Изобретение относится к автоматическим устройствам для окраски изделий и может быть использовано в процессах окраски листовых изделий.
Известна установка для нанесения покрытий на листовые изделия, содержащая окрасочную камеру с горизонтальным новоротным валом, каретки с распылителями, приводом с механизмом управления и датчиком включения перемещения кареток. Механизм управления известной установки выполнен в виде соединенного с приводом конвейера через муфту сцепления кулачкового диска, который находится во взаимодействии с датчиками включения перемещения кареток и отключения муфты сцепления, взаимодействующего с кулачковой муфтой, закрепленной на горизонтальном поворотном валу, контактирующем с обрабатываемым листом 1.
Однако известная установка содержит большое количество сложных механических устройств (муфты сцепления, кулачковые механизмы, обгонную муфту и т.п.), требующих индивидуального изготовления и регулировки и состоящих из больщого количества подвижных узлов, подверженных отказам и износу.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является автоматическая установка для окраски изделий, содержащая окрасочную камеру, подающий рольганг, каретки с распылителями, привод кареток, датчик исходного положения распылителей, датчик наличия изделия, импульсный датчик положения подающего рольганга, электронный ключ, логические элементы И, ИЛИ, три элемента НЕ, управляющий приводом кареток электромагнит, три счетчика импульсов, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга, разрешающий вход первого из которых соединен с выходом датчика наличия изделия, при этом к разрещающему входу второго счетчика импульсов через первый элемент НЕ подсоединен выход первого счетчика импульсов, выход третьего счетчика импульсов соединен с первым входом элемента И, ко второму входу которого через второй элемент НЕ подсоединен выход второго счетчика импульсов, а выход датчика исходного положения распылителей через третий элемент НЕ соединен с первым входом элемента ИЛИ, выход которого через электронный ключ соединен с электромагнитом. С разрещающим входом третьего счетчика импульсов соединен выход элемента ИЛИ. Ко второму входу элемента ИЛИ подсоединен выход элемента И 2.
Недостатком известной установки является то, что счет интервала между ходами кареток с распылителями начинается с приходом каретки в исходное положение, что
сужает диапазон регулирования скорости окраски, .так как минимальный интервал между концом предыдущего хода и началом последующего должен быть близким к
нулю, чтобы обеспечить нормальную окраску на максимальной скорости рольганга. Обеспечивая этот минимальный интервал на максимальной скорости окраски, невозможно обеспечить требуемый интервал на минимальной скорости рольганга, и наоборот, так как длительность одного двойного хода кареток неизменна (определяется физическими свойствами покрытия и его толщиной) и не связана со скоростью рольганга.
Целью изобретения является расщирение диапазона регулирования скорости окраски и снижение потерь краски.
Указанная цель достигается тем, что автоматическая установка для окраски изделий, включающая окрасочную камеру, подающий рольганг, каретки с распылителями, привод кареток, датчик исходного положения распылителей, датчик наличия изделия, импульсный датчик положения подающего рольганга, электронный ключ, логи5 ческие элементы И, ИЛИ, три элемента НЕ, управляющий приводом кареток электромагнит, три счетчика импульсов, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга, разрешающий вход первого из которых сое0 динен с выходом датчика наличия изделия, при этом с разрешающим входом второго счетчика импульсов через первый элемент НЕ соединен выход первого счетчика импульсов, выход третьего счетчика импульсов соединен с первым входом эле.мента И,
5 ко второму входу которого через второй эле мент НЕ подсоединен выход второго счетчика импульсов, а выход датчика исходного положения распылителей через третий элемент НЕ соединен с первым входом элемен0 та ИЛИ, выход которого через электронный ключ соединен с электромагнитом, снабжена одновибратором и элементом И-НЕ, первый выход которого соединен с выходом второго элемента НЕ, второй - с выходом одновибратора и вторым входом элемента
5 ИЛИ, выход элемента И-НЕ соединен с разрешающим входом третьего счетчика импульсов, а выход элемента И соединен со входом одновибратора.
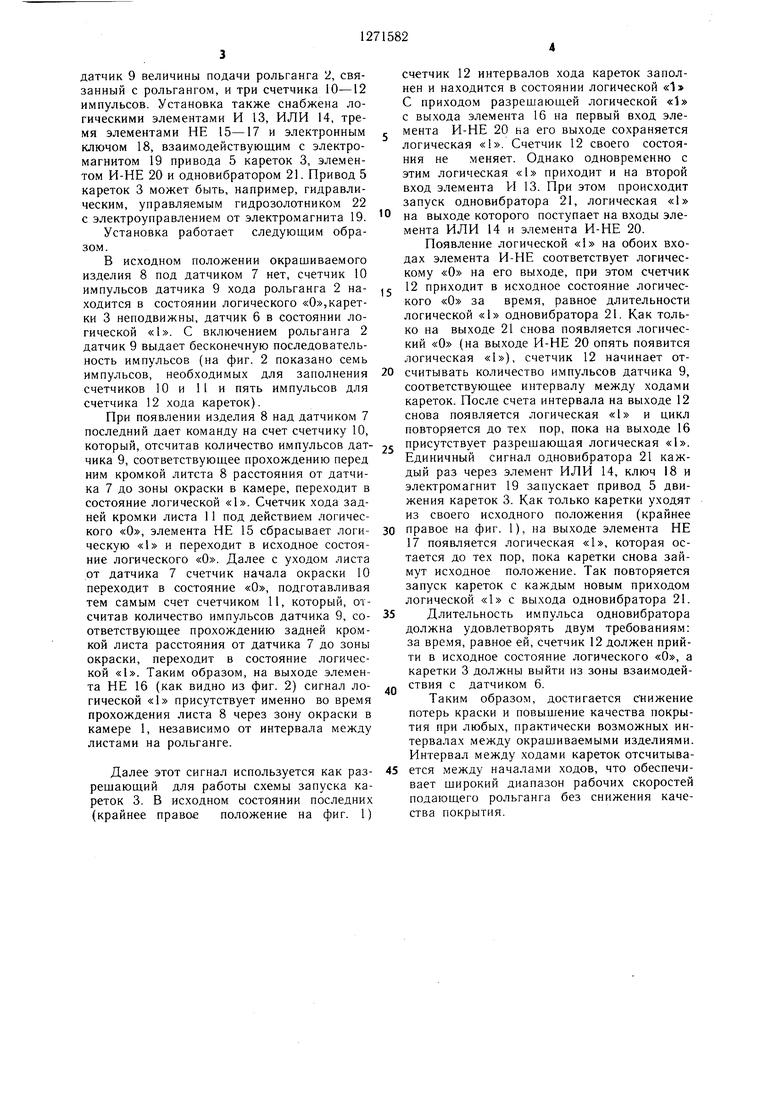
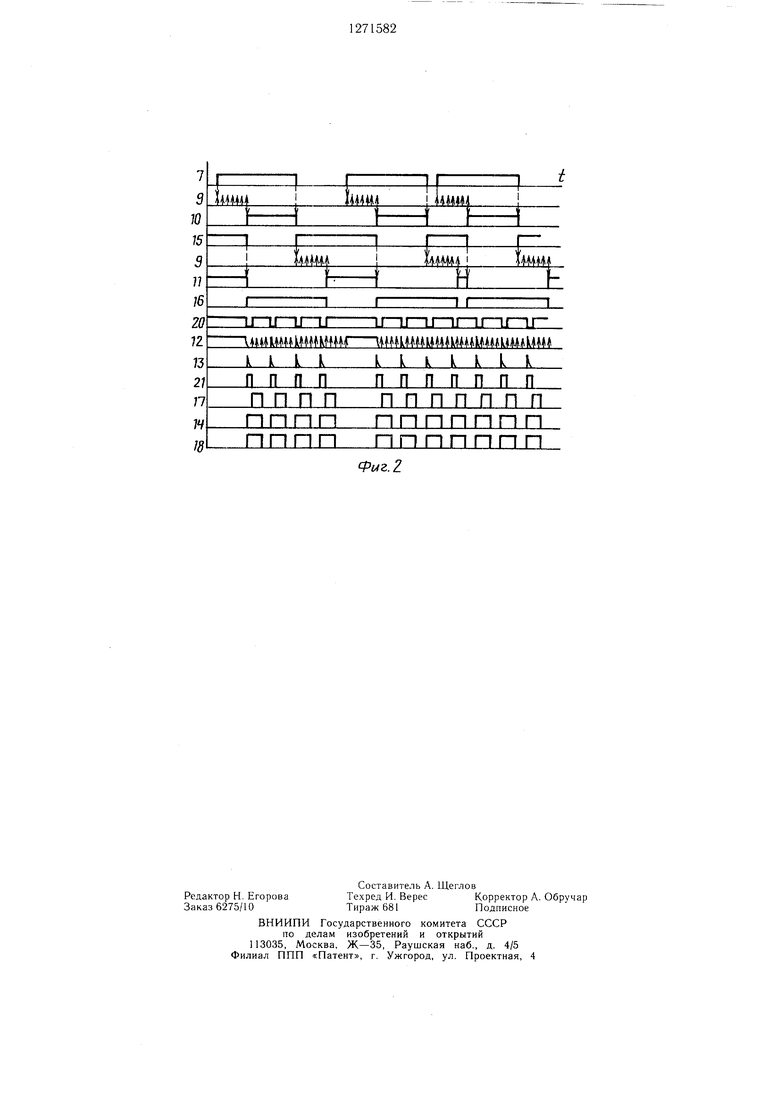
На фиг. I изображена функциональная схема установки; на фиг. 2 - временные диаграммы работы ее элементов.
Установка содержит (фиг. 1) окрасочную камеру 1, подаюндий рольганг 2, установленные с возможностью возвратно-постунатель5 ного перемещения каретки 3 с распылителями 4, приводом 5 и датчиком 6 их исходного положения, датчик 7 наличия изделия 8, усгановленный перед камерой 1, импульсный
датчик 9 величины подачи рольганга 2, связанный с рольгангом, и три счетчика 10-12 импульсов. Установка также снабжена логическими элементами И 13, ИЛИ 14, тремя элементами НЕ 15-17 и электронным ключом 18, взаимодействующим с электромагнитом 19 привода 5 кареток 3, элементом И-НЕ 20 и одновибратором 21. Привод 5 кареток 3 может быть, например, гидравлическим, управляемым гидрозолотником 22 с электроуправлением от электромагнита 19.
Установка работает следующим образом.
В исходном положении окрашиваемого изделия 8 под датчиком 7 нет, счетчик 10 импульсов датчика 9 хода рольганга 2 находится в состоянии логического «О, каретки 3 неподвижны, датчик 6 в состоянии логической «1. С включением рольганга 2 датчик 9 выдает бесконечную последовательность импульсов (на фиг. 2 показано семь импульсов, необходимых для заполнения счетчиков 10 и 11 и пять импульсов для счетчика 12 хода кареток).
При появлении изделия 8 над датчиком 7 последний дает команду на счет счетчику 10, который, отсчитав количество импульсов датчика 9, соответствующее прохождению перед ним кромкой литста 8 расстояния от датчика 7 до зоны окраски в камере, переходит в состояние логической «1. Счетчик хода задней кромки листа 11 под действием логического «О, элемента НЕ 15 сбрасывает логическую «1 и переходит в исходное состояние логического «О. Далее с уходом листа от датчика 7 счетчик начала окраски 10 переходит в состояние «О, подготавливая тем самым счет счетчиком 11, который, отсчитав количество импульсов датчика 9, соответствующее прохождению задней кромкой листа расстояния от датчика 7 до зоны окраски, переходит в состояние логической «1. Таким образом, на выходе элемента НЕ 16 (как видно из фиг. 2) сигнал логической «1 присутствует именно во время прохождения листа 8 через зону окраски в камере 1, независимо от интервала между листами на рольганге.
Далее этот сигнал используется как разрешающий для работы схемы запуска кареток 3. В исходном состоянии последних (крайнее правое положение на фиг. 1)
счетчик 12 интервалов хода кареток заполнен и находится в состоянии логической «1 С приходом разрешающей логической «1 с выхода элемента 16 на первый вход элемента И-НЕ 20 на его выходе сохраняется логическая «1. Счетчик 12 своего состояния не меняет. Однако одновременно с этим логическая «I приходит и на второй вход элемента И 13. При этом происходит запуск одновибратора 21, логическая «1 на выходе которого поступает на входы элемента ИЛИ 14 и элемента И-НЕ 20.
Появление логической «I на обоих входах элемента И-НЕ соответствует логическому «О на его выходе, при этом счетчик 12 приходит в исходное состояние логического «О за время, равное длительности логической «1 одновибратора 21. Как только на выходе 21 снова появляется логический «О (на выходе И-НЕ 20 опять появится логическая «1), счетчик 12 начинает отсчитывать количество импульсов датчика 9, соответствующее интервалу между ходами кареток. После счета интервала на выходе 12 снова появляется логическая «1 и цикл повторяется до тех пор, пока на выходе 16 присутствует разрещающая логическая «1. Единичный сигнал одновибратора 21 каждый раз через элемент ИЛИ 14, ключ 18 и электромагнит 19 запускает привод 5 движения кареток 3. Как только каретки уходят из своего исходного положения (крайнее правое на фиг. 1), на вы.ходе элемента НЕ 17 появляется логическая «1, которая остается до тех пор, пока каретки снова займут исходное положение. Так повторяется запуск кареток с каждым новым приходом логической «1 с выхода одновибратора 21.
Длительность импульса одновибратора должна удовлетворять двум требованиям: за время, равное ей, счетчик 12 должен прийти в исходное состояние логического «О, а каретки 3 должны выйти из зоны взаимодействия с датчиком 6.
Таким образом, достигается снижение потерь краски и повышение качества покрытия при любых, практически возможных интервалах между окрашиваемыми изделиями. Интервал между ходами кареток отсчитывается между началами ходов, что обеспечивает широкий диапазон рабочих скоростей подающего рольганга без снижения качества покрытия.
.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889126A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Установка для нанесения покрытий на металлический прокат | 1982 |
|
SU1171110A1 |
| Установка для нанесения покрытий на изделия | 1985 |
|
SU1256802A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Установка для окраски металлических изделий | 1976 |
|
SU634799A1 |
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РАСТРИРОВАННЫХ | 1973 |
|
SU369756A1 |
АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ, содержащая окрасочную камеру, подающий рольганг, каретки с распылителями, привод кареток, датчик исходного положения распылителей, датчик наличия изделия, импульсный датчик положения подающего рольганга, электронный ключ, логические элементы И, ИЛИ, три элемента НЕ, управляющий приводом кареток электромагнит, три счетчика импульсов, первые входы которых соединены с выходом импульсного датчика положения подающего рольганга, причем разрешающий вход первого счетчика импульсов соединен с выходом датчика наличия изделия, к разрешающему входу второго счетчика импульсов через первый элемент НЕ подсоединен выход первого счетчика импульсов, выход третьего счетчика импульсов соединен с первым входом элемента И, к второму входу которого через второй элемент НЕ подсоединен выход второго счетчика импульсов, а выход датчика исходного положения распылителей через третий элемент НЕ соединен с первым входом элемента ИЛИ, выход которого через электронный ключ соединен с электромагнитом, отличаюгцаяся тем, что, с целью расширения диапазона регулирования скорости окраски и снижения потерь краски, она снабжена одноi вибратором и элементом И-НЕ, первый вход которого соединен с выходом второго эле(Л мента НЕ, второй - с выходом одновибратора и вторым входом элемента ИЛИ, выход элемента И-НЕ соединен с разрешающим входом третьего счетчика импульсов, а выход элемента И - с входом одновибратора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для нанесения покрытий на листовые изделия | 1976 |
|
SU575142A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
