Изобретение относится к оборудованию заводов резинотехнической промышленности, в частности для продольной резки прорезиненного профильного полотна на полосы при изготовлении уплотнителей подвижных стекол автомобиля.
Известно устройство для продольного разрезания полотна на полосы, содержащее узел резки, протягивающие валки и узел центрирования 1.
Однако в известном устройстве центрирование полотна обеспечивается по боковой кромке. Это устройство не может быть использовано при резке прорезиненного профильного полотна поскольку расстояние от боковой кромки полотна до профильных канавок и расстояние между ними непостоянно.
Наиболее близким из известных по технической сути и достигаемому эффекту является устройство для продольной резки (прорезиненного полотна, включающее приводные протягивающие валки, узел резки и узел центрирования полотна, выполненный в виде расположенной в зоне резания опорной плиты с прорезями под ножи узла резки со смонтированными над ней на поворотных рычатах секциями, в каждой из которых на поверхности, обращенной к
опорной плите, закреплен неподвижный копир и выполнены пазы под ножи 12.
Недостатком этого устройства является то, ЧТО копиры секции поворотного рычага закреплены на этой секции жестко, что снижает точность центрирования вследствие невозможности регулировки расстояния между копирами в пределах допуска на расстояние между продольными канавка10ми полотна. При значительном количестве нарезаемых полос до 20-25 щтук происходит набегание отклонения к краю полотна. Это приводит к несовпадению копиров с продольными канавками полотна, что
15 допустимо вследствие упругости полотна только в незначительных пределах. При значительных отклонениях П1ро.исх.одит сбег полотна с направляющих копиров и неправильная резка материала.
Цель изобретения - повыщение точ20ности центрирования.
Это достигается тем, что устройство для продольной резки прорезиненного полотна, включающее приводные протягивающие валки, узел резки и узел центрирования полотна, выполненный в виде расположенной в зоне (резания опорной плиты с прорезями под ножи узла резки со смонтированными над ней на поворотных
рычагах секциями, в ка1Ж|дой из которых
на поверхности, обращенной к опорной плите, закреплен неподвижный копир и выполнены пазы под ножи, согласно изобретению снабжено расположенным в каждой секции регулировочным виптом, проходящим через закрепленный в центре секции неподвижный копир, расположенными по обеим его сторонам направляющими и установленными в них на регулировочном винте подвинсными копирами, при этом регулировочный винт выполнен с соответствующими числу подвижных копиров участками, имеющими с одной стороны от неподвижного копира правую резьбу, а с другой - левую с увеличением щага резьбы каждого последующего участка.
Для обеспечения равного расстояния между копирами величина шага резьбы каждого последующего участка больще предыдущего на величину шага резьбы первого к неподвижному копиру участка.
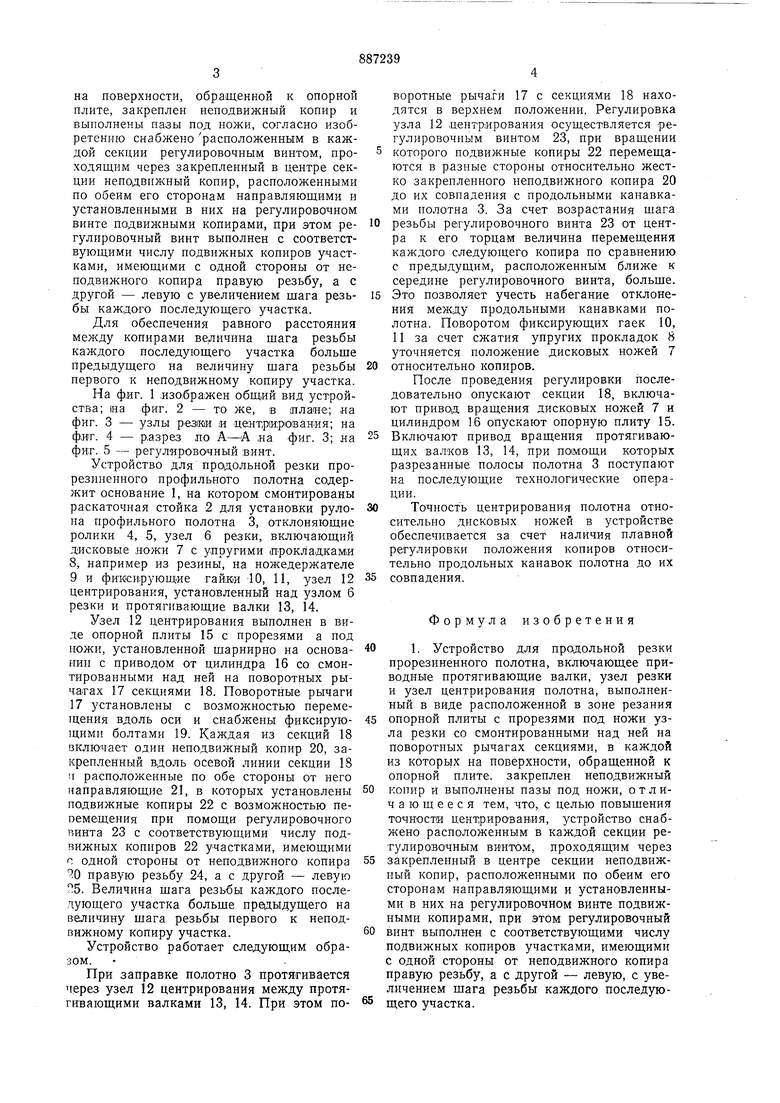
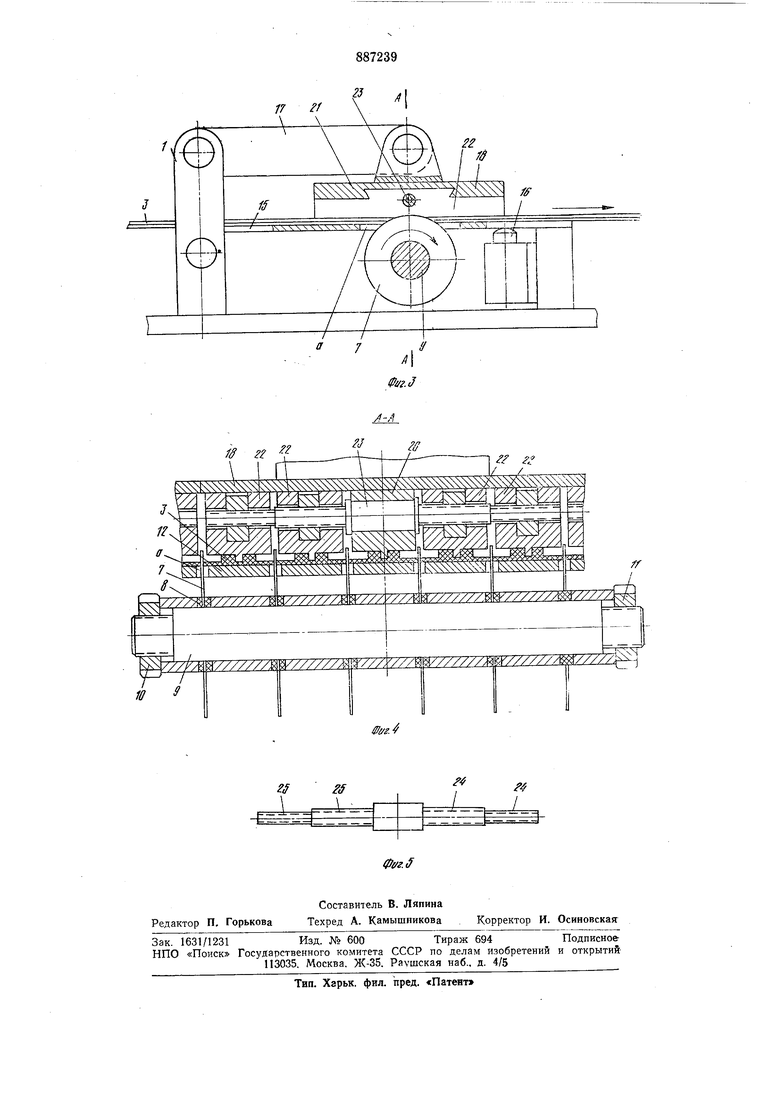
На ф,иг. 1 :изО|бражен общий вид устрой ства; на фиг. 2 - то же, -в плаие; на фиг. 3 - узлы резней я цент,р1И:рО ван.ия; на фдаг. 4 - р.азрез по А-А на фиг. 3; на фиг. 5 - регулировочный винт.
Устройство для продольной резки прорезинепного профильного полотна содержит основание 1, на котором смонтированы раскаточная стойка 2 для установки рулопа профильного полотна 3, отклоняющие ролики 4, 5, узел 6 резки, включающий дисковые ножи 7 с упругими прокладками 8, например из резины, на ножедержателе 9 и фяксируюЩИе гайки 10, И, узел 12 центрирования, установленный над узлом б резки и протягивающие валки 13, 14.
Узел 12 центрирования выполнен в виде опорной плиты 15 с прорезями а под ножи, установленной щарнирно на основании с приводом от цилиндра 16 со смонтированными над ней на поворотных рычагах 17 секциями 18. Поворотные рычаги 17 установлены с возможностью переметцения вдоль оси и снабжены фиксирующими болтами 19. Каждая из секций 18 включает один неподвижный копир 20, закрепленный вдоль осевой линии секции 18 и расположенные по обе стороны от пего направляющие 21, в которых установлены подвижные копиры 22 с возможностью перемещения при помощи регулировочного винта 23 с соответствующими числу подвижных копиров 22 участками, имеющими с одной стороны от неподвижного копира 10 правую резьбу 24, а с другой - левую . Величина шага резьбы каждого последующего участка больше пре1дыдущего на величину шага резьбы первого к неподвижному копиру участка.
Устройство работает следующим образом.
При заправке полотно 3 протягивается через узел 12 центрирования между протягивающими валками 13, 14. При этом поворотные рычаги 17 с секциями 18 находятся в верхнем положении. Регулировка узла 12 центрирования осуществляется регулировочным винтом 23, при вращении которого подвижные копиры 22 перемещаются в разные стороны относительно жестко закрепленного неподвижного копира 20 до их совпадения с продольными канавками нолотна 3. За счет возрастания шага
резьбы регулировочного винта 23 от центра к его торцам величина перемещения каждого следующего копира по сравнению с предыдущим, расположенным ближе к середине регулировочного винта, больще. Это позволяет учесть набегание отклонения между продольными канавками полотна. Поворотом фиксирующих гаек 10, 11 за счет сжатия упругих прокладок 8 уточняется положение дисковых ножей 7
относительно копиров.
После проведения регулировки последовательно опускают секции 18, включают привод вращения дисковых ножей 7 и цилиндром 16 опускают опорную плиту 15.
Включают привод вращения протягивающих валков 13, 14, при помощи которых разрезанные полосы полотна 3 поступают на последующие технологические операции.
Точность центрирования полотна относительно дисковых ножей в устройстве обеспечивается за счет наличия плавной регулировки положения копиров относительно продольных канавок полотна до их
совпадения.
Формула изобретения
1. Устройство для продольной резки прорезиненного полотна, включающее приводные протягивающие валки, узел резки и узел центрирования полотна, выполненный в виде расположенной в зоне резания
опорной плиты с прорезями под ножи узла резки со смонтированными над ней на поворотных рычагах секциями, в каждой из KOTOpbix на поверхности, обращенной к опорной плите, закреплен неподвижный
копир и выполнены пазы под ножи, отличающееся тем, что, с целью повышения точности центрирОБания, устройство снабжено расположенным в каждой секции регулировочным винтом, проходящим через
закрепленпый в центре секции неподвижпый копир, расположенными по обеим его сторонам направляющими и установленными в них на регулировочном винте подвижными копирами, при этом регулировочный
винт выполнен с соответствующими числу подвижных копиров участками, имеющими с одной стороны от неподвижного копира правую резьбу, а с другой - левую, с увеличением щага резьбы каждого последующего участка.
2. Устройство по п. 1, отл ич а ю щее-ся тем, что, с целью обеспечения равного расстояния между копирами, величина шага резьбы каждого последующего участка больше предыдущего на величину шага резьбы первого к неподвижному копиру участка.
Источники информации, принятые во внимание при экспертизе:
.1. Авторское свидетельство СССР № 110768, кл. В.29 Н 3/06, 1957.
2. Авторское свидетельство СССР по заявке № 2596135/23-05, кл. В 29 Н 3/06, 1978 (прототип).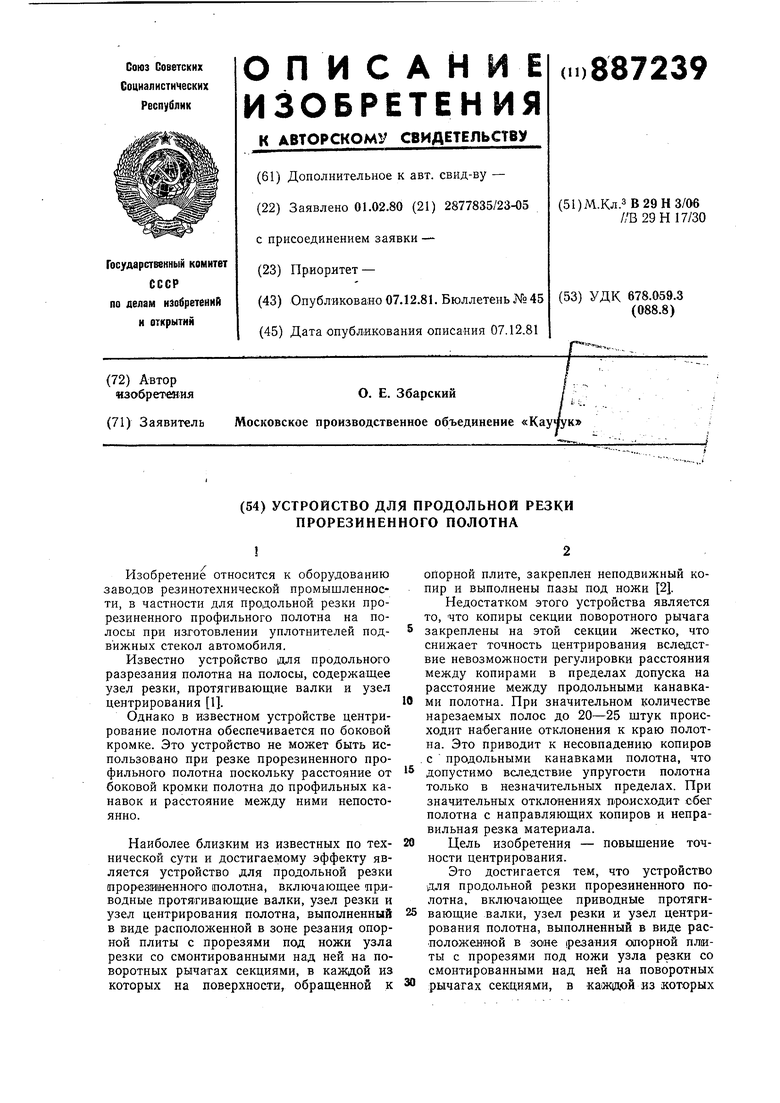

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки прорезиненного полотна | 1976 |
|
SU606733A1 |
| Устройство для резки и закатки прорезиненного полотна | 1978 |
|
SU749679A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для механической обработки деталей из полимерных материалов | 1989 |
|
SU1630909A1 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
/7 //
