(54) УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для окраски изделий | 1981 |
|
SU1271582A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889126A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Установка для нанесения покрытий на металлический прокат | 1982 |
|
SU1171110A1 |
| Установка для нанесения покрытий на изделия | 1985 |
|
SU1256802A1 |
| Установка для окраски металлических изделий | 1976 |
|
SU634799A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| Устройство для окраски полых изделий | 1974 |
|
SU648281A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
1
Изобретение относится к устройствам для окраски изделий и может быть использовано в процессах окраски листовых изделий.
Известна установка для окраски изделий, содержащая окрасочную камеру с горизонтальным поворотным валом, каретки с распылителями, приводом кареток с механизмом управления и датчиком исходного положения кареток.
Механизм управления известной установки выполнен в виде соединенного с приводом конвейера через муфту сцепления кулачкового диска, взаимодействующего с датчиками перемещения кареток и датчика включения муфты сцепления, взаимодействующего с кулачковой муфтой, закрепленной на горизонтальном поворотном валу, взаимодействующим с обрабатываемым изделием 1.
Недостатком известного устройства является содержание больщого количества сложных механических узлов (муфты сцепления, кулачковые механизмы, обгонную муфту и т.п.), требующих индивидуального изготовления, регулировки и состоящих из
большого количества подвижных узлов, подверженных отказам и износу.
Наиболее близкой к предлагаемой по технической сущности и базовым объектам является установка для окраски изделий,
5 содержащая подающий рольганг с приводом, установленные с возможностью возвратно-поступательного перемещения каретки с распылителями, привод кареток, датчик исходного положения распылителей, датчик на,Q личия , установленный на продольной оси подающего рольганга перед зоной окраски, импульсный датчик положения подающего рольганга, соединенный с приводом рольганга, два счетчика импульсов, соединенные с приводом кареток, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга 2.
Недостатком известного устройства является то, что при интервале между изделия20 ми-листами, меньщем, чем время счета, второй счетчик выдает команду на задержку окраски изделия только по окончании счета, что вызывает неоправданный расход краски в интервале между изделиями, а затем отсутствие покрытия изделия на интервале счета. Кроме того, зависимость качества окраски от интервала между изделиями предъявляет дополнительные требования к механизмам окрасочной линии, в которую включается установка, снижает ее производительность.
Цель изобретения - повышение производительности установки и уменьшения потерь краски.
Указанная цель достигается тем, что известная установка для окраски изделий, содержащая подаюш.ий рольганг с приводом, установленные с возможностью возвратнопоступательного перемещения каретки с распылителями, привод кареток, датчик исходкого положения распылителей, датчик наличия изделия, установленный на продольной оси подающего рольганга перед зоной окраски, импульсный датчик положения подающего рольганга, соединенный с приводом рольганга, два счетчика импульсов, соединенные с приводом кареток, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга, снабжена третьим счетчиком импульсов, элементом И, элементом ИЛИ, первым, вторым и третьим элементами НЕ, ключом, причем второй вход первого счетчика импульсов соединен с выходом датчика наличия изделия, а выход первого счетчика импульсов соединен последовательно через первый элемент НЕ, второй счетчик импульсов, второй элемент НЕ, элемент И, элемент ИЛИ, ключ со входом привода кареток, выход датчика исходного положения распылителей соединен со входом третьего счетчика импульсов и третьего элемента НЕ, выход которого соединен со входом элемента ИЛИ, выход импульсного датчика положения подающего рольганга соединен через третий счетчик импульсов со входом элемента И.
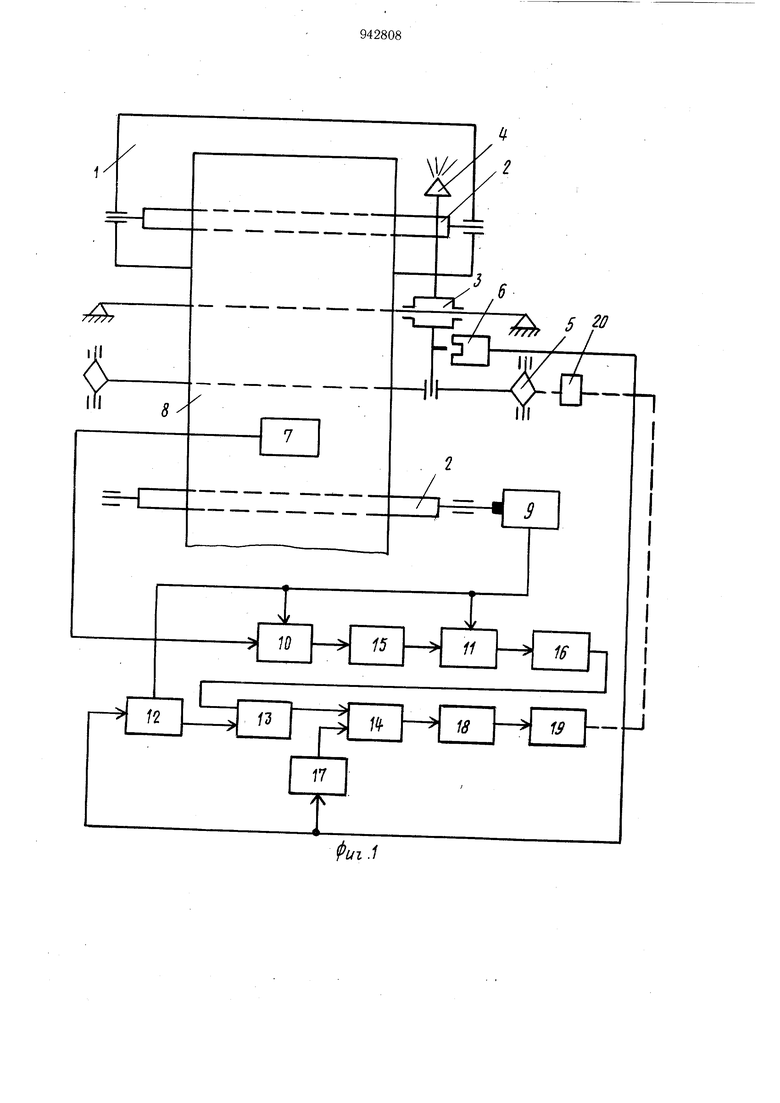
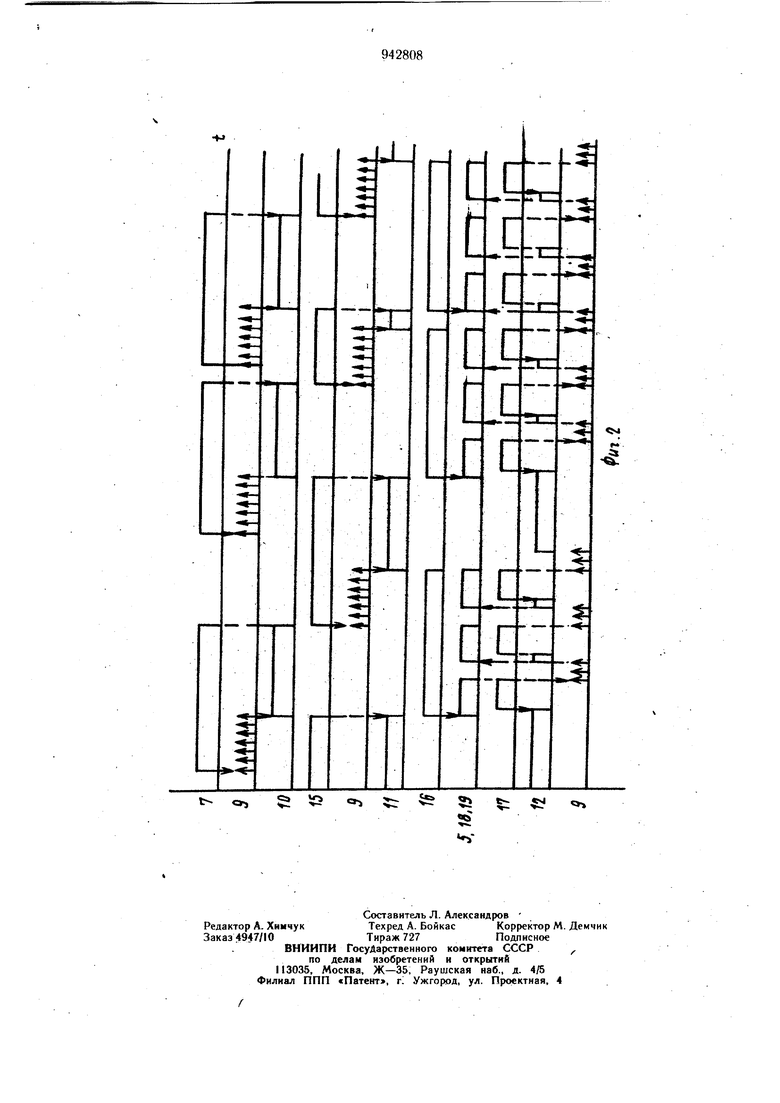
На фиг. 1 изображена блок-схема установки; на фиг. 2 - временная диаграмма работы ее элементов.
Установка содержит (фиг. 1) окрасочную камеру 1, подающий рольганг 2, установленныес возможностью возвратно-поступательного перемещения каретки 3 с распылителями 4, приводом 5 и датчиком 6 исходного положения распылителей, датчик 7 наличия изделия 8, установленный перед окрасочной самерой 1, импульсный датчик 9 перемещения подающего рольганга 2, связанный с подающим рольгангом 2, первый, второй и третий счетчики 10-12 импульсов, элемент И 13, элемент ИЛИ 14, первый, второй и третий элементы НЕ 15-17, ключ 18, взаимодействующий, например с электромагнитом 19 привода 5 кареток 3.
Датчик 6 исходного положения кареток 3 - бесконтактный, выход его «1 соответствует исходному положению кареток 3. Привод 5 кареток 3 выполнен, например гидравлическим управляемым гидрозолотником 20 с электроуправлением от электромагнита 19.
Импульсный датчик 9 перемещения подающего рольганга 2 на основе дискретного фотоэлектрического преобразователя угла поворота в количество импульсов. Датчик 7 наличия изделия 8 перед окрасочной камерой 1 также выполнен бесконтактным, его выход «1 соответствует наличию над ним изделия 8,
Установка работает следующим образом.
В исходном положении изделия 8 над датчиком 7 нет, первый счетчик импульсов 10 находится в состоянии «О, каретки 3 неподвижны, датчик 6 в состоянии «1. С включением подающего рольганга 2 импульсный датчик 9 выдает бесконечную последовательность импульсов (на фиг. 2 условно показано семь импульсов, необходимых для заполнения первого и второго счетчиков 10 и 11 импульсов и три импульса для третьего счетчика 12 импульсов. При появлении изделия 8 над датчиком 7 он дает команду на счет первому счетчику 10 импульсов, который, отсчитав количество импульсов с импульсного датчика 9, соответствующее прохождению передней кромкой изделия 8 расстояния от датчика 7 до зоны окраски в окрасочной камере 1, переходит в состояние «1. Второй счетчик 11 импульсов под действием «О первого элемента НЕ 15 сбрасывает «1 и переходит в исходное состояние «О. Далее с уходом изделия 8 от датчика 7 первый счетчик 10 импульсов переходит в состояние «О, подготавливая тем самым счет вторым счётчиком 11 импульсов, который отсчитав количество импульсов с импульсного датчика 9, соответствующее прохождению задней кромкой изделия 8 расстояния от датчика 7 до зоны окраски, переходит в состояние «1. Таким образом, на выходе второго элемента НЕ 16, (фиг. 2) сигнал «1 присутствует именно во время прохождения изделия 8 через зону окраски в окрасочной камере 1, независимо от интервала между изделиями на подающем рольганге 2. Далее этот сигнал используется как разрешающий для работы схемы запуска кареток 3.
В исходном состоянии кареток 3 (условно крайне правое положение фиг. 1) третий счетчик 12 импульсов заполнен и находится в состоянии «1. С приходом разрешающей «1 с выхода второго элемента 16 на вход элемента ИЛИ 14 последний вызывает срабатывание ключа 18, электромагнита 19, который через гидрозолотник 20 включает привод 5 кареток 3. Как только каретки 3 уходят влево, начиная перемещаться, появляется «1 на выходе третьего элемента НЕ 17 и одновременно третий счетчик 12 импульсов «нулем с датчика 6 сбрасывается в исходное состояние «О, а привод 5 работает до тех пор, пока каретки 3 не вернутся в крайне правое положение. При этом третий счетчик 12 импульсов начинает под действием «1 с датчика 6 счет интервала (условно три импульса), по проществии которого третий счетчик 12 импульсов переходит в состояние «1, и процесс повторяется. При интервале между изделиями 8, меньщем- или равном интервалу между ходами кареток 3, работа их не прекращается. Таким образом, обеспечивается нанесение покрытия на изделия 8 при любых, практически возможных, интервалах между ними, повышается производительность установки, исключается необходимость в контроле за интервалом между изделиями. В предлагаемой установке все механизмы и электронные элементы вынесены из окрасочной камеры 1, за исключением распылителей 3, выполнены на основе комплектных устройств бесконтактной логики, датчиков импульсов и импульсных счетчиков, широко выпускаемых промышленностью, что позволяет обеспечить высокий уровень пожаробезопасности, надежности, технологичности, компактности и ремонтопригодности устройства. Формула изобретения Установка для окраски изделий, содержащая подающий рольганг с приводом, установленные с возможностью возвратнопоступательного перемещения каретки с распылителями, привод кареток, датчик исходного положения распылителей, датчик наличия изделия, установленный на продольной оси подающего рольганга перед зоной окраски, импульсный датчик положения подающего рольганга, соединенный с приводом рольганга, два счетчика импульсов, соединенные с приводом кареток, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга, отличающаяся тем, что, с целью повышения производительности установки и уменьшения потерь краски, она снабжена третьим счетчиком импульсов, элементом И, элементом ИЛИ, первым, вторым и третьим элементами НЕ, ключом, причем второй вход первого счетчика импульсов соединен с выходом датчика наличия изделия, а выход первого счетчика импульсов соединен последовательно через первый элемент НЕ, второй счетчик импульсов, второй элемент НЕ, элемент И, элемент ИЛИ, ключ - со входом привода кареток, выход датчика исходного положения распылителей соединен со входом третьего счетчика импульсов и третьего элемента НЕ, выход которого соединен со входом элемента ИЛИ, выход импульсного датчика положения подающего рольганга соединен через третий счетчик импульсов со входом элемента И. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 575142, кл. В 05 С 15/00, 1975. 2.Патент Великобритании № 1209651, кл. В 05 С 5/00, опублик. 1970 (прототип).
Риг.1
55
