(54) УСТРОЙСТВО ДЛЯ ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТСВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки изделий из резины | 1976 |
|
SU735421A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Устройство для вырубки изделий из листового и ленточного материала | 1978 |
|
SU791551A1 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU856834A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
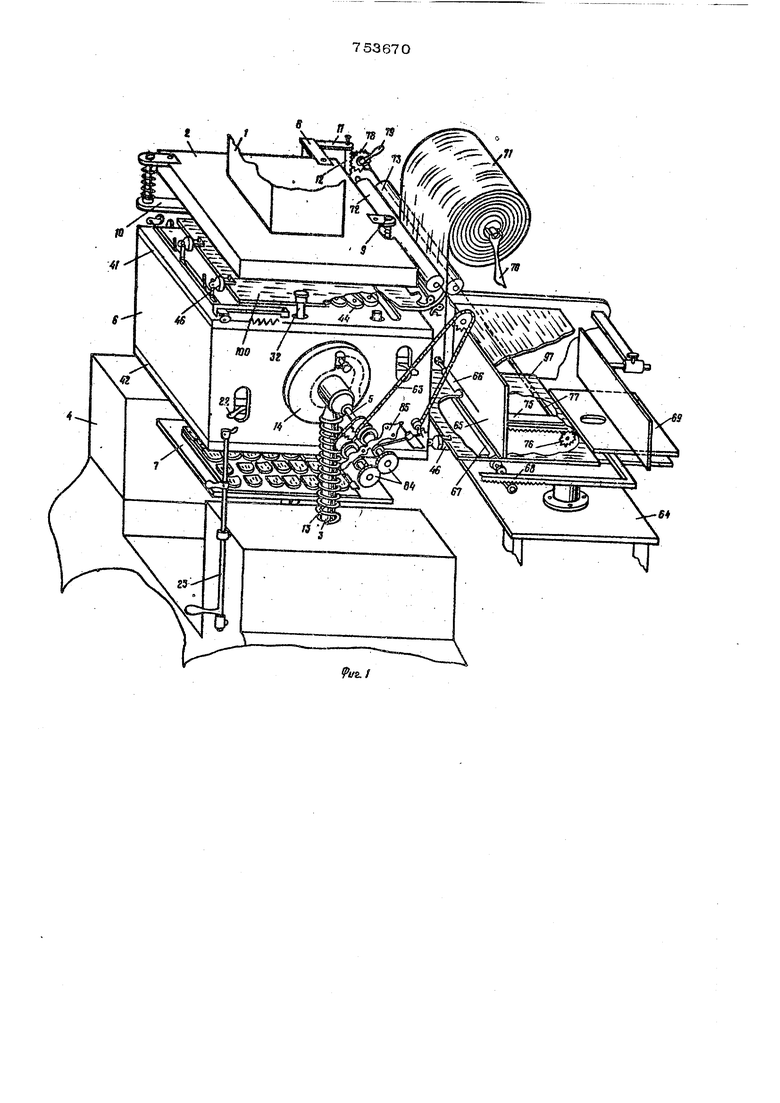
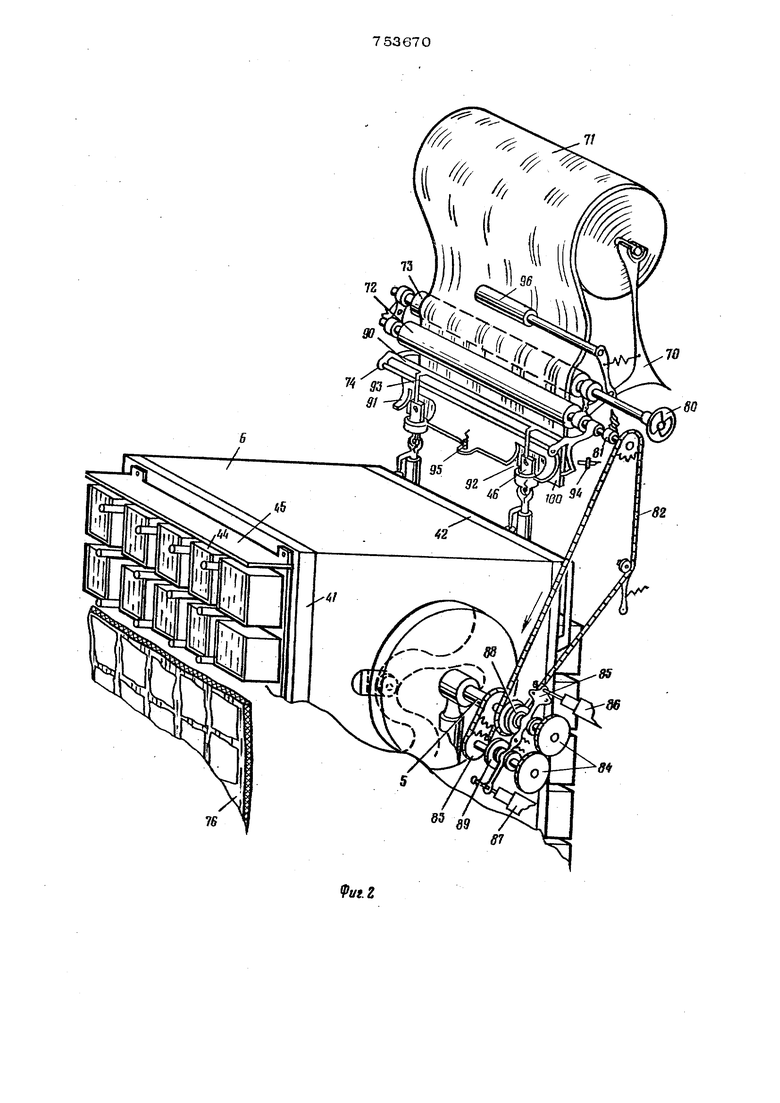
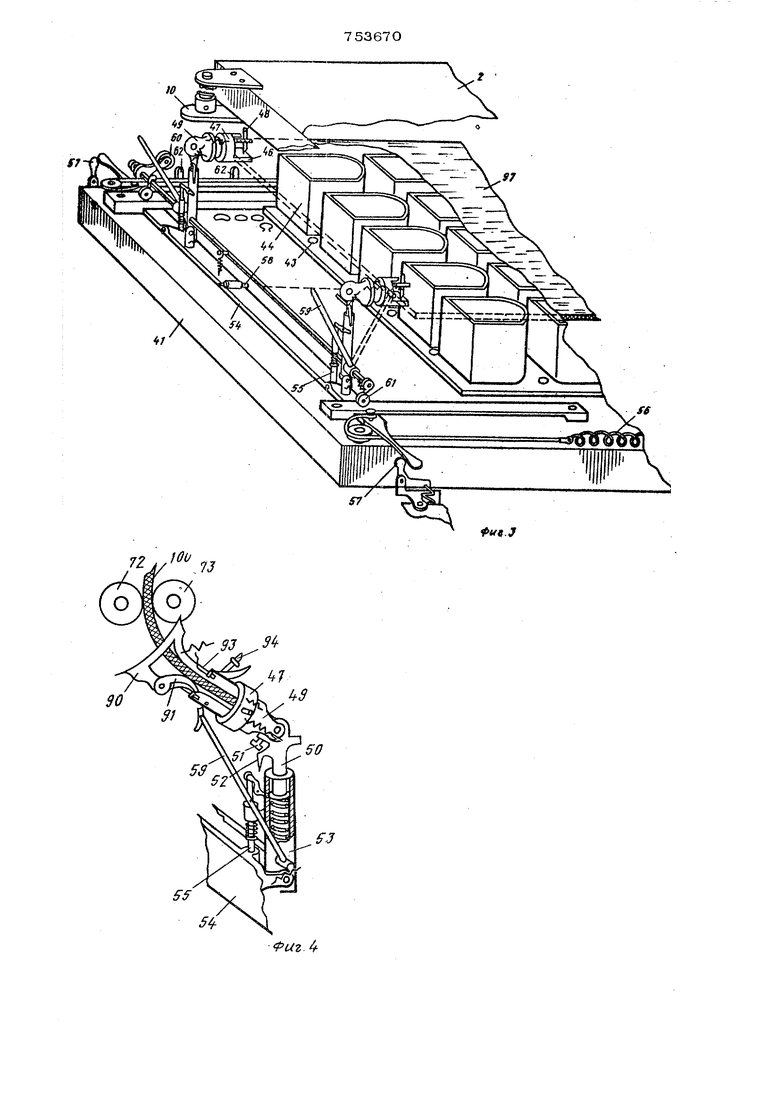
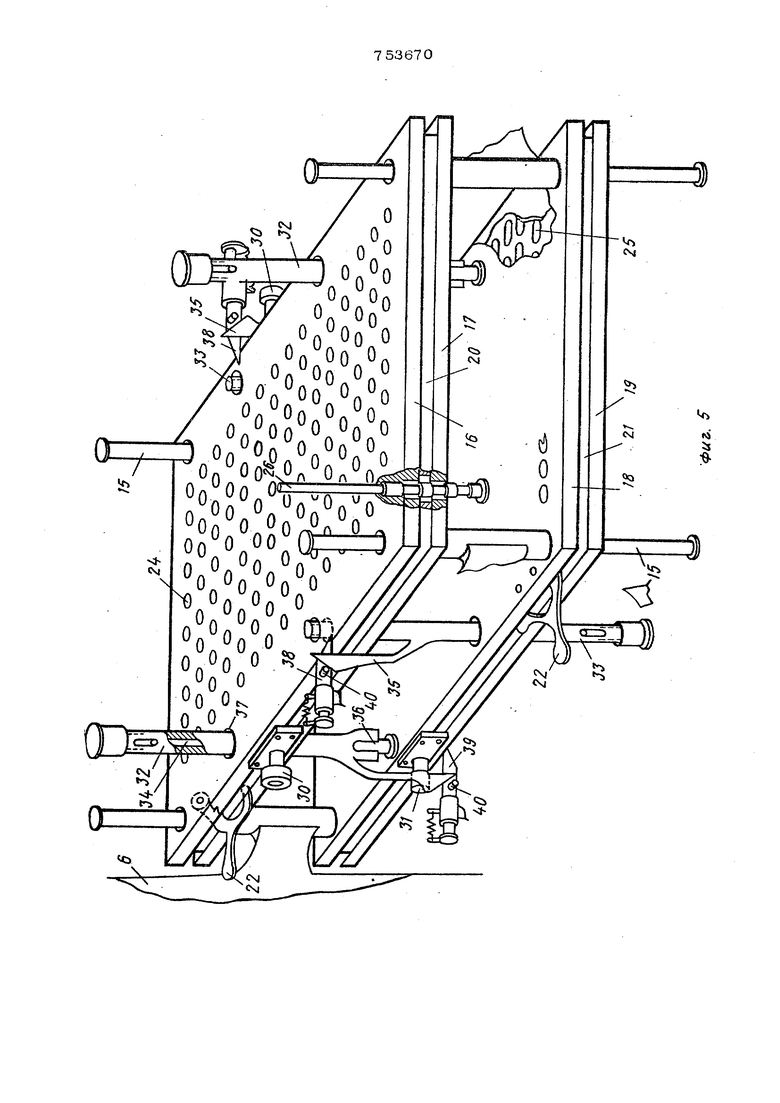
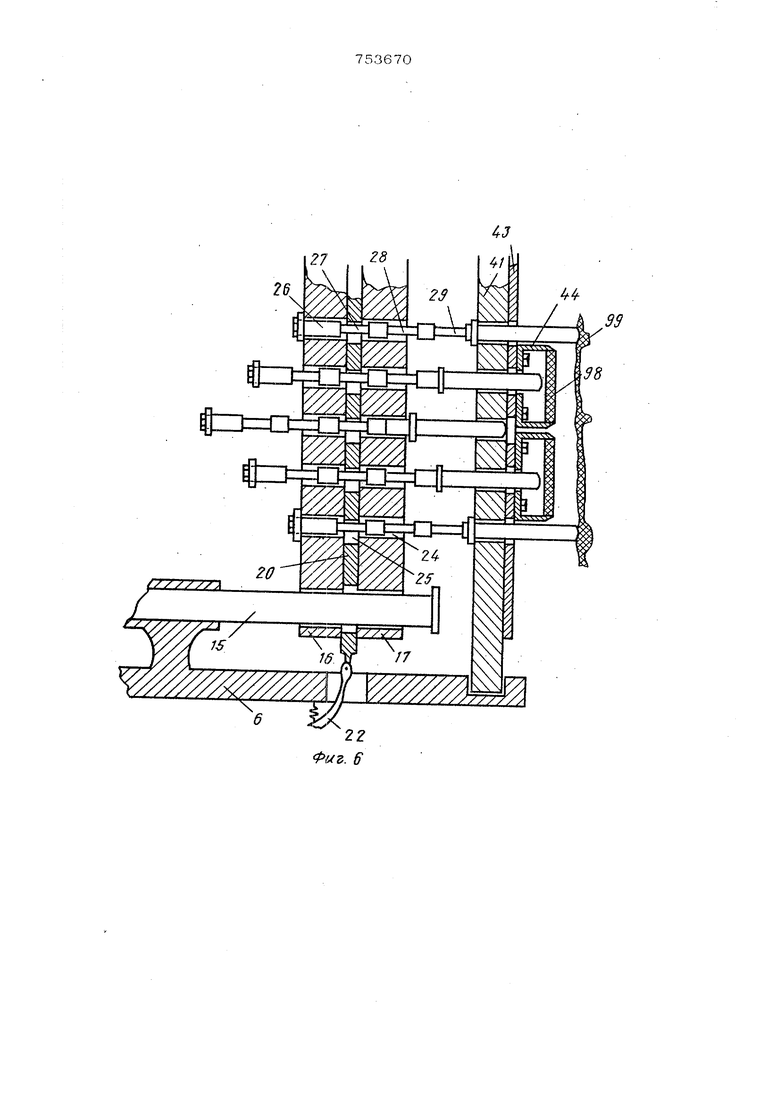
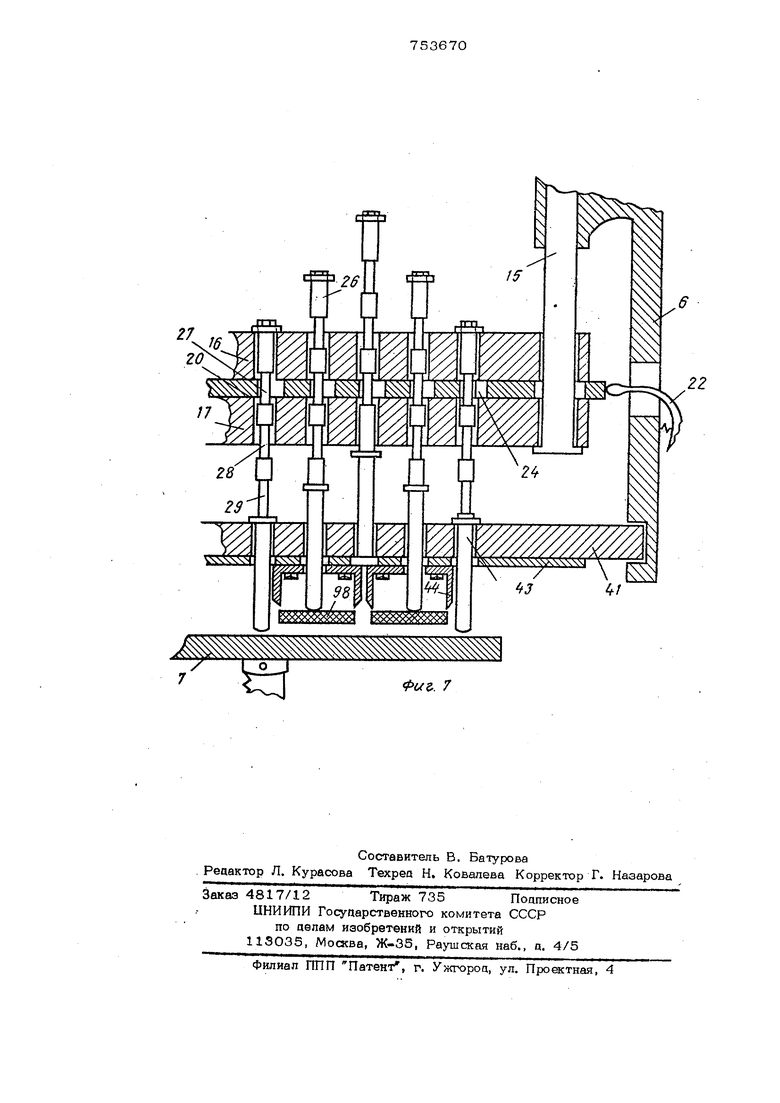
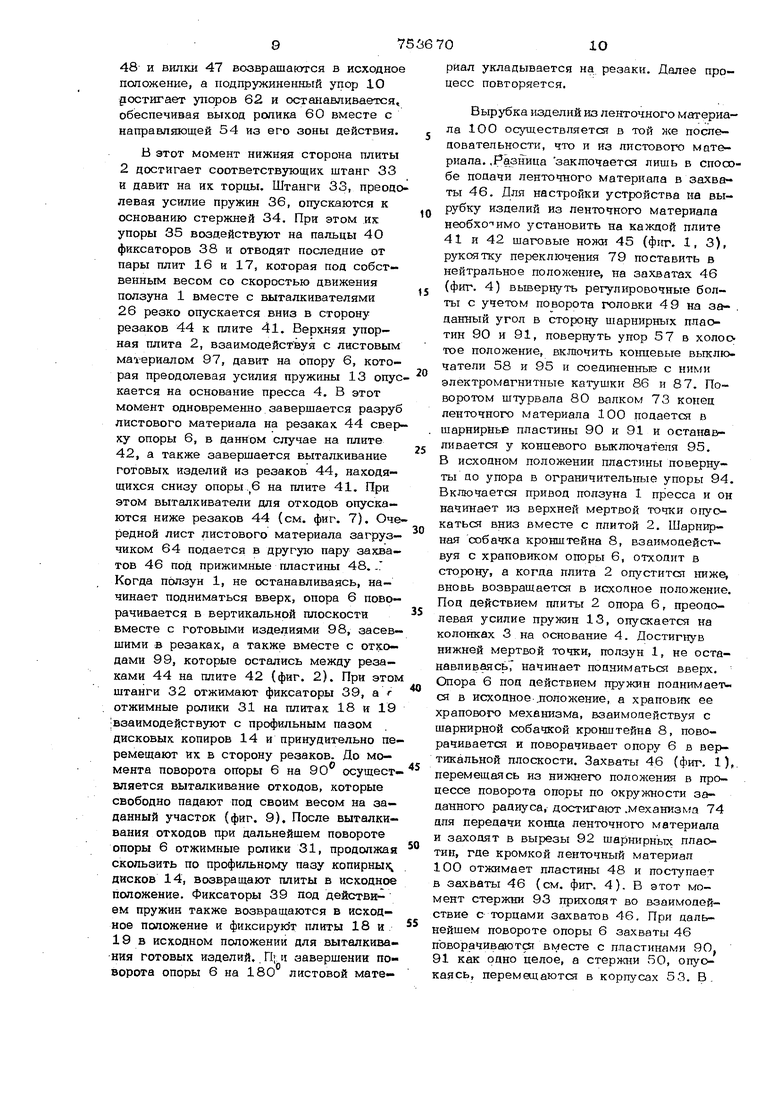
Изобретение относится к области изготовления изделий из полимерных материаров и может быть использовано в поточных линиях, например на обувньк фабриках апя вырубки аеталей обуви. Известно устройство аля вьфубки издеЛИЙ из листовотю и ленточного материала, содержащее связанную с ползуном пресса верхнюю упорную плиту, смонтированную на двух полуосях и несущую на авух сторонах резаки, поворотную опору с поворот ными вильчатыми захватами, установленный на последней механизм для выталкивания отходов и готовых изделий, вертикально подвижный стол ОЛЯ укладки выруб ленных изделий, загрузчик с толкателем, установленными на уровне -нижней части опоры подающими валками и стойкой для установки рулона материала J. В известном устройстве подающие валки загрузчика установлены на уровне нии ней части поворотной опоры и осуществляют подачу ленточнотю и листового материала. При указанном расположении поцающих валиков расстояние от оси рулона ленточного материала до зоны вырубки, т.е. до верхней части поворотной опоры, практически равно длине нескольких участков вырубки, что обусловило наличие в известном устройстве механизма для обратного наматывания в рулон оставшегося после вырубки длинного конца ленточного материала. Необходимость обратного наматывания ленточного материала снижает, производительность устройства, так как в данном случае при первом ходе ползуна пресса осуществляется вырубка заданного участ ка ленточного материала, а при втором ходе ползуна - возврат неразрублешгого ленточного материбша в исходное положение и подготовка подачи д.пя очередного рабочего третьего хода ползуна пресса. Кроме того, поскольку расстояние от оси установки рулона до места вьфубки значительно, то каждый раз после цикла вьфубки изделий из ленточного материала остается большой неразрубленный кусок. равный по алине расстоянию от оси рулона до установленного на верхней части опоры шагового ножа. Целью изобретения является повышение производительности устройства и обеспечеНИ6 полного использования ленточного мате риала. Для аостижения поставленной цели в ус ройстве аля вырубки изделий из листового и ленточного материала, содержащем связаннук) с ползуном пресса верхнюю упорную плиту, смонтированную на двух полуосях и несущую на двух сторонах резаки поворотную опору с поворотными вильчатыми захватами, установленный на последней механизм для выталкивания отходов и готовых изделий, вертикально подвижный Стол для укладки вырубленных изделий, загрузчик с толкателем .установленными на уровне нижней опоры подающими валками и стойкой для установки рулона, загрузчик снабжен установленными параллельно верхней части опоры дополнительными подающими валками и механизмом а,пн передачи конца ленточного материала от дополнительных подающих валков в вильчатые захваты, выполн шшм в виде подf пружиненных относительно друг друга шарнирных пластин, щарнирно смонтированных на валу одного из дополни тельн1,1х подающих валков и подпружиненных в направлении перемещения вильчатых захватов Пластины выполнены с вырезами для захо вильчатых захватов и снабжены направляющими стержнями, взаимодействующими с торцами вильчатьк захватов. Один из дополнительных подающих валков кинематически связан с полуосью поворотной опоры. На фиг. 1 изображено описываемое устройство; на фиг. 2 - поворотная опора в положении подачи загрузчиком ленгочного материала; на фиг. 3 и 4 - вильчатые захватьс на фиг. 5 - механизм для выталкивания отходов и готовых изделий; на фиг. 6 - то же, в момент вытапкявания отходов; на фиг. 7 - то же, в момент выталкивания изделий. Устройство для вырубки изделий из листового и ленточного материала содерjfcHT связанную с ползуном 1 пресса верхнюю упорную плиту 2, смонтированную На колошсе1Х 3 основания 4 пресса нооредством полуосей 5 поворотную опору 6, установленный на последней механизм для выталкивания отходов и изделий и верти) кально подвижный стол 7 для укпалки готовых изделий. На верхней плите 2 смонтированы кронштейн 8 с упором, подпружиненные прижимы 9, 10 и кронштейн 11 с регулировочной зубчатой рейкой 12. Поворотная опора 6 связана с кронш:тейном 8 черезоЗубчатую передачу и храповой механизм, шарнирная собачка которого смонтирована на кронштейне 8. Опора 6 подпружинена относительно основания 4 пружинами 13. На обеих колонках 3 неподвижно установлены дисковые копиры 14 с профильными пазами. Механизм для выталкивания отходов и изделий содержит смонтированные на направляющих колонках 15 (фиг. 5) поворотной опоры 6 этажно расположенные пары плит 16 и 17, 18 и 19, которые снабжены подвижными запорными пластинами 20 и 21, связанными с подпружиненными отжимными рычагами 22, взаимодействующими соответственно с установленным сбоку опоры 6 двуплечим поворотным упором 23. Плиты 16-19 выполнены с отверстиями 24, а запорные пластины 2О и 21 с продольными отверстиями 25. В отверстиях свободно установлены выталкиватели 26, которые имеют кольцевые канавки 27-29. Для осуществления принудительного дополнительного перемещения пар плит 16 и 17, 18 и 19 при выталкивании отходов они снабжены от;«имными роликами 30 и 31, взаимодействующими в процессе поворота опоры с профильными пазами дио- ковых копиров 14. Для принудительного отжатия пары плиты снабжены отжимными полыми штангами 32 и 33, которые попарно смонтированы на плитах 16 и 19 навстречу аруг другу на стержнях 34. Отжимные щтанги имеют упоры 35 и подпружинены относительно стержней 34 пружинами 36. Для прохода штанг в плитах вьшолнены отверстия 37. На опоре 6 смонтированы попарно подпружиненные фиксаторы 38 и 39, взаимодействующие с плитами и имеющие пальцы 40, взаимодействующие с упорами 35 отжимньк штанг. Поворотная опора 6 снабжена упорными плитами 41 и 42, на которых установлены съемные пластины 43с резаками 44 и шаговБ1е ножи 45 для отрезания использованного участка ленточного мат&риала (см. фиг. 1 и 3). На поворотной опоре 6 имеются поворотные вильчатые захваты 46, которые имеют вилки 47 с прияотмными подпружиненнык и пластинами 48 и головки 49, шарнирно смонтированные на стержнях 50. Вилки 47 подпружинены относительно г&ловок 49. На стержнях, 50 имеются регулировочные болты 51 для ограничения поворота захватов и выступы 52. Стержни 5О установлены в корпусах 53 и подпружинены относительн последних. Корпуса 53 шарнирно смонтированы н направляющих 54 и подпружинены относительно послеаних. Корпуса 53 снабжены фиксаторами 55, взаимодействующими с выступами 52 стержней 50 и с направлякщими 54. Направляющие 54 установлены на плитах 41 и 42 поворотной опоры с возможностью перемещения к резакам 44. Для возвращения направляющих в исходное положение предназначены пружины 56 и поворотные упоры 57. На направляющих 54 установлены конечные выключатели 58, взаимодействующие с пластинами 43. Захваты 46 снабжены подпружиненными отгюсительно направляющих 54 поворотными упорами 59, взаимодействующими с вилками 47 и имеющи ми ролики 60, взаимодействующие, с упорами 10, и ролики 61. На плитах 41 и 42 установлены ограничительные упоры 62. Вертикально подвижньп стол 7 имеет привод 63 вертикального перемещения, снабженный взаимодействующим с поворо ной опорой рычагом, и шарнирный упор. Для подачи материала имеется загрузчик 64 (фиг. 1), содержащий кассету 65 ,аля подачи листового материала, установленные на уровне нижней части опоры 6 подающие валки 66 и 67, связанный с ними посредством зубчатой рейки 68 тол . катель 69, стойку 70 для установки рулона 71 ленточного материала, установленные параллельно верхней части опоры 6 дополнительные подающие валки 72 и 73 и механизм 74 для передачи конца ленточного материала от дополнительных подающих валков 72 и 73 в вильчатые захваты 46. Толкатель 69 закреплен на зубчатой рейке 75, взаимодействующей с щестерней 76, которая посредством оси 77 и щестерни 78 связана с регулировочной зубчатой рейкой 12. При этом шестерня 78 снабжена рычагом отключения 79. Дополнительный подающий вапок 73 подпружинен относительно подающего валка 72 и снабжен щтурвалом 80. До-, полнительный валок 72 снабжен тормозной накладкой 81 и кинематически связан с полуосью 5 поворотной опоры.6 посредством цепных передач 82 и 83, .зубчатой передачи 84 и рычага 85 переключения, управляемого электромагнитныМИ катущками 86 и 8 7 и связанного с дисками 88 и 89 сцепления для.изменения направления вращения валков 72 и 73. Механизм 74 для передачи конца ленточного материала выполнен в виде подпружиненных относительно друг друга шарнирных пластин 90 и 91, щарнирно смонтированных на валу валка 72. Пластины 90 и 91 подпружинены в направлении перемещения захватов 46 и выполнены с вырезами 92 для захода вильчатых захватов. Пластины снабжены направляющими стержнями 93, взаимодействующими с торцами вильчаты) 3 1хватов 46. На основании 4 установлен ограничительный упор 94. На пластине 91 устано&пен конечный вьпслючатель 95, связанный с электромагнитными кат гщками 86 и 87. Для предотвращения касания ленточного материала с верхней упорной плитой 2 в устройстве имеется подпружиненный валик 96. Устройство работает следующим образом. При вырубке изделий из ленточного материала 97 перед началом работы он укладывается в кассету 66 загрузчика 64, а шестерня 78 рычагом отключешта 79 приводится в зацепление с зубчатой рейкой 12. Затем включается привод ползуна 1 пресса и он начинает из верхней мертвой точки опускаться вниз вместе с плитой 2. При опускании ползуна 1 через зубчатую рейку 12 приводится в движение зубчатая рейка 75 кассеты 65, последняя передает переднюю кром листового материала 97 подающими валками 66 и 67 в захваты 46 и перемещение зубчатой рейки 75 прекращается. При заходе ЕЧ захваты 46, листовой материал поднимает прижимные подпружиненные пластины 48 (фиг. 3). При дальнейщем авижении ползуна вниз верхняя плита 2 приходит во взаимодействие с торцами штанг 32, заотавляя их опускаться и сжимать пружины 36. Опускаясь, штанги 32 своими упорами 35 приходят во .взаимодействие с пальцами 40 фиксаторов 39 и отводят последние от пары плит 18 и 19. Плиты 18 и 19 при этом резко опускаются вниз. При дальнейшем опускании штанг 32 их упоры 35 выходят из взаимодействия с пальцами 4О фиксаторов 39 и последние возвращаются в иосодное положение. В этом положении плит выталкиватели 26 занимают три различньк положения: часть выталкивателей прошла между резаками 44 и опустилась ниже их, часть вы775галкнвателсй прошла в резаки 44 и аостигла нахооящихся в них вырубленных изделий, а часть выталкивателей занимает нейтральное положение. При этом кольцевые канавки 27, 28, 29 всех выталкивателей 26 находятся в зоне продольных отверстий 25 залорной пластины 21, При дальнейшем опускании ползуна 1 верхняя плита 2 приходит во взаимодействие с иаходящимся на опоре б листовым материалом 97 и заставляет опускаться поворотную опору 6, Поспедняя опускается. сжимая пружины 13. Во время опускания плит 18 и 19 рыЧаг 22 запорной пластины 21 приходит во взаимодействие с верхним плечом упора 23 и отжимается, перемещая запорную пластину -21, которая своими продольш:.ми отверстиями 24 фиксирует все вытапкиватели в выщеуказанном положении. Выталкиватели, которые вощли в резаки опу каются с плитами еще ниже и выталкивают готовые изделия 98 на стол 7, При атом осуществляется вырубка изделий на верхней части опоры на плите 41, а онора 6 действует на рычаг привода 6 3 подъ ма стола 7, который опускает стол на шаг, равньй толщине листового материала. Таким образом одновременно заверша ется вырубка изделий на верхней части опоры 6 на плите 41 и вьп-алкивание готовых изделий 98 на стол 7 из резаков 44, находящихся на нижней стороне опорь1 6 на плите 42, После вырубки ползун 1 с верхней плитой 2 начинает поднимать ся и кассета 65 загрузчика 64 через зубчатые рейки 12 и 75 приводится в движение и возвращается в исходное положение. Под действием пружины 13 опора 6 поднимается и останавливается на заданной высоте от основания 4. Когда ползун 1 достигает верхней мертвой точки и останавливается, удаляются отходы 99 Устройство готово к работе по принципу беспрерывного действия. Шарнирная собачка кронщтейна 8 и упор 57 (фиг. 3) поворачиваются в рабочее положение. Следующий ход ползуна вниз - холоотой. При опускании ползуна 1 через зубчатые рейки 12 и 75 кассета 65 aai рузчика 64 перемещается к опоре 6 и вапками 66 и 67 передает следующий лист листового материала 97 в захвать1 46. В этот момент шарнирная собачки кронштейна приходит во взаимодействие с храповиком храпового механизма поворотной опоры, поворачивается вха0 и возвращается в исходное пол1. жение. Поспе постижения нижней мертвой точки ползун 1 поднимается и кассета 65 возвращается в исходное положение, В этот момент опора 6 под пействием пружин 1 3 поднимается на заданную высоту от основания 4, а храповик ее храпового механизмг, взаимодействует с шар нирной собачкой, поворачивается я через зубчатую передачу поворачивает опору 6 вертикальной плоскости на IBO, При повороте опоры 6 направляющая 54 пли- . ты 42 взаимодействует с упорами 57, вследствие чего захваты 46 с листовым материалом 97 перемеишютоя в сторону резаков 44, ролики 61 свободно прокатываются вЭТОМ же направлении. Когда ползун 1 с верхней плитой достигает верхней мертвой точки,заканчивается поворот опоры 6 на 180, а листовой материал 97 укладывается на резаки 44 плиты 2. Поспе завершения поворота опоры 6 вырубленные изделия 98, засевшие в резаках 44 плиты 41, находятся снизу опоры, а автоматически поданный листовой материал 97 - сверху опоры на резаках плиты 42. Вместе с этим под своим весом пара плит. 18 и 19 на направляющих колонках 15 опускается в исходное положение и фиксируется фиксаторами 39, Под дейсгвием пружины 36 штанги 33 приподнимаются также в исходное положение и удерживаются на заданной высоте, при этом их упоры 35 находятся над фиксатором 38. Ползун пресса, не останавпиваясь, из верхней мертвой точки начинает движение вниз. При опускании ползуна 1 зубчатая рейка 1 2 приводит в движение зубчатую рейку 75 толкателя загрузчика 64 и последний подает в захваты 46 следующий лист листового материала. Одновременно с этим при опускании ползуна 1 подпружиненный упор 10 (фиг. 3) воздейст вует на отжимный ролик 60, который отжимается вниз и поворачивает упоры 59 в сторону захватов 46. Под действием упоров 59 вилки 47 перемещаются на гоповках 49 захватов в сторону листового материала. При упоре в кромк листового материала подпружиненные пластины 48 приподнимаются, а затем конец листового материала досылается на уровень резаков. В этот момент при отжатии ролика 60 отжимаются вверх ропики 61, Под действием пружины 56 направляющая 54 возвращается в исходное положение вместе с захватами 46, при этом пластины 48 и вилки 47 возврашаются в исходное положение, а подпружиненный упор 1О достигает упоров 62 и останавливается, обеспечивая выход ролика 60 вместе с направляющей 54 из его зоны действия. В этот момент нижняя сторона плиты 2 достигает соответствующих штанг 33 и давит на их торцы. Штанги 33, преодо левая усилие пружин 36, опускаются к основанию стержней 34. При этом их упоры 35 воздействуют на пальцы 40 фиксаторов 38 и отводят последние от пары плит 16 и 17, которая под собственным весом со скоростью движения ползуна 1 вместе с выталкивателями 26 резко опускается вниз в сторону резаков 44 к плите 41. Верхняя упорная плита 2, взаимодействуя с листовым маг-ериалом 97, давит на опору 6, которая преодолевая усилия пружины 13 опус кается на основание пресса 4. В этот момент одновременно завершается разруб листового материала на резаках 44 свер ху опоры 6, в данном случае на плите 42, а также завершается выталкивание готовых изделий из резаков 44, находящихся снизу опоры .,6 на плите 41. При этом выталкиватели для отходов опускаются ниже резаков 44 (см. фиг. 7). Оче редной лист листового материала загрузчиком 64 подается в другую пару захватов 46 под прижимные пластины 48. / Когда ползун 1, не останавливаясь, нанинает подниматься вверх, опора 6 поворачивается в вертикальной плоскости вместе с готовыми изделиями 98, засевшими в резаках, а также вместе с отходами 99, которые остались между резаками 44 на плите 42 (фиг. 2). При этом штанги 32 отжимают фиксаторы 39, а отжимные ролики 31 на плитах 18 и 19 взаимодействуют с профильным пазом дисковых копиров 14 и принудительно перемещают их в сторону резаков. До момента поворота опоры 6 на 90 осущест- вляется выталкивание отходов, которые свободно падают под своим весом на заданный участок (фиг. 9). После выталкивания отходов при дальнейшем повороте опоры 6 отжимные ролики 31, продолжая скользить по профильному пазу копирных дисков 14, возвращают плиты в исходное положение. Фиксаторы 39 под действием пружин также возвращаются в исходное положение и фиксируют плиты 18 и 19 в исходном положении для выталкивания готовых изделий.. П; и завершении поворота опоры 6 на 180 листовой мате- риал укладывается на резаки. Далее процесс повторяется. Вырубка изделий из ленточного материала 100 осуществлтяется в той же последовательности, что и из ппстового материала. .Разница закшочается лишь в способе подачи леиточяого материала в захваты 46. Для настройки устройства на вырубку изделий из ленточного материала необхо- имо установить на каждой плите 41 к 42 шаговые ножи 45 (фиг. 1,3), рукоятку переключения 79 поставить в нейтральное полохшние, на захватах 46 (фиг. 4) вывернуть регулировочные болты с учетом поворота головки 49 на заданный угол Б сторону шарнирных плаотин 90 и 91, повернуть упор 57 в холос тое положение, включить концевые вьпслючатели 58 и 95 и соединенные с ними электромагнитные катушки 86 и 87. По воротом штурвала 8О валком 73 конец ленточного материала 100 подается в шарнирньЕ пластины 90 к 91 и останавливается у концевого выключателя 95. В исходном положении пластины повернуты ао упора в ограничительшле упоры 94. Включается привод ползуна 1 пресса и он начинает нз верхней мертвой точки опускаться вниз вместе с плитой 2. Шарнирная собачка кронштейна 8, взаимодейст вуя с храповиком опоры 6, отходит в сторону, а когда плита 2 опустится 1шже, вновь возвращается в исхолное положение. Под действием плиты 2 опора 6, преодолевая усилие пружин 13, опускается на колонках 3 на основание 4. Достигнув нижней мертвой точки, ползун 1, не останавпиваясь, начинает подниматься вверх. Опора 6 под действием пружин поднимается в исходное лоложение, а храповик ее храпового механизма, взаимоаействуя с шарнирной собачкой кронштейна 8, поворачивается и поворачивает опору 6 в вертикальной плоскости. Захваты 46 (фиг. 1),. перемещаясь нз нижнего положения в процессе поворота опоры по окружности заданного радиуса, достигают .механизма 74 для передачи конца ленточного материала и заходят в вырезы 92 шарнирных плаотин, где кромкой ленточный материал 100 отжимает пластины 48 и поступает в захваты 46 (см. фиг. 4). В этот момент стержни 93 приходят во взаимодействие с торцами захватов 46. При дальнейшем повороте опоры 6 захваты 46 поворачиваются вместе с пластинами 90, 91 как одно целое, а стержни 50, опуокаясь, перемещаются в корпусах 53. В. завершающий момент опускания стержней 5О под воздействием их выступов 52 фиксаторы 55 выходят из взаимодействия с направляющей 54, и корпуса 53 начинают поворачиваться вместе с захватами 46. В заданный момент поворота стержни 93 выходят из взаимодействия с захватами 46. Ползун 1 продолжает подниматься вверх, а опора 6 поворачиваться, в данном случае плита 41 находится в зоне верхней упорной плиты 2. Подающие валки 72 и 73 все еще остаются неподвижными, а подпружиненная тормозная накладка 81 удерживает иХ в этом положении. Захваты 46, удерживая конец листового материала 1ОО, начинают перемещаться направляющей 54 в сторону пластины 43 (фиг. 3), преодолевая усилие пружины 56. Когда направляющая достигает пластины 43, концевой выключатель 58, контактируя с ней, дает команду на включение электроМагнитной катущки 86, которая поворачи вает рычаг 85 в свою сторону. При это диск сцепления 89 (фиг. 3) контактируе с цепной передачей 83 и вращение от по луоси 5 передается цепной передаче 82, которая приводит во враще1 ие подающие валки 72 и 73. Вращаясь, валки 72 и 73 разматывают рулон 71 и подают лен точный материал 1ОО под пресс, при этом захваты 46 продолжают удерживат конец ленточного материала. Когда П1эл зун 1 достигает верхней мертвой точки ой останавливается. Также останавливается опора 6, завершив свой полный поворот, а электромагнитная катушка 86 отключается, рычаг 85 под действием пружины принимает свое обычное нейтральное положение. Шарнирная собачка кронштейна 8 выводится из взаимодейст вия с храповиком опоры для удаления отходов после первого разруба. Ползун 1 пресса вновь начинает движение к нижней мертвой точке, упор 1О на плнрге фиг. ii,c воздействует на отжимной ролик 60, который отжимается вниз и поворачивает упоры 59 в сторону захватов 46. Упоры 59 отжимают вперед вилки 47, которые поворачивают прижимные пластины 48, освобождая коч нёц материала, затем конец материала досылается на уровень резаков. В этот момент подпружиненный упор 9 плиты 2 касается ленточного материала и удержи вает его в заданном положении. Вместе с поворотом упоров 59 поднимаетется ролик 61, вследствие чего под аействием пружины 56 направляющая 54 вместе с захватами 46 возвращается в исходное положение. При этом ролик 60 прокатывается снизу по упору 10, который достигает упоров 62 и удерживается от даль-нейшего опускания. Когда плита 2 достигает ленточного материала 100, находящегося на резаках 44, опора 6 опускается на основание 4 и происходит вырубка изделий. Не останавливаясь, ползун 1 из нижнего положения поднимается вверх, а опора 6 не поворачивается, так как шарнирная собачка отведена. После остановки ползуна в верхней мертвой точке удаляют ся отходы, а затем шарнирная собачка вновь поворачивается в рабочее положение Вторая паразахватов 47 находится в положении подччи ленточного материала. Ползун 1 пресса, не останавливаясь, совершает движение из верхней мертвой точки вниз и обратно. При подъеме ползуна поднимается опора 6 и поворачивается, вследствие взаимодействия ее храповика с шарнирной собачкой.- В заданный момент включается электромагнитная катушка 87, которая перемещает диск 88 сцепления к цепной передаче 83. Через цепную передачу 83, зубчатую передачу 84 и цепную передачу 82 подающие валки 72 и 73 приводятся во вращение в обратном нап- . равлении и возвращают конец ленточного материала 100 в исходное положение. Когда материал проходит зону касания с концевым выталкивателем 95 последний дает команду на отключение электромагнитной катущки 87. Под действием пружины рычаг 95 переключения возвращается в исходное положение. Подающие валки перестают вращаться. Под действием пружины шарнирные пластины 90 и 91 принимают исходное положение, упираясь в упор 94. Опора Яродолжает поворачиваться и следующие захваты 46 на плите 42 переводит в положение приема конца ленточного материала. При вырубке изделий из ленточного материала 10О ояновременно происходит отсечение ножом 45 использованного участка материала, а также осуществляется выталкивание готовых изделий на стол 7. После первой вырубки на плите 42 ползун пресса также оста,нав5швается на верхней мертвой точке, затем удаляют только один раз отходы на нлите 42, для того, чтобы в дальнейшем обеспечить автоматическую устано&ку выталкивателей 26 в положение для 137 выталкивания отхоцов и изделий. В указанном положении устройство готово к вырубке изпелий из ленточного материала Inro принципу беспрерывного действия. Далее цикл повторяется. После заполнения стола 7 заданным количеством изделий 98 устройство останавливается, изделия 98 удаляются со стола 7, а последний поднимается приводом 63 в верхнее исходное положение. Описываемое устройство имеет высокую производительность и обеспечивает качественную вырубку изделий. формула изобретения 1. Устройство для вырубки изделий из листового и ленточного материала, со держащее связанную с ползуном пресса верхнюю упорную плиту, смонтированную на двух полуосях и несущую на двух сторонах резаки поворотную опору с поворот ными вильчатыми захватами, установленный на последней механизм для выталкивания отходов и готовых изделий, вертикально подвижный стол для укладки выруб стенных изделий, загрузчик с толкателем, установленными на уровне ннжней части опоры подающими валкамн и стойкой для установки рулона, отличающеес тем, что, с целью повышения производи0 .14 тельности устройства и обеспечения пол.ного использования ленточного материала, загрузчик снабжен установленными пара лцельно верхней части опоры дополнительФ1МИ попающими валками и механизмом для передачи кониа ленточного материала от дополнительных потающих валков в зильчатые захваты, выполненным в виде подпружиненных относительно друг аруга щарнирных пластин, шарнирно смонтированных на валу одного из дополнительных подающих валков и подпружиненных в нв равлений перемещения вильчатых эа сватов, 2.Устройство по п. 1, отличают е е с я тем, что пластины выполнены с вырезами для захода вильчатых захватов и снабжены направляющими стержнями, взаимодействующими с торцами вильчатых захватов. 3.Устройство по п. 1, о т л и ч аю щ е е с я тем, что один из дополнительных подающих валков кинематически Связан с полуосью поворотной опоры. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство ОССр по заявке № 2427465/23-05, . кл. В 29 Н 3/06, 1976 (прототип)..
O.SoO 0 %.° 0,0 o o°4o S°°;° и л /ч АГ тГг%S «S5rt«:..s:(fcs : OQ Ofl.O У Ofl 0. О.Оу tSii
