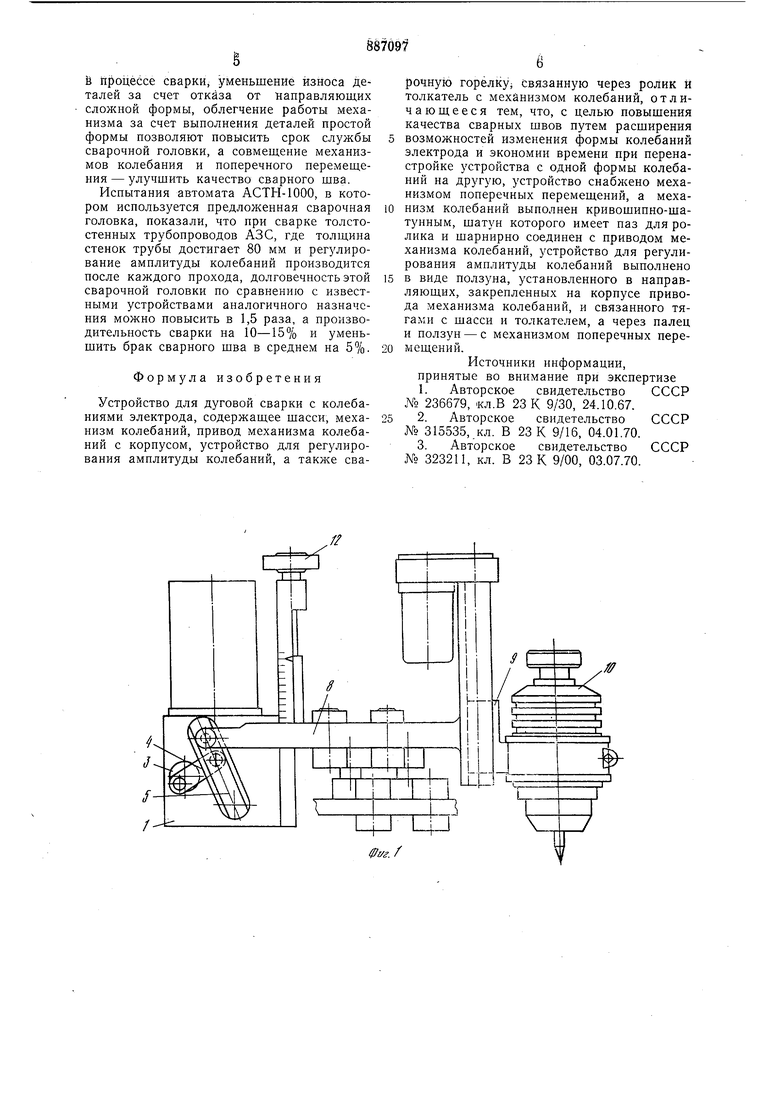
Кроме того, всё сварочные головки оснащены механизмом поперечного перемещения ее относительно свариваемого стыка, который не связан с механизмом колебания, что исключает возможность получить колебательные движения головки любой формы и длительности и улучшить качество сварного щва. Наиболее близким к предлагаемому является устройство для дуговой сварки с колебаниями электрода, содержащее шасси, механизм колебаний, привод механизма колебаний с корпусом, устройство для регулирования амплитуды колебаний, а также сварочную горелку, связанную через ролик и толкатель с механизмом колебаний 3. Механизм колебаний выполнен с составным кулачком, имеющим профильные поверхности. Устройство обеспечивает колебания электрода со Сложной формой траектории колебания, получаемой в результате сложения двух возвратно-поступательных перемещений. Недостатками устройства является невозможность изменения формы колебания в процессе сварки, при перенастройке с одной формы колебаний на другую устройство необходимо остановить и сменить кулачки, что вызывает затраты времени на перенастройку. Цель изобретения - повыщение качества сварных швов путем расширения возможностей изменения формы колебаний электрода и экономия времени при перенастройке, устройства с одной формы колебаний на другую. Это достигается тем, что устройство для дуговой сварки с колебаниями электрода, содержащее шасси, механизм колебаний, привод механизма колебаний с корпусом, механизм регулирования амплитуды колебаний, а также сварочную горелку, связанную через ролик и толкатель с механизмом колебаний, снабжено механизмом поперечных перемещений, а механизм колебаний выполнен кривошипно-щатунным, шатун которого имеет паз для ролика и шарнирно соединен с приводом механизма колебаНИИ, устройство для регулирования амплитуды колебаний выполнено в виде ползуна, установленного в направляющих, закрепленных на корпусе привода механизма колебаний, и связанного тягами с шасси и толкателем, а через палец и ползун - с механизмом поперечных перемещений. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху. Сварочная головка содержит привод 1 механизма колебаний с корпусом, установленный на шасси 2 сварочного устройства. Механизм колебаний выполнен кривошипно-шатунным с кривошипом 3, закрепленным на выходном валу привода 1 и соединенным водилом 4 с шатуном 5, установленным на оси 6, закрепленной в корпусе йривода i, и имеющим паз, в Котором Находится ролик 7, укрепленный на толкателе 8 суппорта 9, несущего сварочную горелку 10. Устройство регулирования амплитуды механизма колебаний состоит из ползуна 11 с рукояткой 12 регулирования амплитуды, установленного в направляющих, закрепленных в корпусе привода 1. Ползун 11 жестко связан с кронштейном 13, который в свою очередь связан тягами 14 и 15 столкателем 8 и тягами 16 и 17 - с шасси 2 сварочного устройства. Ползун 11 жестко связан через палец 18 и ползун 19, перемещающийся в направляющих 20, с приводом 21 механизма поперечного перемещения сварочной головки относительно свариваемого стыка. Привод 21 размещен на шасси 2. Сварочная головка может работать в режимах простых синусоидальных колебаний и колебаний любой формы и длительности. Сварочная головка работает следующим образом. В режиме простых синусоидальных колебаний выходной вал привода 1 с кривошипом 3 вращается с установленными оборотами, задающими частоту колебаний, и вызывает колебательное движение шатуна 5 через водило 4 за счет постоянного эксцентриситета кривошипа 3. Ролик 7, находящийся в пазу шатуна 5 преобразует колебательное движение шатуна 5 в возвратнопоступательное движение сварочной горелки 10 через толкатель 8 относительно кронштейна 13, с которым толкатель 8 соединен тягами 14 и 15. Регулировка амплитуды колебаний осуществляется путем перемещения ролика 7 толкателя 8 в пазу шатуна 5 относительно оси 6 колебания. Перемещение ролика 7 в пазу шатуна 5 осуществляется за счет движения ползуна 11 в направляющих, закрепленных в корпусе привода 1. Перемещают ползун 11 при помощи рукоятки 12 регулирования амплитуды. Поперечное перемещение сварочной горелки 10 относительно свариваемого стыка осуществляется путем возвратно-поступательного перемещения кронщтейна 13 пальцем 18, жестко связанным с ползуном 19, на тягах 16 и 17 относительно шасси 2 сварочного устройства. В режиме колебаний любой формы и длительности- сложные колебательные движения осуществляются путем сложения или вычитания возвратно-поступательных движений толкателя 8 сварочной горелки 10 и кронштейна 13 при работе приводов 1 и 21. Форма колебаний обуславливается временем работы и направлением движения приводов. Наличие возможности регулирования амплитуды колебаний сварочной головки
и процессе сварки, уменьшение износа деталей за счет отказа от направляющих сложной формы, облегчение работы механизма за счет выполнения деталей простой формы позволяют повысить срок службы сварочной головки, а совмещение механизмов колебания и поперечного перемещения - улучшить качество сварного шва.
Испытания автомата АСТН-1000, в котором используется предложенная сварочная головка, показали, что при сварке толстостенных трубопроводов АЗС, где толщина стенок трубы достигает 80 мм и регулирование амплитуды колебаний производится после каждого прохода, долговечность этой сварочной головки по сравнению с известными устройствами аналогичного назначения можно повысить в 1,5 раза, а производительность сварки на 10-15% и уменьшить брак сварного шва в среднем на 5%.
Формула изобретения
Устройство для дуговой сварки с колебаниями электрода, содержащее шасси, механизм колебаний, привод механизма колебаний с корпусом, устройство для регулирования амплитуды колебаний, а сварочную горёлку; Связанную через ролик и толкатель с механизмом колебаний, отличающееся тем, что, с целью повышения качества сварных швов путем расширения возможностей изменения формы колебаний электрода и экономии времени при перенастройке устройства с одной формы колебаний на другую, устройство снабжено механизмом поперечных перемещений, а механизм колебаний выполнен кривошипно-шатунным, шатун которого имеет паз для ролика и шарнирно соединен с приводом механизма колебаний, устройство для регулирования амплитуды колебаний выполнено
в виде ползуна, установленного в направляющих, закрепленных на корпусе привода механизма колебаний, и связанного тягами с шасси и толкателем, а через палец и ползун - с механизмом поперечных перемещений.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 236679, «л.В 23 К 9/30, 24.10.67.
2. Авторское свидетельство СССР № 315535, кл. В 23 К 9/16, 04.01.70.
3. Авторское свидетельство СССР Хо 323211, кл. В 23 К 9/00, 03.07.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для дуговой сварки с поперечными колебаниями горелки | 1982 |
|
SU1038136A1 |
| Устройство для колебания сварочного инструмента | 1982 |
|
SU1026985A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для колебаний сварочной горелки | 1980 |
|
SU912437A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1981 |
|
SU1030122A2 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |

1 6 ff ff / / f ZZZZZZ&A
