. : . I
Изобретение относится к установкам для нанесения покрытий на цилиндрические изделия типа роликов ленточных конвейеров, -гильз цилиндров и т.п. изделий.
X Известна установка для нанесения покрытий на изделия методом окунания. Установка содержит подвижную .в вертикальной плоскости емкость с покрывающим веществом и центрифугу с механизмом захвата изделий, выполненным в виде рычагов, поворотных в вертикальной плоскости .
Известная установка не обеспечивает качественное и равномерное покрытие по всей поверхности изделия, так как при вращении изделия в ijeHTрифуге центробежная сила на точках поверхности изделия прямо пропорциональна радиусу вращения, т.е. ее величина растё;т от центра вращения к периферии, а толщина покрытия соответственно уменьшается в этом направлении. При этом.с поверхности.
обращенной к оси центрифуги, излишки материала покрытия удаляться практически не будут, так как будет отсутствовать касательная составляющая центробежной силы. Кроме того, места контакта изделия с механизмом захвата вообще будут не покрыты.
Волее близкой по технической сущности и достигаемому результату к описываемому изобретению является
10 установка для нанесения покрытий, содержащая ванну для материала покрытия, манипулятор для загрузки и Ъыгрузки изделий, две поджимные каретки с центрами и закрепленный на
15 одной из кареток механизм вращения изделия 2. .:
Установка содержит таКже щетку для удаления излишков материала покрытий и поворотный рычаг, удержи20вающий изделие над ванной.
При укладке обработанного изделия на удерживающий рычаг и передачи его /в манипулятор возможно повреждение
39
нанесенного слоя покрытия в местах соприкосновения его с рычагом и с захватом.
Поскольку в устройстве удаление излишков покрытия осуществляют только с цилиндрической поверхности изделия, то при обработке таких изделий, у которых подлежат покрытию и торцы, например ролики ленточных конвейеров с торцовыми фигурными крышками, в углублениях крышек будут зависать излишки материала покрытия.
Кроме того, при использовании быстрополимеризирующегося покрытия, такого как преобразователь ржавчины, щетка после обработки первых же изделий обрастает этим покрытием, чтЬ затрудняет получение равномерного слоя.
Все эти факторы снижают качество покрытия изделий в известной установке,
Целью изобретения является повышение качества покрытия на изделиях типа роликов ленточных конвейеров.
Поставленная цель достигается за счет того, что в установке для нанесения покрытий, содержащей ванну для материала покрытия, манипулятор для загрузки и выгрузки изделий, две под кимные каретки с центрами и закрепленный на одной из кареток механизм вращения изделия, поджимные каретки смонтированы на манипуляторе, при этом механизм вращения изделия снабжен регулятором скорости с программным управляющим устройством, связанными с последним датчиком скорости вращения изделия, датчиком вязкости материала покрытия, установленным в ванне, и датчиком температу ры изделия, и двумя подпружиненными фиксаторами, взаимодействующими с торцами изделия и смонтированными на центрах кареток: один - жестко, другой - с возможностью поворота, при этом фиксатор, установленный с возможйостью поворота, кинематически соединен с датчиком скорости вращения изделия.
Установка может быть снабжена шарнирно закрепленными на ванне приводными поворотными полукруглыми шторками.
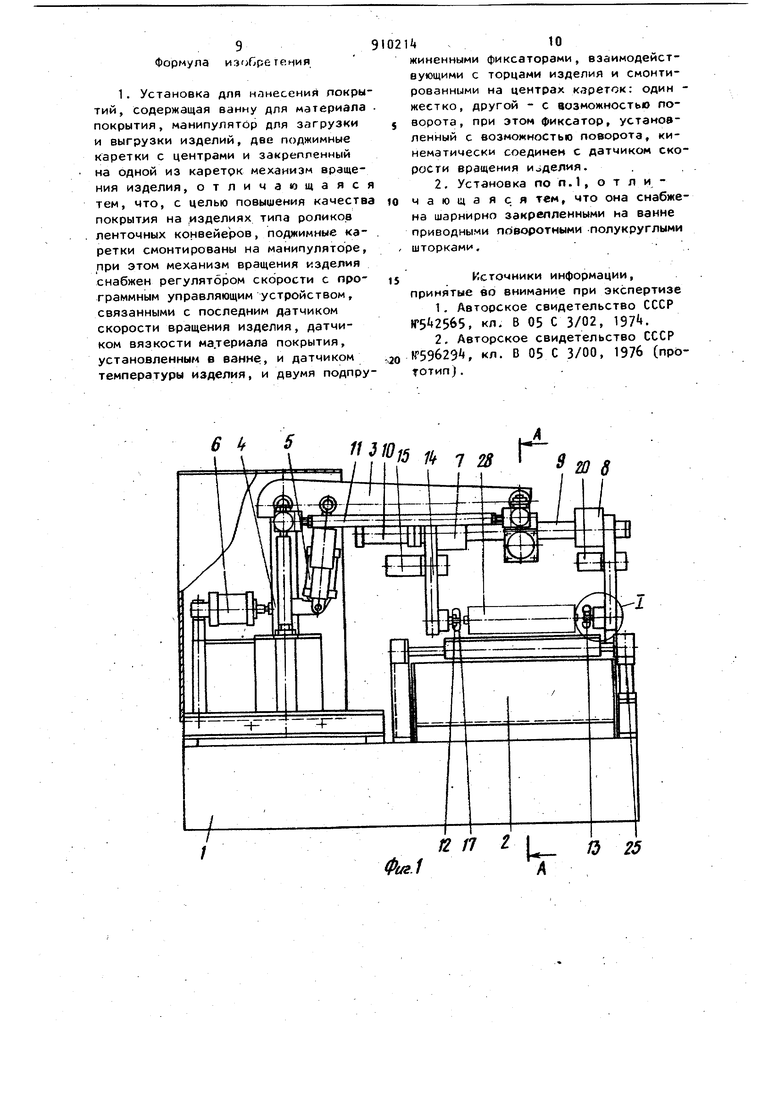
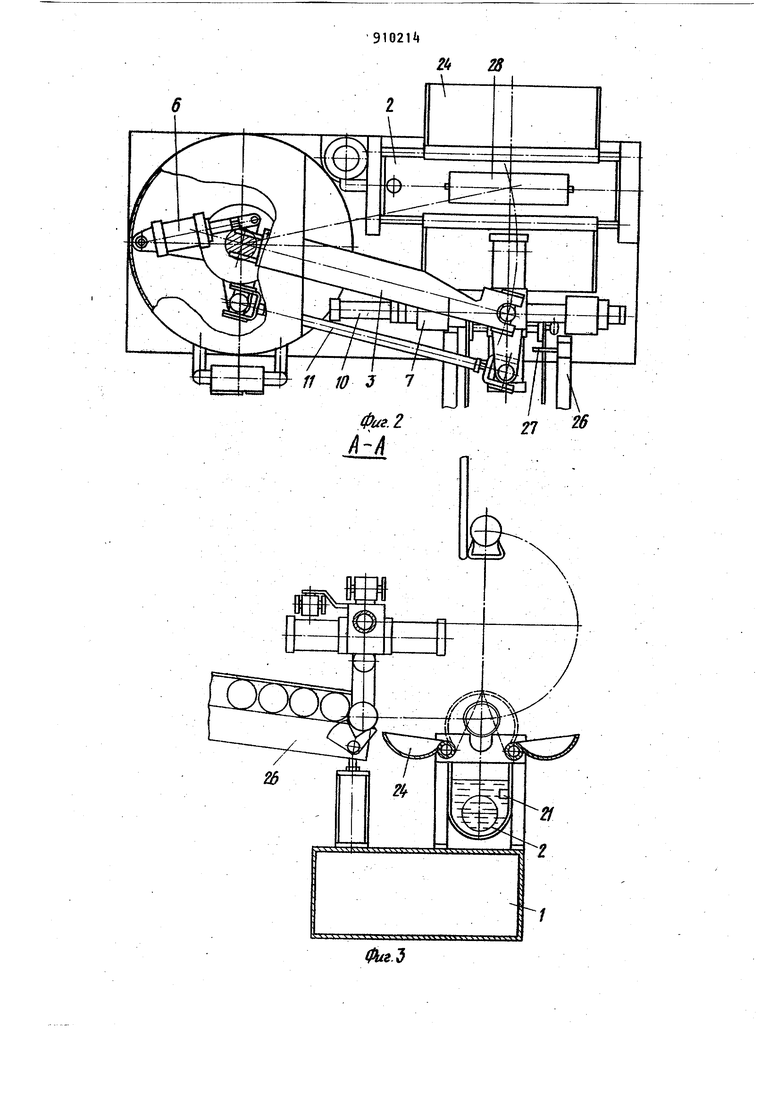
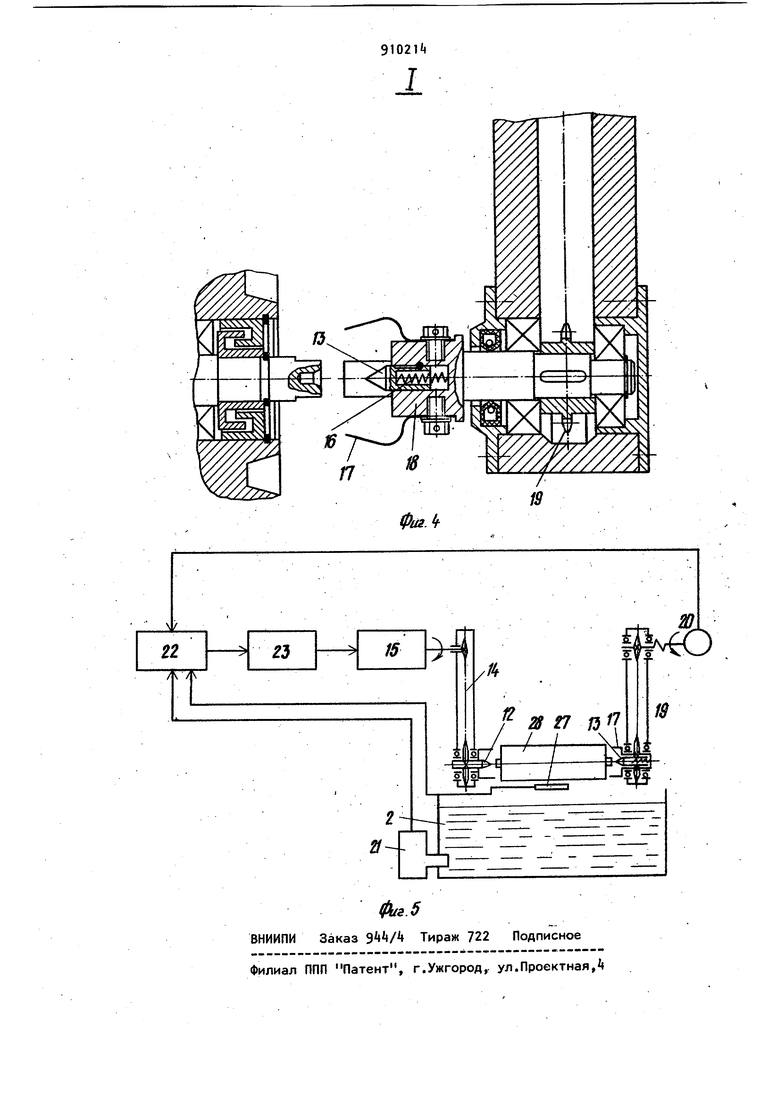
На фиг. 1 изображена предлагаемая установка, общий вид на фиг. 2 то же, вид сверху, на фиг. 3 разрез А-А на фиг. 1; на фиг. k - узел
2U4
I на фиг. 1, на фиг. 5 - структурная схема.механизма вращения.
Установка содержит смонтированные на основании 1 ванну 2 для материала
J покрытия и манипулятор для загрузки и выгрузки изделий,выполненный в виде стрелы 3 установленной на колонне k с возможностью поворота вокруг вертикальной оси от силового цилиндра 5
0 и вокруг горизонтальной оси от силового цилиндра 6. На стреле 3 шарнирно закреплен с возможностью поворота в вертикальной плоскости схват, выполненный в виде поджимных кареток
5 7 и 8, установленных на направляющей 9 с возможностью встречного синхронного перемещения от привода 10. Для обеспечения плоскопараллельного .движения схвата в пространстве парал2JJ лельно стреле 3 на колонне Ц и схвате посредством шарниров Гука смонтирована тяга 11, На каретках схвата на кронштейнах установлены центры 12 и 13. Центр 12 соединен
J через цепную передачу 1 с приводом вращения 15. Неприводной центр 13 подпружинен в осевом направлении посредством пружины 1б. Механизм враще, ния снабжен также подпружиненными фиксаторами 17, взаимодействующими с торцами изделия в процессе вращения ..
Одна пара фиксаторов 17 жестко закреплена на приводном центре 12, а вторая пара закреплена на втулке 18, установленной с возможностью поворота на неприВодном центре 13Втулка 18 соединена посредством цепной передачи 19 с датчиком 20 скорости вращения изделия, например та40хогенератором.
В ванне 2 установлен датчик 21 вязкости материала покрытия, электрически связанный через программное управляющее устройство 22 с регуля тором скорости вращения 23 и дающий команду на изменение скорости вращения привода 15 при изменении вязкости материала покрытия.
Тахогенератор 20 также связан с
программным управляющим устройством 22 и выдает электрический сигнал о фактической скорости вращения изделия, На стенках ванны 2 шарнирно закреплены полукруглые шторки 2k, снабженные приводом поворота 25. Изделия подаются к установке, например, по наклонному лотку. 26 и после обработки укладываются манипулятором на 59 призмы подвесного конвейера (на чертеже не обозначены). На конце лотка 26 установлен датчик 27 измеряющий температуру ролик поступающего из моечной камеры, электрически связанный через програм мное управляющее устройство 22 с регулятором скорости вращения 23 и дающий команду на изменение скорости вращения привода 15 при колебаниях температуры поверхности ролика 28 Установка работает следующим образом. Ролики 28 поштучно из моечной камеры (на чертежах не показана) поступают по наклонному лотку 26 к установке. В зависимости от массы роликов и времени их нахождения на лотке они поступают на окраску с различной температурой от 20 до которая определяется датчиком 27- В исходном положении схват манипулятора расположен над роликом 28, находящимся в лотке 26. Стрела 3, повора |Чиваясь в вертикальной плоскости от цилиндра 6, опускает схват и устанав ливает центры 12 и 13 по оси ролика 28. Каретка 7 и 8, перемещаясь от привода 10 навстречу друг другу, вво дят центры 12 и 13 в цент эовые отверстия оси ролика 28. Стрела 3с зажатым роликом поднимается от цилиндра 6 изатем поворачивается от цилиндра 5 против часовой стрелки, устанавливая ролик 28 над ванной 2. При всех движениях стрелы схват с изделием сохраняет плоскопараллельное движение, обеспечиваемое пространственным шарнирным параллелограммом: стрела 3 - тяга 11. Затем стрелой 3 опускают ролик в ванну до погружения части его поверхности в преобразователь ржавчины. Шторки 2 поднимают приводом 25 до их замыкания. Включается автоматически привод вращения 15 на скорость 150 об/мин it6 и с этой скоростью ролик в течение 1 с (2,5 оборота) проворачивается в ванне с преобразователем ржавчины, обеспечивая покрытие всей поверхности ролика. Затем ролик выводится из преобразователя. Одновременно с подъемом увеличивается скорость вращения до получения на поверхнос- . ти ролика центробежной силы, обеспечивающей равномерный и заданной толщины слой покрытия, а также удаление излишков преобразователя. Время формировании слоя покрытий заданной толщины зависит от вязкое- ти преобразователя, температуры изйелия и величины центробежной силы, которая определяется по формуле j , где 104 - угловая скорость вращения, г - радиус ролика. Таким образом, время формирования слоя покрытия заданной толщины есть функция угловой скорости вращения, вязкости tf температуры ролика, т.е.. выражается уравнением Т fCuj i x, tp), где /X - вязкость преобразователя ржавчины, tp - температура ролика. Изменение вязкости преобразователя ржавчины зависит от изменения его консистенции по мере выработки, а ,., также ог изменения его температуры, зависящей, в свою очередь, от температуры нагретых в моечной камере роликов и температуры окружающей среды. Колебание вязкости зафиксировано в довольно широком интервале от 16 до 3 с. Температура изделий влияет и на процесс полимеризации преобразователя ржавчины, режимы которого должны быть откорректированы при изменении этой температуры. В таблице приведены режимы окраски роликов в,зависимости от темпера туры роликов и вязкости преобразователя ржавчины (при постоянной толщине слоя покрытия 20-25 мк). .

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1999 |
|
RU2187104C2 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Установка для нанесения покрытий | 1986 |
|
SU1398926A1 |
| Сельскохозяйственный робот-комбайн | 2019 |
|
RU2728225C1 |
| Установка для индукционного нагрева | 1985 |
|
SU1409670A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Автоматическая линия закалки деталей | 1981 |
|
SU1041584A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1987 |
|
SU1443978A1 |
| Устройство для управления манипулятором | 1985 |
|
SU1262450A1 |
| ПОРТАЛЬНЫЙ РОБОТ БЕЛЯЕВА Н.П. | 1992 |
|
RU2080243C1 |
20
А
1300
t.S
1000 Выбор этого .или иного режима в установке осуществляется автоматически, е программном устройстве 22 привода вращения 15 заложено нескол ко блоков жестких программ на определенный диапазон вязкости и темпера туры изделия, которые определяются соответственио датчиками 21 и 27От этих датчиков электрические сигна лы поступают в программное устройст во 22, и включается соответствующий блок программного управления приводом вращения 15 изделия. Привод вращения через приводной центр 12 и фиксаторы 17 доводит скорость вращения до.заданной программной величины, которая контролируется тахогенератором 20 (датчиком обратной связи). Так как корпус роли ка смонтирован на подшипниках каченйя, то в момент разгона происходит проскальзывание из-за инерционных сил ролика, и скорость вращения корпуса ролика будет несколько меньшей с.корости вращения оси. Фактическая скорость вращения ролика определяется тахогенератором, кинематически связанным с фиксатором 17, свободно установленным на неприводном центре 13-. При достижении роликом заданной программной скорости электрический сигнал от .тахогенератора, соответствующего данной с KODoc тч-1 напряжения, включает реле для отсчета времени,
Продолиеийе таблицы заданного программой данного блока программного управления. В процессе вращения под воздействием центробежных сил происходит равномерное распределение преобразователя ржавчины по поверхности ролика слоем определенной толщины и удаление излишков преобразователя, который по шторкам 2k стекает обратно в ванну. После отработки заданного времени привод вращения 15 отключается, шторки открываются, ролик 28 при повороте стрелы 3 и схвата переносится в зону подвесного конвейера и укладывается на подвеску. Схват манипулятора снова перемещается в исходное положение, и цикл повторяется. Применение данной установки позволит осуществлять автоматическое управление процессом окраски в зависимости от вязкости материала покрытия и температуры изделия, что, в свою очередь , обеспечивает высокопроизводительный , качественный процесс нанесения, равномерного слоя покрытия с автоматическим удалением излишков материала покрытия. Кроме того, конструкция механизмов захвата и переноса изделия исключает повреждение окрашень/ой поверхности. Ожидаемый годовой экономический эффект от использования ус тановки составит 8000 руб.
формула гения
жиненными фиксаторами, взаимодействующими с торцами изделия и смонтированными на центрах кдреток: один жестко, другой - с возможностью по; ворота, при этом фиксатор, установленный с возможностью поворота, кинематически соединен с датчиком скорости вращения изделия.
15 Источники информации,
принятые во внимание при экспертизе
1,Авторское свидетельство СССР . кл. В 05 С 3/02, ТЭУ.
f 7 Г-г
20 8
3
77 и 25 Фиг.1 /Г
