Способы СТЫКОВОЙ сварки с оплавленном кромок свариваемых издели11 при применении нагревания электрмческон , газовым плаМенсм и т. п., известны.
В предлагаемом способе стыковой сварки, с образозания сварного шва, кромки свариваемых изделии, зажатых с иротивоположных концов, помешают на таком расстоянии друг от друга, чтобы при нагреве для сварки в связи с тепловым расп ирепис:. металла Г1р01гзои1ло бы их с:б, иженн1С .и озариьаиие.
Это позволяет иолучтггь сварное соединение без внесения металла извне в июв и унростить обработку кролгок.
В нредлагаемом способе сварки лпстовые металлические сварпвае|Мые злемеиты зажимают по краям с противопо-ложных концов. Пос.1е этого .металл у ciBapHBaeNUiix кромок подогревают, доводя его у к|томок до раснлавлени5г.
Расширению металла вызывает сбли-жеппе его у кромок, выдавливание и уплотнение расплавленного металла с образованием сварного шва.
Зазор между кромкамн при установке свариваемых элементов выбирается ири.менительио техиической хнрачгеристнке и размерам свариваемого металла. При еварке ста.ш марки Я IT толн1иною 1.5 .н,и зазор в соединении можно допустит ; около O..i ммОсобенно легко сваривается хромоннкелевая сталь аустеннтного Kfaccia, нанример, сталь е 18 хрол;; н 8% пикс.чя, з связн с ее высоким коэффициентом линейного расширения и малой теплопроводностью.
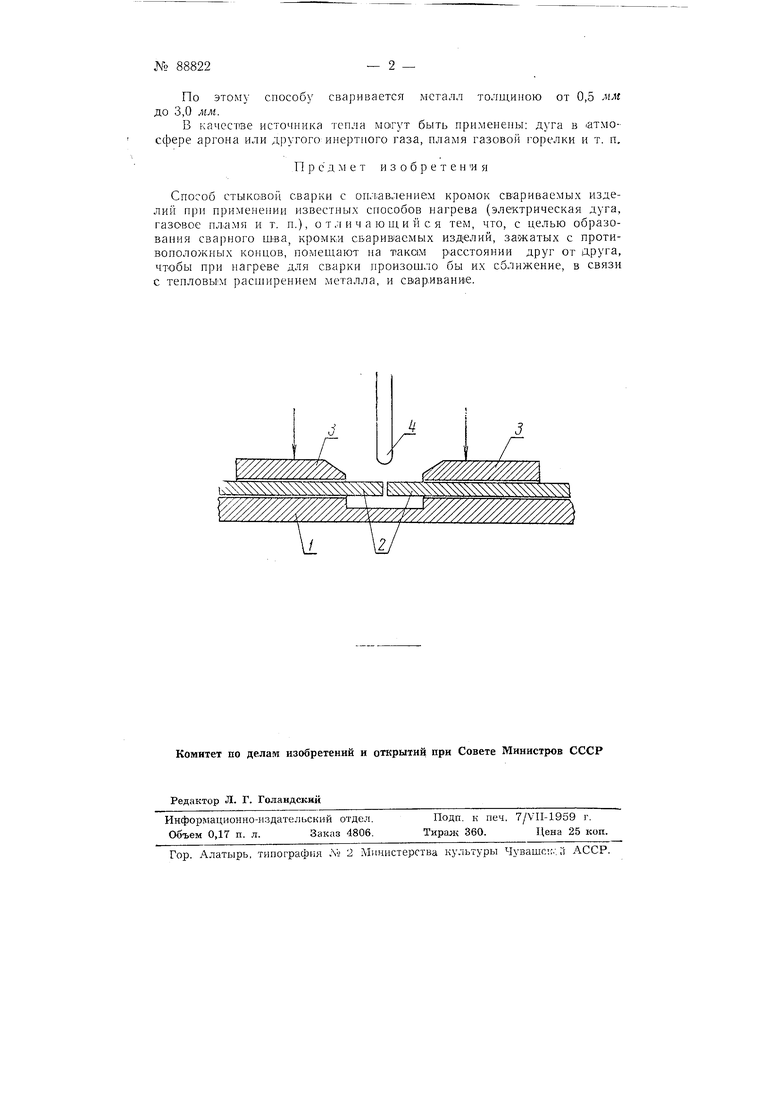
На чертеже изображена схема нриспособлепия для сварки. Принятые обозначения: /-осиование нриспособления, 2-свариваемые листы, 3--прижимы, 4-источник теила для нагрева металла, с целью его сварки.
По этому способу сваривается металл толщиною от 0,5 мм до 3,0 мм.
В качестве источника тепла могут быть применены: дуга в атмосфере аргона или другого инертного газа, пламя газовой горелки и т. п,
П р с д м е т и 3 о б р е т е и И я
Способ стыковой сварки с опл1авлением кромок свариваемых изделий при применении известных способов нагрева (электрическая дуга, газовое пл.амя и т. п.), отличающийся тем, что, с целью образования сварного Ш;ва кромки свариваемых изделий, зажатых с противоположных концов, помещают па тшксм расстоянии друг от друга, чтобы при нагреве для сварки произошло бы их сближение, в связи с тепловьгм расширением металла, и св(ар.ивани е.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ сварки | 1990 |
|
SU1706814A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2043889C1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1984 |
|
SU1201083A1 |
