Изобретение относится к сварке, а именно к устройствам для автоматического управления положением сварочной горелки относительно линии стыка, например стыковых швов с разделкой кромок в различных пространственных положениях, и может быть использовано в системах слежения за стыком при производстве сварных металлоконструкций в подъемно- транспортном машиностроении, в судостроении, вагоностроении и других отраслях.
Цель изобретения - расширение диапазона типов свариваемых швов путем обеспечения бесступенчатого регулирования положения нейтральной оси колебаний горелки.
На фиг,1 показано устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - механизм изменения положения нейтральной оси колебаний горелки, разрез.
Устройство содержит корпус 1, шарнирно закрепленный на нем держатель 2, в котором размещена сварочная горелка 3, механизм 4 поперечных колебаний и механизм 5 изменения положения нейтральной оси колебании горелки.
Механизм 4 поперечных колебаний состоит из шарнирно связанного с держателем 2, постоянно поджатого пружиной 6 толкателя 7, снабженного копир- ным роликом 8, установленным в контакте с задающим кулачком 9, имеющим установочный участок 10, причем толкатель 7 шарнирно связан с корпусом 1 шатуном 11.
Механизм 5 выполнен в виде внутренней вилки 12, в которой размещен задающий кулачок 9, вращающийся от привода 13 посредством зубчатой пары 14 и наружной вилки 15, связанной с внутренней вилкой 12 приводным ва
2U
5
30
35
.,. 40
50
5
лом 16, шарнирно соединяющим вилки между собой, и приводным валом 17, на котором расположено зубчатое коле- сд 18, находящееся в зацеплении с зубчатым венцом 19, размещенным на внутренней вилке 12 с возможностью поворота последней от привода 20.
Обе вилки имеют возможность перемещения вдоль валов 16 и 17, что достигается размещением на наружной вилке гайки 21, взаимодействующей с винтом 22, приводимым в движение приводом 23.
Устройство работает следующим об- разом..,
В исходном положении копирный ролик 8 подпружинен к установочному участку 10 задающего кулачка 9. В этом положении прекращаются колебания и электрод сварочной горелки 3 автоматически устанавливается строго ло продольной оси шва./ Включением привода 23 приводят во вращение винт 22, который заставляет перемещаться гайку 21, а вместе с ней наружную 15 и внутреннюю 12 вилки с размещенным в них вращающимся от привода 13 через зубчатую пару 14 задающим кулачком 9, выполненным в виде наклонного цилиндра с переменным эксцентриситетом. Амплитуда колебаний горелки прямо пропорциональна эксцентриситету, который определяется взаимным положением , копирного ролика 8 и задающего кулачка 9.
Автоматическое плавное изменение амплитуды колебаний является одним из необходимых условий многопроходной сварки.Другим необходимым условием является бесступенчатое изменение положения нейтральной оси колебаний горелки при переходе с одного прохода к дрУтому. Это достигается поворотом внутренней вилки 12 относительно наружной вилки15 при включении привода 20, приводящего во вращение вал 17 с зубчатым колесом 18, которое находится в зацеплении с зубчатым венцом 19 внутренней вилки 12. При повороте вокруг оси 16 внутренняя вилка 12 смещает ось задающего кулачка 9 и через копирный ролик 8 и толкатель 7 вызывает изменение положения нейтральной оси колебания сварочной горелки.
Предлагаемое устройство позволяет
05
Формула
6
3 О
б р е т е н и я
Устройство для автоматической сварки, содержащее корпус с шарнирно закрепленным в нем держателем сварочной горелки, шарнирно связанный с держателем механизм поперечных колебаний горелки с подпружиненным относительно корпуса толкателем с копирным роликом, установленным в контакте с задающим кулачком, выполненным с установочным участком, а также механизм изменения положения нейтральной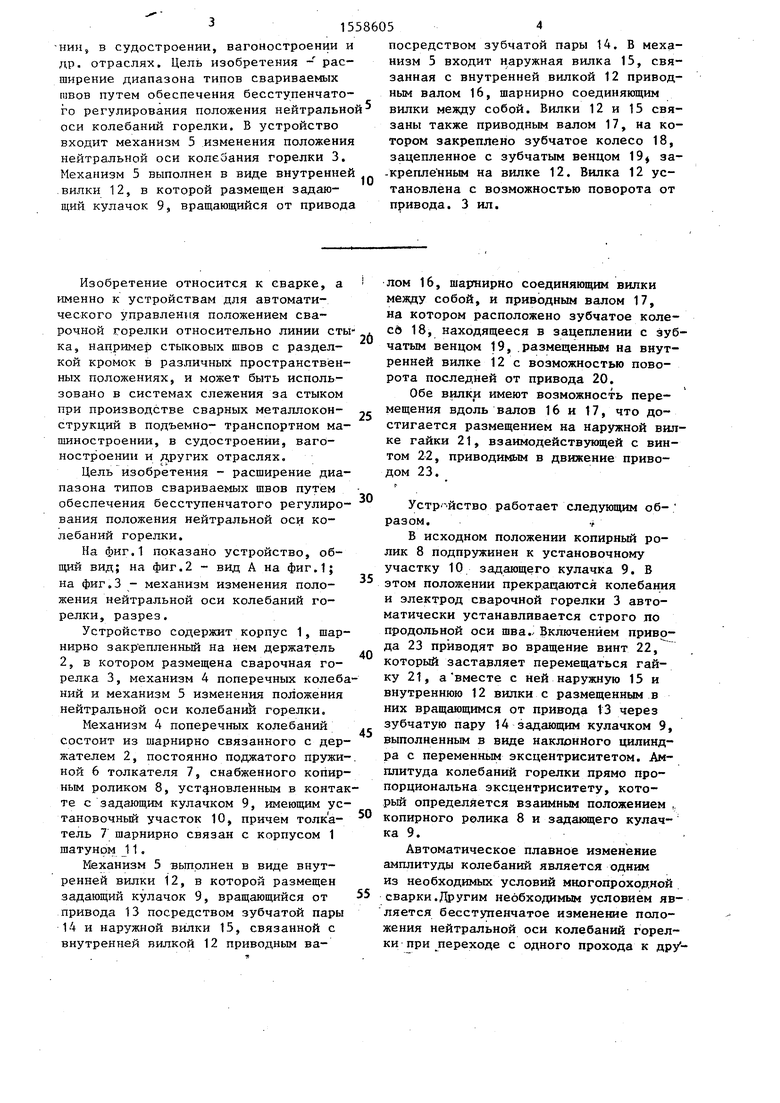
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки криволинейных замкнутых швов | 1987 |
|
SU1438943A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1773634A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |

Изобретение относится к сварке, а именно к устройствам для автоматического управления положением сварочной горелки относительно линии стыка, например стыковых швов с разделкой кромок в различных пространственных положениях, и может быть использовано в системах слежения за стыком при производстве сварных металлоконструкций в подъемнотранспортном машиностроении, в судостроении, вагоностроении и др.отраслях. Цель изобретения - расширение диапазона типов свариваемых швов путем обеспечения бесступенчатого регулирования положения нейтральной оси колебаний горелки. В устройство входит механизм 5 изменения положения нейтральной оси колебания горелки 3. Механизм 5 выполнен в виде внутренней вилки 12, в которой размещен задающий кулачок 9, вращающийся от привода посредством зубчатой пары 14. В механизм 5 входит наружная вилка 15, связанная с внутренней вилкой 12 приводным валом 16, шарнирно соединяющим вилки между собой. Вилки 12 и 15 связаны также приводным валом 17, на котором закреплено зубчатое колесо 18, зацепленное с зубчатым венцом 19, закрепленным на вилке 12. Вилка 12 установлена с возможностью поворота от привода. 3 ил.
производить автоматическую сварку мно-jr реи колебаний горелки,
гопроходных швов, где при переходе от прохода к проходу можно плавно изменять амплитуду колебаний при бесступенчатом изменении положения нейтральной оси, колебаний горелки, а после прекращения колебаний автоматически устанавливать электрод строго по продольной оси шва.
Перечисленные качества позволяют использовать устройство в манипуляторах с изменением параметров колебл- ний горелки по заданной программе, а также при сварке швов с отклонением стыка от номинального положения, а при наличии датчика разделки стенки может быть использовано в системах автоматического слежения за стыком.
20
25
30
с вилкой, закрепленной установленной на привод можностью относительного рёГмещейия, отличаю тем, что, с целью расшир на типов свариваемых шво печения бесступенчатого положения нейтральной ос горелки, механизм измене нейтральной оси колебани жен второй вилкой, закре пусе и установленной на лу с возможностью продол мещения поворота относит ла, при 3TOi-i вторая вилк в первой и шарнирно связ кулачок выполнен в виде линдра с переменным эксц
выполненный
реи колебаний горелки,
с вилкой, закрепленной в корпусе и установленной на приводном валу с возможностью относительного продольного пе- рёГмещейия, отличающееся тем, что, с целью расширения диапазона типов свариваемых швов путем обеспечения бесступенчатого регулирования положения нейтральной оси колебаний горелки, механизм изменения положения нейтральной оси колебаний горелки снабжен второй вилкой, закрепленной в корпусе и установленной на приводном ва- лу с возможностью продольного пере- мещения поворота относительно вала, при 3TOi-i вторая вилка установлена в первой и шарнирно связана с ней, а кулачок выполнен в виде наклонного цилиндра с переменным эксцентриситетом.
21
22
15
в
Bad A
фие-Z
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
