(5) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЙ ПРОКАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для окраски изделий | 1981 |
|
SU1271582A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Установка для нанесения покрытий на изделия | 1985 |
|
SU1256802A1 |
| Установка для нанесения покрытий на металлический прокат | 1982 |
|
SU1171110A1 |
| Сканирующее устройство узла экспонирования электрофотографического аппарата | 1985 |
|
SU1312516A1 |
| Проходная распылительная окрасочная камера | 1977 |
|
SU730381A1 |
| Устройство для нанесения покрытия на изделия | 1985 |
|
SU1273178A1 |
| Установка для нанесения покрытий | 1980 |
|
SU910214A1 |
1
Изобретение относится к aвт6мaт tзации технологических процессов и может быть использовано в процессах двухстороннего нанесения покрытий на металлический прокат.
Известна установка для нанесения покрытий на металлический прокат, оборудованная горизонтальным поворотным валом, установленным в зоне .распыления в нижней части окрасочной камеры и взаимодействующим с нижней кромкой вертикально подаваемого листа l ..
Недостатками известной установки являются невозможность установки в зоне окраски горизонтального; вала при горизонтальной подаче обрабатываемого материала, а также большое количество подвижных частей, подвержен.ных отказам и повышенному износу.
Наиболее близкой к изобретению по технической сущности является установка для нанесения покрытий на металлический прокат, содержащая камеру окраски, каретки с распылителями, привод, датчик исходного положения;кареток, механизм управления приводом кареток с электромагнитом привода кареток, подающий конвейер с приводом, датчик хода конвейера, датчик наличия подаваемого материала, первый и второй счетчики, соединенные между собой 2 .
10
Недостатками известной установки являются наличие второго ферромагнитного диска с коробкой передач, понижающего надежность установки, а также возможность недокраски листа
15 материала,т.е. его хвостовой части, при переменной скорости рольганга,так как счетчик, управляющий первым ходом распылителей не учитывает время прохождения листом расстояния меж20ду стационарным датчиком и распылителем, ,
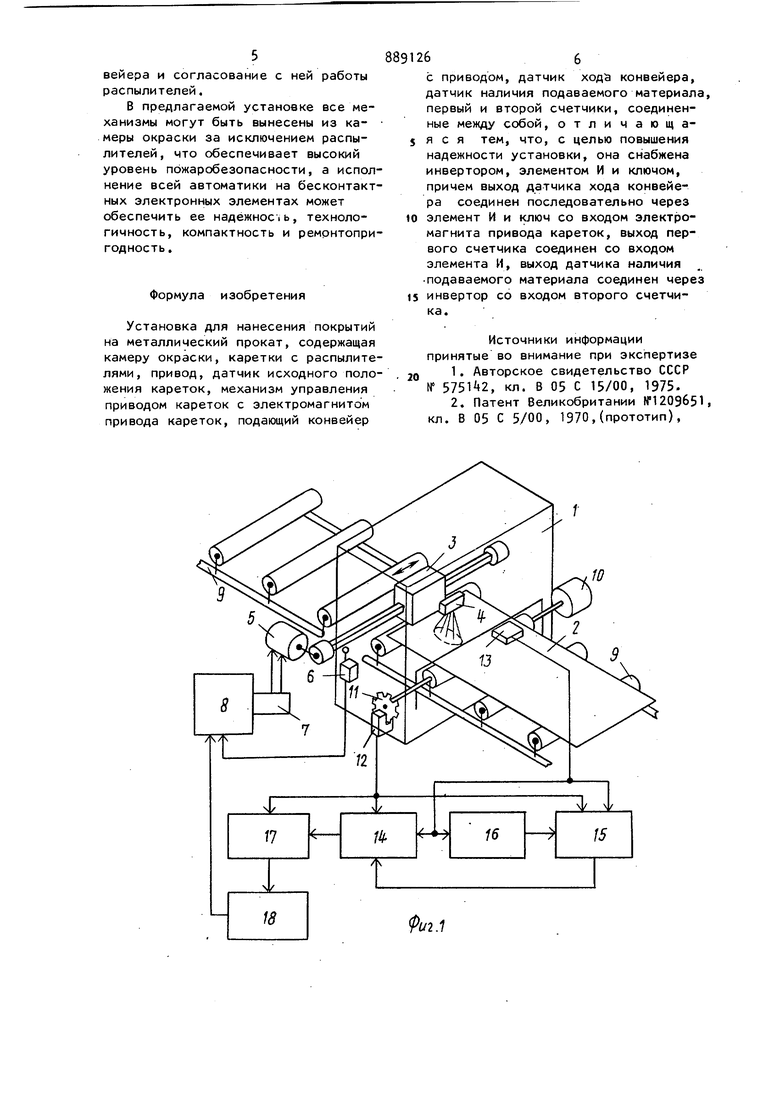
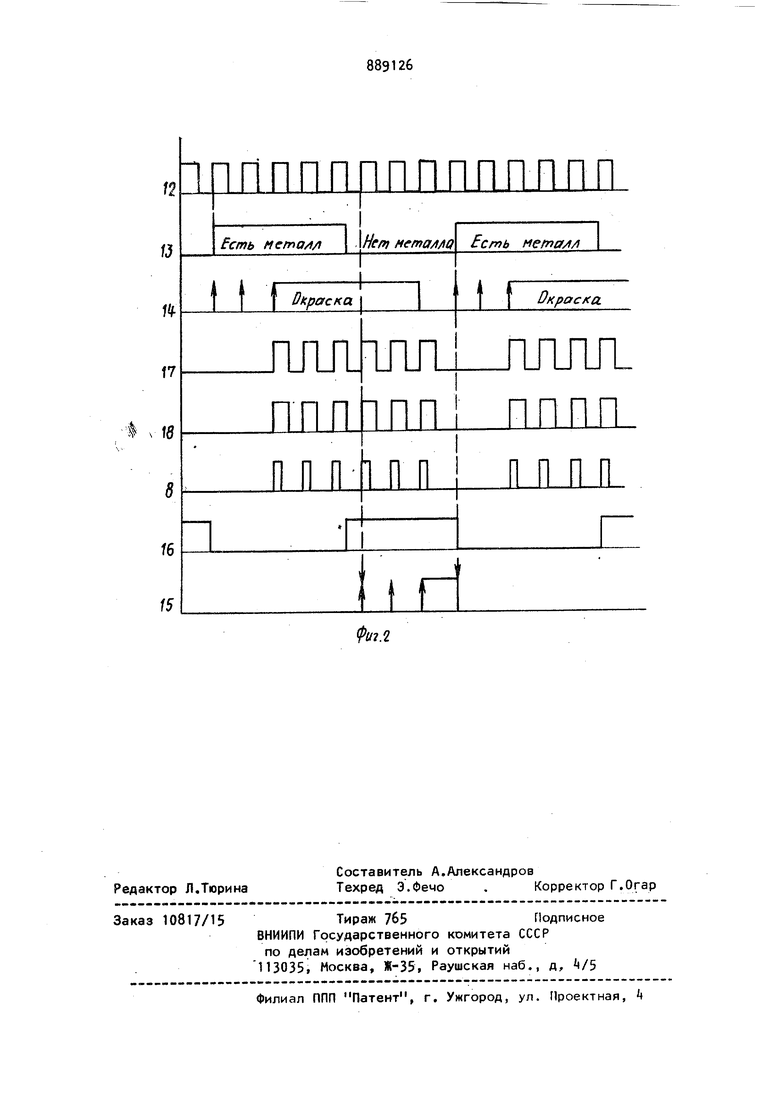
Цель изобретения - повышение надежности установки. 3 Указанная цель достигается тем, что установка для нанесения покрыти на металлический прокат, содержащая камеру окраски, каретки с распылите лями, привод, датчик исходного поло жения кареток, механизм управления приводом кареток с электромагнитом привода кареток, подающий конвейер с приводом, датчик хода конвейера, датчик наличия подаваемого материала, первый и второй счетчики, соеди ненные между собой, снабжена инверт ром, элементом И и ключом, причем выход датчика хода конвейера соедин последовательно через элемент И и ключ со входом электромагнита приво да кареток, выход первого счетчика соединен со входом элемента И, выход датчика наличия подаваемого материала соединен через инвертор со входом второго счетчика с На фиг, 1 изображена схема предл гаемой установки; на фиг, 2 - време ная диаграмма работы ее элементов. Установка содержит (см.фиг.1) проходную камеру окраски 1, имеющую щелевые проемы для прохода подаваемого материала 2, каретки 3 с распылителями k, приводом 5 обеспечивающим их возвратно-поступательное движение, и датчиком 6 исходного положения кареток 3j механизм управ ления 7 приводом кареток 3 с электромагнитом 8, подающий конвейер 9 с;приводом 10, диск 11с выступами по периметру, взаимодействующий с датчиком 12 хода конвейера. Перед входом в камеру окраски 1 установлен датчик 13 Наличия подаваемого материала, В отдельном электронном блоке установлены сметчики 1 и 15 инвертор 16, элемент И 17 и ключ 1 Установка работает следующим об, разом, В исходном положении, когда, под кяций конвейер 9 работает, аматериал 2 еще не подошел к датчику 13, вращается диск 11, датчик 12 выдает импульсы на счетные входы счетчиков И и 15 счетчик 15 уже запол нен и выдает сигнал на сброс счетчика И, выход которого соответству ет О и поступает на вход элемента И 17, на другой вход которого поступают импульсы с датчика 12 в соответствии с положением выступов диска 11. Поскольку на одном вх де элемента И постоянно присутствует О, а на другом периодически 6. 4 появляется 1, ключ 18 заперт, электромагнит 8 обесточен, привод 5 кареток 3 включен, каретки 3 находятся в исходном положении (на фиг,1 в крайнем левом), воздействуя на датчик 6 исходного положения кареток 3. При подходе материала 2 к входу в камеру окраски 1 датчик 13 наличия подаваемого материала 2 выдает сигнал на запуск счета счетчика 14, который сосчитав определенное количество импульсов с датчика 12 (на временной диаграмме на фиг, 2 этих импульсов условно три), что соответствует расстоянию, проходимому передней кромкой материала 2 от места расположения датчика 13 до зоны действия распылителей k, выдает сигнал 1 на вход элемента И 17. На другой вход элемента И продолжают поступать импульсы с выхода датчика 12, Элемент И 17 в моменты появления 1 на обоих входах отпирает ключ 18 и при этом сбрасывает электромагнит 8 механизма 7 управления приводом 5 кареток 3 с распылителями 4, При совершении одного полного хода каретки 3 возвращаются в исходное положение, взаимодействуют с датчиком 6, который отключает электромагнит 8 в конце каждого хода. Затем ключ 18 опять включает электромагнит 8 и так повторяется до тех пор, пока к датчику 13 не подойдет задний край материала 2. При этом сметчик продолжает выдавать сигнал 1 на вход элемента И 17, а счетчик 15 тем временем получает через инвертор 16 сигнал на запуск, отсчитывает необходимое количество импульсов датчика 12, соответствующее расстоянию, проходимому задним краем материала 2 от датчика 13 до зоны распыления, и выдает сигнал на сброс счетчика 14, после чего элемент И 17 снова не выдает сигналы на отпирание ключа 18, и каретки 3 находятся в исходном положении. Предлагаемая установка может обеспечить окраску как вертикального, так и горизонтального листа, автоматическое начало и прекращение окраски при входе и выходе листа (или профиля) из зоны окраски, а также слежение за скоростью конвейера и согласование с ней работы распылителей.
В предлагаемой установке все механизмы могут быть вынесены из камеры окраски за исключением распылителей, что обеспечивает высокий уровень пожаробезопасности, а испол нение всей автоматики на бесконтакт ных электронных элементах может обеспечить ее надёжность, технологичность, компактность и ремрнтопри годность.
Формула изобретения
Установка для нанесения покрытий на металлический прокат, содержащая камеру окраски, каретки с распылителями, привод, датчик исходного положения кареток, механизм управления приводом кареток с электромагнитом привода кареток, подающий конвейер
89126е
с приводом, датчик ходз конвейера, датчик наличия подаваемого материала, первый и второй счетчики, соединенные между собой, отличающа$ я с я тем, что, с целью повышения надежности установки, она снабжена инвертором, элементом И и ключом, причем выход датчика хода конвейера соединен последовательно через
10 элемент И и ключ со входом электромагнита привода кареток, выход первого счетчика соединен со входом элемента И, выход датчика наличия подаваемого материала соединен через
15 инвертор со входом второго счетчика.
Источники информации принятые во внимание при экспертизе 2Q 1. Авторское свидетельство СССР № 5751А2, кл. В 05 С 15/00, 1975.
