1
Изобретение относится к стекольной промышленности и может быть использовано для учета производительности ванных стекловаренных печей в производстве листового строительного стекла.
Известен способ автоматического определения нроизводительности стекловаренных печей, основанный на измерении разности температур стекломассы в двух точках выработочного канала печи 1. Измеренную разность температур корректируют по отклонению температуры на входе участка измерений и температуры окрзжающей среды и затем, на основании известной нелинейной зависимости, определяют по измеренной разности расход стекломассы, протекающей из зоны варки в зону студки.
Однако при этом не обеспечивается высокая точность измерения.
Наиболее близок к предлагаемому способ контроля производительности стекловаренной печи при производстве листового стекла, включающий измерение параметров, характеризующих производительность ванной печи, и оценку производительности печи по результатам обработки параметров 2.
Суть этого способа заключается в измерении уровня стекломассы в двух точках выработочного канала печи и средней вязкости стекломассы между указанными точками с последующим определением отношения разности уровней в этих точках к расстоянию между ними и коррекцией полученной величины по средней вязкости стекломассы.
Однако разность уровней стекломассы в двух точках выработочного канала стекловаренной печи неадекватна производитель10 ности последней. Действительно, одному и тому же уклону поверхности выработочного потока стекломассы, т. е. одной и той же разности уровней в двух его точках, могут соответствовать различные абсолютные 15 значения уровня и, следовательно, различные площади нормального сечения этого потока, т. е. различный расход стекломассы. Таким образом, производительность печи и разность уровней в двух точках выра20 боточного потока невозможно поставить во взаимно однозначное соответствие.
Цель изобретения - повышение точности контроля.
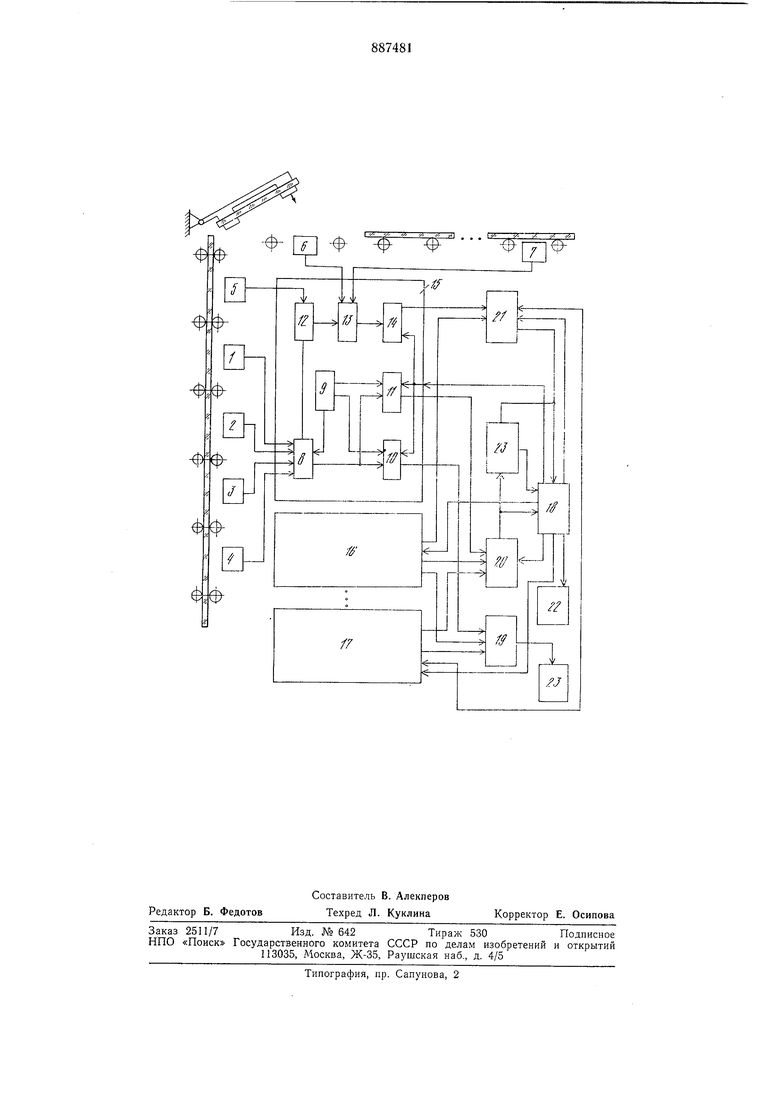
Это достигается тем, что при контроле 25 производительности стекловаренной печи при производстве листового стекла способом, включающим измерение параметров, характеризующих производительность ванной печи, и оценку производительности пезо чи по результатам обработки параметров, в качестве параметров, характеризующих производительность ванной печи, используют текущие значения толщины, щирины, скорости и плотности ленты стекла па каждой линии, а текущую производительность оценивают по результатам интегрировапия по времени произведения текущих измеренных параметров и последующего суммирования по всем линиям. Сущность способа заключается в том, что информацию от датчиков толщины, ширины, скорости и плотности вырабатываемой ленты стекла, служащих для стабилизации режима выработки, одновременно используют для контроля производительности. Для этого текущие значения показаний перечисленных датчиков перемножают, произведение интегрируют на единичных интервалах времени и полученные таким образом значения текущей производительности отдельных линий выработки стекла суммируют по всем линиям. Интегрируя вышеуказанное произведение на интервале времени, равном смене, и суммируя результаты по всем линиям, определяют количество стекломассы, выработанной из нечн за смену. Вводя в систему контроля производительности печи дополнительную информацию о величине временных интервалов срабатываниями отломщика листов стекла, о количестве и щирине листов, сходящих с транспортера, определяют выход товарной продукции, т. е. суммарную массу листов стекла, выработанных всеми технологическими линиями за смену. Разделив количество товарной продукции на количество стекломассы, выработанной из печи за один и тот же промежуток времени, определяют коэффициент использования стекломассы. На чертеже изображена технологическая линия выработки листового стекла (мащина ВВС - отломщик - транспортер), на которой показано размещение датчиков, предназначенных для контроля ее работы. Датчики толщины, ширины и скорости вырабатываемой ленты стекла, соответственно 1, 2 и 3, представляют собой разработанные и частично освоенные промышленностью устройства, используемые в настоящее время в стекольном производстве. Плотность вырабатываемого стекла определяют периодически методом лабораторпого апализа. Информацию о плотности вводят в систему с помощью ручного задатчика плотности 4. Ширину листов стекла после обрезки кромок измеряют с помощью датчика ширины 5, аналогичного датчику 2. Срабатывание отломщика листов стекла фиксирует датчик 6, выполненный на базе блокконтакта отломщика. Датчик 7, фиксирующий наличие листов стекла, снимаемых с транспортера, - бесконтактный, выполнен на базе фотодиода. Информацию от датчиков 1-4 о текущих значениях толщины, щирины, скорости и плотности вырабатываемой ленты стекла вводят в субблок умнол ;ения 8. В него же вводят сигнал управления от субблока 9, выполняющего функции таймера и генератора импульсов. Результат умпожения с выхода субблока 8 подают на входы субблоков интегрирования 10, И и на них же подают управляющие сигналы от таймера 9, определяющие пределы интегрирования. С другого выхода субблока 8 промежуточный результат умножения вводят в субблок умножения 12, в который вводят также информацию от датчика 5 о ширине листов стекла после обрезки кромок. Результат умножения с выхода субблока 12 подают на вход субблока логики 13. Последний содержит реверсивный регистр, управляемый от датчиков 6, 7, и ключ, управляемый от реверсивного регистра и датчика 6. Результат арифметико-логических операций с выхода субблока 13 подают на вход субблока интегрирования 14. Субблоки 8- 14 образуют в совокупности блок арифметико-логических онераций 15 одной технологической линии выработки листового стекла. На остальных технологических линиях устанавливаются аналогичные блоки арифметико-логических операций 16-17, укомплектованные аналогичными датчиками. Синхронизацию и управление работой системы учета и контроля производительности выполняет блок управления 18, имеющий в своем составе таймер, логическое устройство распределения команд, регистры памяти и ключи управления. По командам блока управления информация от блоков 15-17 поступает в блоки суммирования 19, 20 и 21 от каждого из вышеперечисленных к каждому из нижеперечисленных блоков. Выходной сигнал блока 19, несущий информацию о текущем значении производительности стекловаренной печи, вводят в блок 23, выполняющий в системе управления технологическим режимом печи операции управления загрузкой сырья и управления тепловым режимом печи. Выходные сигналы блоков 20 и 21, несущие информацию соответственно о количестве стекломассы, выработанной из печи за смену, и о выходе товарной продукции за тот же отрезок времени, через блок управлепия 18 выводят на электрическую печатающую машину 22 и печатают в составе сменного рапорта. Одновременно выходные сигналы блоков 20 н 21 вводят в блок деления 23, выходной сигнал которого, несущий информацию о коэффициенте использования стекломассы, также через блок управления 18 выводят на электрическую печатающую мащинку 24. Связи между элементами схемы указаны стрелками. Одним из наиболее важных параметров, характеризующих работу стекловаренной
печи, является ее текущая производительноеть или, иными словами, мгновениое значение расхода стекломассы. Этот параметр характеризует не только массообмен, по и процессы теплообмена между обогревающими факелами, движущейся стекломассой и окружающим простраиством, т. с. по суш,еству весь комплекс процессов тепломассообмепа при варке стекла. Естествеппо поэтому стремление использовать этот параметр для регулирования процесса загрззки сырья и управления тепловым режимом печи. Тот факт, что до настоящего времепи он используется незаслуженно мало, свидетельствует лишь о трудностях, возникающих на пути решения проблемы автоматического определепия пропзводительпости стекловаренной печи с удовлетворительной для практики степенью точности. Предложенное изобретение решает эту проблему.
К числу достоинств способа контроля производительности стекловаренной печи необходимо прежде всего отнести миппмальную зависимость исходной информации, получаемой от объекта, от массы всех остальных взаимосвязанных и трудноучитываемых координат режима варкн и выработки стекломассы. Это позволяет исключить влияние методической погрешности па конечный результат измерения. В этом случае точность определения производительностп будет обусловлепа главпым образом инструментальными погрешностями используемых датчиков, которые весьма певелики. Еще одним важным достоинством способа является его практически пол пая безииерционность, обусловленная тем, что пзмерение ироизводится непосредственно на выработке, после стеклоформующих машин. При использовании информации о производительности стекловаренной печи в системе автоматизированного управления технологическими режимами варки и выработки стекла такие параметры, как точпость и быстродействие соответствующей системы контроля, имеют первостепенное значение с точкн зрения качества процесса управления.
Расширение функциональных возможностей предложенного способа контроля производительности заключается в том, что одновременно с текущим значением производительпости определяют количество стекломассы, выработанной пз печп в смену, а выход товарной продукцпп в смену
и коэффициент использовашш стекломассы. Все это - важпсйшпе экономические показатели, имеюии е больиюс самостоятсльпое значеппе и позволяюцие, кроме того, оперативпо рассчптывать другие показатели, такие, как удельный объем стекломассы, удельный расход газа н электроэнергии, угар шихты и т. п. Пспользованпе этой ипформации для пастройкп спстемы автоматпзированного управления, введение
ее в сменные рапорты должно повысить стабпльпость техпологических режпмов варки и выработки cтeклo accы п общую культуру производства. Необходимо отметить, что расширение фупкциоиальных возможностей достигается с минимальной затратой аппаратных средств.
Формула п 3 о б р е т е н и я
Способ контроля производительности стекловаренной печп прп производстве листового стекла, включающий измерение параметров, характеризующих производптельность ванной печи, и оценку производительности печи по рез}льтатам обработки параметров, о т л и ч а ю nj,n и с я тем, что, с целью повышения точности контроля, в качестве параметров, характерпзуюпи1х производительпость панной , исиользуют текуии1е зпачепия толщины, ширины, скоростн п ПЛОТ110СТП лепты стекла па линии, а текущую ироизводительность оценивают по результатам интегрирования по
времени произведения текущих измеренных параметров и последующего суммировапия по всем линиям.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство
СССР Л 419476, кл. С ОЗВ 5/00, 1970.
2.Авторское свидетельство СССР А 512177, кл. С ОЗВ 5/24, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| Система автоматического регулирования температуры стекломассы | 1988 |
|
SU1661151A1 |
| СПОСОБ УПРАВЛЕНИЯ СТЕКЛОВАРЕННЫМ ПРОЦЕССОМ | 2001 |
|
RU2206524C1 |
| Способ автоматического управления регенеративной стекловаренной печью | 1978 |
|
SU743965A1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| Способ варки стекла | 1985 |
|
SU1237642A1 |
| Установка для изготовления листового пористого стекла | 1980 |
|
SU939411A1 |
| Ванная стекловаренная печь | 1978 |
|
SU791659A1 |