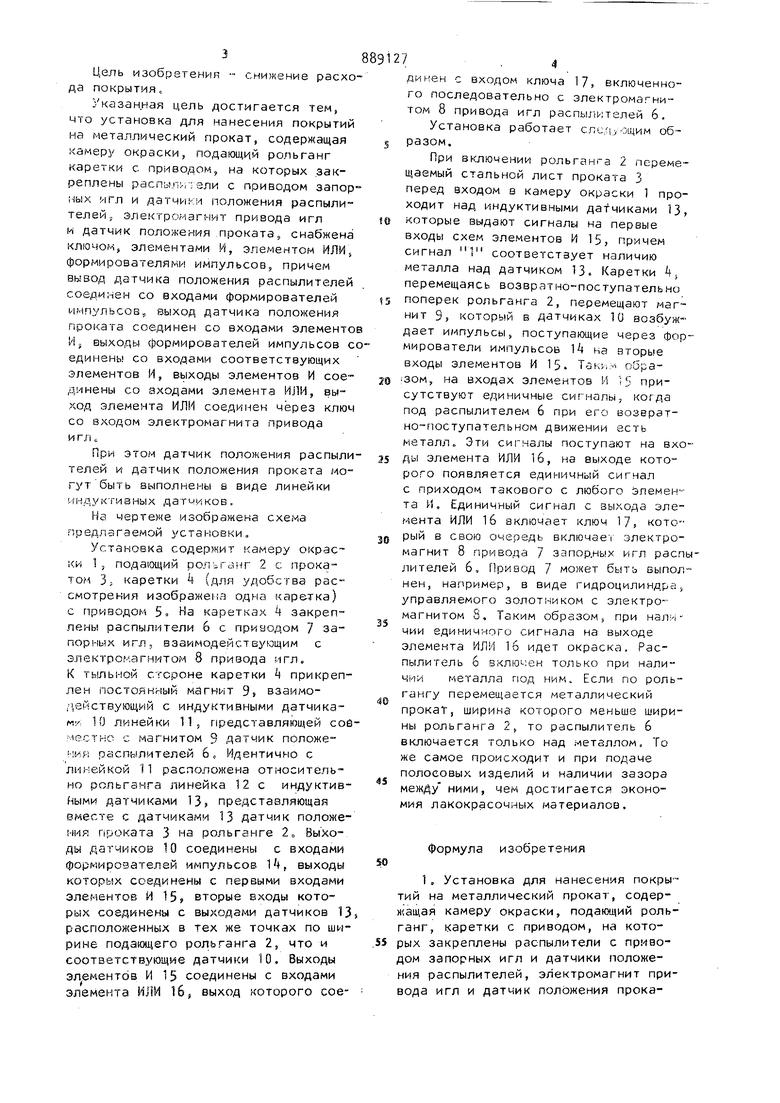
Изобретение относится к автоматизации технологических процессов и мо жет быть использовано в процессе нанесения покрытий на металлический пр кат. Известна установка для нанесения покрытий на металлический прокат, со держащая окрасочную камеру, в которой возвратно-поступательно перемещаются распылители, и механизм ре.гулирования величины перемещения распылителей, оборудованного поворотным рычагом, который устанавливается под тяжестью перемещаемых по ве тикали кареток с распылителями ниже верхней кромки листа минимальной ширины и через систему направляющих рычагов и датчиков конечных положений управляет пневмоцилиндром, задаю щим работу распылителей по ширине окрашиваемого листа 1 . Недостатком известной установки я ляется невозможность ее использования при обработке тонкого листа, ког да могут возникнуть существенные деформации тонкого листа под действием тяжести кареток и упоров, а также непригодность ее для обработки профильного проката. Наиболее близкой к изобретению по технологической сущности является установка для нанесения покрытий на металлический прокат, содержащая камеру окраски, подающий рольганг, каретки с приводом, на которых закреплены.распылители с приводом запорных игл и датчики положения распылителей, электромагнит привода игл и датчик положения проката 2 . Недостатком известной установки является низкая надежность, вследствие работы потенциометров совместно с постоянно движущимися узлами. Кроме того, при обработке профильных изделий установка не может различить действительную ширину изделий и обеспечить работу распылителей только по металлу проката. 3 Цель изобретения - снижение расхо да покрытия« Указанная цель достигается тем, что установка для нанесения покрытий на металлический прокат, содержащая камеру окраски, подающий рольганг каретки с приводом, на которых закреплены распь п:-ггэли с приводом запор ных игл и датчики положения распылителей, электромагнит привода игл и датчик положения .проката, снабжена ключом, элементами И, элементом ИЛИ формирователями импульсов, причем вывод датчика положения распылителей соединен со входами формирователей импульсов, выход датчика положения проката соединен со входами элементо И 5 выходы формирователей импульсов единены со входами соответствующих элементов И, выходы элементов И сое дмнены со входами элемента ИЛИ, выход элемента ИЛИ соединен через клю со входом электромагнита привода и г л с При этом датчик положения распыл талей и датчик положения проката мо гут быть выполнены в виде линейки индуктивных датчиков, На чертеже изображена схема предлагаемой устаьювки, Установка содержит камеру окраски 1j подающий рольганг 2 с прокатом 3; каретки k (для удобства рассмотрения изображена одна каретка) с приводом So На каретках 4 закреплены распылители 6 с приводом 7 запорных игл, взаимодействующим с электромагнитом 8 привода игл. К тыльной стороне каретки k прикреп лен постоянный магнит 9 взаимоЛ,еиствующии с индуктивными датчикаf.Y, 10 линейки 11s представляющей со мест не с магнитом 9 датчик положения распылителей 6, Идентично с линейкой 11 расположена относительно рольганга линейка 12 с индуктив йыми датчиками 13 представляющая вместе с датчиками 13 датчик положе ния проката 3 на рольганге 2„ Выходы датчиков 10 соединены с входами формирователей импульсов 1+, выходы которых соединены с первыми входами элементов И 15 вторые входы которых соединены с выходами датчиков 1 расположенных в тех же точках по ши рине подакйдего рольганга 2, что и соответствующие датчики 10. Выходы элементов И 15 соединены с входами элемента 16, выход которого сое . 4 ли иен с входом ключа 17, включенного последовательно с электромагнитом 8 привода игл распылителей 6. Установка работает образом. При включении рольганга 2 перемещаемый стальной лист проката 3 перед входом в камеру окраски 1 проходит над индуктивными датчиками 13, которые выдают сигналы на первые входы схем элементов И 15, причем сигнал 1 соответствует на.личию металла над датчиком 13. Каретки 4, перемещаясь возвратно-поступательно поперек рольганга 2, перемещают магнит 9, который в датчиках 10 возбуждает импульсы, поступающие через формирователи импульсов 1А на вторые входы элементов И 15. ,.-.- обраi3OM, на входах элементов И ij присутствуют единичные сигналы, когда под распылителем 6 при его возерэтно-поступател.ьном движении есть металл. Эти сигналы поступают на входы элемента ИЛИ 16, на выходе которого появляется единичный сигнал с приходом такового с любого элемента И, Единичный сигнал с выхода элемента ИЛИ 16 включает ключ 17, который в свою очередь включает электромагнит В гфивода 7 запор.ных игл распылителей 6, Привод 7 может быть выполнен, например, в виде гидроцилиндра управляемого золотником с электромагнитом 8. Таким образом, при наличии единичного сигнала на выходе элемента ИЛИ 16 идет окраска. Распылитель 6 зклю-:ен только при наличии металла под ним. Если по рольгангу перемещается металлический прокат, ширина которого меньше ширины рольганга 2, то распылите.пь 6 включается только над металлом. То же самое происходит и при подаче полосовых изделий и наличии зазора между ними, чем достигается экономия лакокрасочных материалов. Формула изобретения 1. Установка для нанесения покрытий на металлический прокат, содержащая камеру окраски, подающий рольганг, каретки с приводом, на которых закреплены распылители с приводом запорных игл и датчики положения распылителей, электромагнит привода игл и датчик положения проката, отличающаяся тем, что, с целью снижения расхода покрытия, она снабжена ключом, элементами И, элементом ИЛИ, формирова-телями импульсов, причем выход датчика положения распылителей соединен со входами формирователей импульсов, выход датчика положения проката соединен со входами элементов И, выходы формирователей импулосов соединены со входами соответствующих элементов И, выходы элементов И соединены со входами элемента ИЛИ, выход элемента ИЛИ соединен через ключ
со входом электромагнита привода игл.
2. Установка по п.1, отличающаяся тем, что датчик положения распылителей и датчик положения проката выполнены в виде линейки индуктивных датчиков.
Источники информации принятые во внимание при экспертизе
1. Авторское свидетельство СССР Г 671086, кло В 05 В 15/00, 1978.
2. Патент Великобритании №120963.1 -кл. В 05 С 5/00, 1970 (прототип)..

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889126A1 |
| Автоматическая установка для окраски изделий | 1981 |
|
SU1271582A1 |
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Установка для нанесения покрытий на металлический прокат | 1982 |
|
SU1171110A1 |
| Установка для нанесения покрытий на изделия | 1985 |
|
SU1256802A1 |
| ТЕЛЕВИЗИОННАЯ СИСТЕМА ДЛЯ НАБЛЮДЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ГОРЯЧЕГО ПРОКАТА | 2011 |
|
RU2461142C1 |
| Устройство для нанесения покрытия на изделия формы тел вращения | 1980 |
|
SU952369A1 |
| Установка для окраски металлических изделий | 1976 |
|
SU634799A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
