Изобретение относится к технике нанесения покрытий на изделия и может быть использовано в линиях по окраске различных по форме изделий, например, оконных рам и фронтонов.
Цель изобретения - расширение эксплуатационных возможностей путем обеспечения нанесения покрытий на изделия из различных материалов,
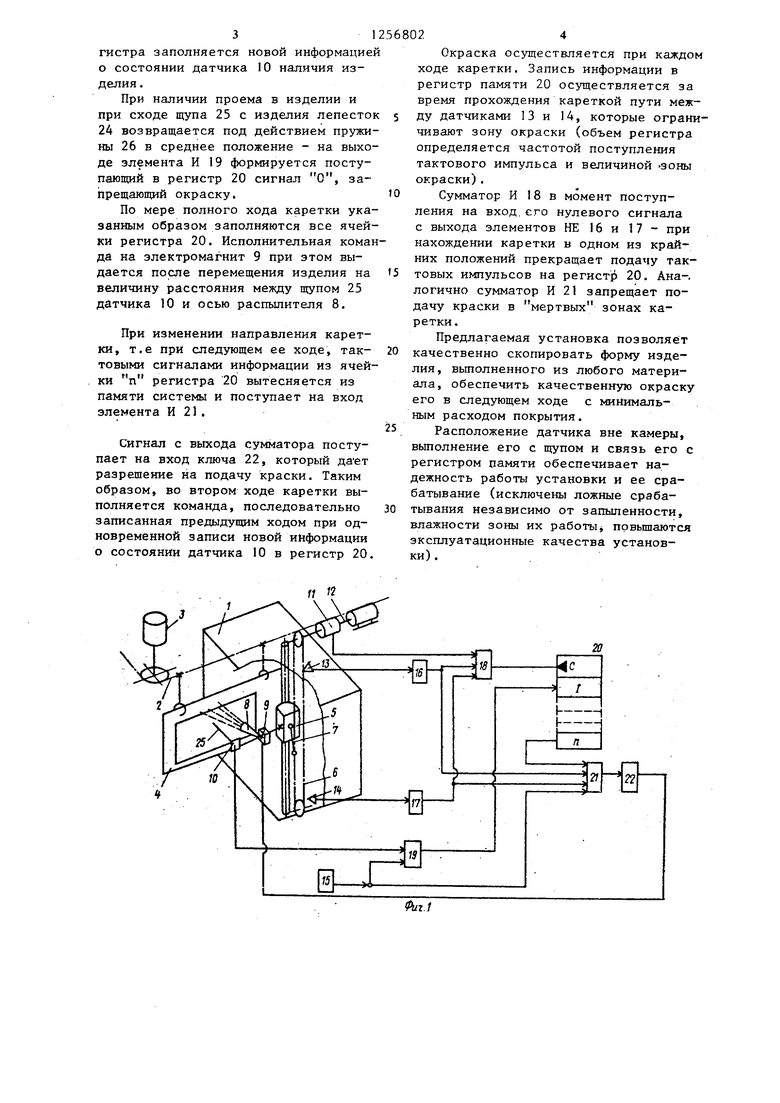
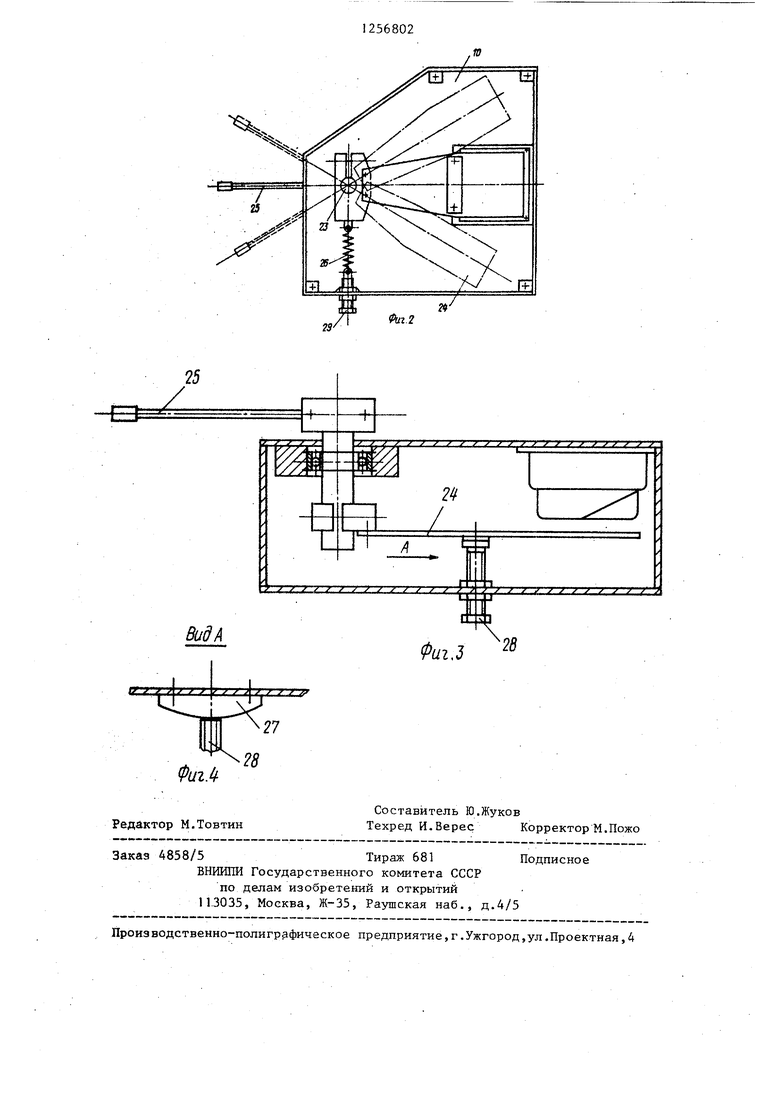
На фиг.1 представлена общая схема установки; на фиг.2 дискретный датчик поиска положения изделий, общий вид; на фиг.З - то же вид сверху; на фиг.4 - вид А на фиг.З,
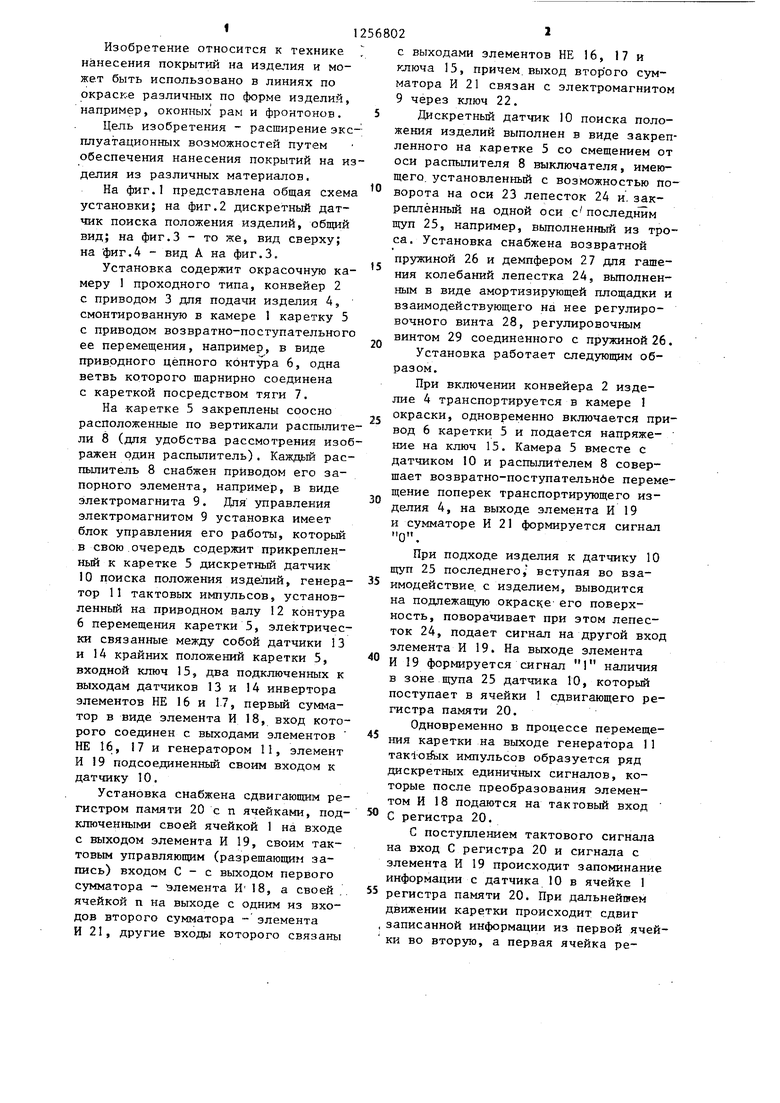
Установка содержит окрасочную камеру проходного типа, конвейер 2 с приводом 3 для подачи изделия 4, смонтированную в камере 1 каретку 5 с приводом возвратно-поступательного ее перемещения, например, в виде приводного цепного контура 6, одна ветвь которого шарнирно соединена с кареткой посредством тяги 7.
На каретке 5 закреплены соосно расположенные по вертикали распылители 8 (дпя удобства рассмотрения изображен один распылитель). Каждьш рас- пьшитель 8 снабжен приводом его запорного элемента, например, в виде электромагнита 9. Для управления электромагнитом 9 установка имеет блок управления его работы, который в свою очередь содержит прикрепленный к каретке 5 дискретный датчик 10 поиска положения изделий, генератор 11 тактовых импульсов, установленный на приводном валу 12 контура 6 перемещения каретки 5, электрически связанные между собой датчики 13 и 14 крайних положений каретки 5, входной ключ 15, два подключенных к выходам датчиков 13 и 14 инвертора элементов НЕ 16 и 17, первый сумматор в виде элемента И 18, вход которого соединен с выходами элементов НЕ 16, 17 и генератором П, элемент И 19 подсоединенный своим входом к датчику 10.
Установка снабжена сдвигающим регистром памяти 20 с п ячейками, подключенными своей ячейкой 1 на входе с выходом элемента И 19, своим тактовым управляющим (разрешающим запись) входом С - с выходом первого сумматора - элемента И 18, а своей ячейкой п на выходе с одним из входов второго сумматора элемента И 21, другие входы которого связаны
5
0
5
с выходами элементов НЕ 16, 17 и ключа 15, причем, выход втор ого сумматора И 21 связан с электромагнитом 9 через ключ 22.
Дискретный датчик 10 поиска положения изделий выполнен в виде закрепленного на каретке 5 со смещением от оси распылителя 8 выключателя, имеющего, установленный с возможностью поворота на оси 23 лепесток 24 и.закреплённый на одной оси с последним щуп 25, например, вьтолненный из троса. Установка снабжена возвратной пружиной 26 и демпфером 27 дпя гашения колебаний лепестка 24, выполненным в виде амортизирующей площадки и взаимодействующего на нее регулировочного винта 28, регулировочным винтом 29 соединенного с пружиной 26.
Установка работает следующим образом.
При включении конвейера 2 изделие 4 транспортируется в камере 1 окраски, одновременно включается привод 6 каретки 5 и подается напряже- ние на ключ 15. Камера 5 вместе с датчиком 10 и распь лителем 8 совершает возвратно-поступательнбе перемещение поперек транспортирующего изделия 4, на выходе элемента И 19 и сумматоре И 21 формируется сигнал О.
При подходе изделия к датчику 10 щуп 25 последнего, вступая во вза- 5 имодействие, с изделием, выводится на подлежащую окраске его поверхность, поворачивает при этом лепесток 24, подает сигнал на другой вход элемента И 19. На выходе элемента И 19 формируется сигнал 1 наличия в зоне щупа 25 датчика 10, который поступает в ячейки 1 сдвигающего регистра памяти 20.
Одновременно в процессе перемещения каретки на выходе генератора 11 так1ой.1х импульсов образуется ряд дискретных единичных сигналов, которые после преобразования элементом И 18 подаются на тактовый вход С регистра 20.
С поступлением тактового сигнала на вход С регистра 20 и сигнала с элемента И 19 происходит запоминание информации с датчика 10 в ячейке 1 55 регистра памяти 20. При дальнейшем
движении каретки происходит сдвиг , записанной информации из первой ячейки во вторую, а первая ячейка ре0
0
5
гистра заполняется новой информацией о состоянии датчика 10 наличия изделия.
При наличии проема в изделии и при сходе щупа 25 с изделия лепесток 24 возвращается под действием пружины 26 в среднее положение - на выходе элемента И 19 формируется поступающий в регистр 20 сигнал О, запрещающий окраску.
По мере полного хода каретки указанным образом заполняются все ячейки регистра 20. Исполнительная команда на электромагнит 9 при этом выдается после перемещения изделия на величину расстояния между щупом 25 датчика 10 и осью распьшителя 8.
При изменении направления каретки, т.е при следующем ее ходе, так- товыми сигналами информации из ячейки п регистра 20 вытесняется из памяти системы и поступает на вход элемента И 21.
Сигнал с выхода сумматора поступает на вход ключа 22, который да ет разрещение на подачу краски. Таким образом, во втором ходе каретки выполняется команда, последовательно записанная предыдущим ходом при одновременной записи новой информации о состоянии датчика 10 в регистр 20.
Окраска осуществляется при каждом ходе каретки. Запись информации в регистр памяти 20 осуществляется за время прохождения кареткой пути между датчиками 13 и 14, которые ограничивают зону окраски (объем регистра определяется частотой поступления тактового импульса и величиной -зоны окраски).
Сумматор И 18 в момент поступления на вход.его нулевого сигнала с выхода элементов НЕ 16 и 17 - при нахождении каретки в одном из крайних положений прекращает подачу тактовых импульсов на регистр 20. Ана-, логично сумматор И 21 запрещает подачу краски в мертвых зонах каретки.
Предлагаемая установка позволяет качественно скопировать форму изделия, вьшолненного из любого материала, обеспечить качественную окраску его в следующем ходе с минимальным расходом покрытия.
Расположение датчика вне камеры, выполнение его с щупом и связь его с регистром памяти обеспечивает надежность работы установки и ее срабатывание (исключены ложные срабатывания независимо от запыленности, влажности зоны их работы првьшаются эксплуатационные качества установки) .
11
20
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Автоматическая установка для окраски изделий | 1981 |
|
SU1271582A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889126A1 |
| Устройство для подрезки выводов микросхем | 1985 |
|
SU1307616A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Имитатор дискретного канала связи | 1989 |
|
SU1755293A1 |
| Устройство для приема дискретной информации | 1987 |
|
SU1501298A1 |
| Имитатор дискретного канала связи | 1980 |
|
SU951318A2 |
| Система управления гидроагрегатом правки цилиндрических заготовок | 1981 |
|
SU1009555A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
ФигЛ
Редактор М.Товтин
Заказ А858/5Тираж 681 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П.3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Составитель Ю.Жуков Техред И, Верес Корректор М.Пожо
| Авторское свидетельство СССР № 671086, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
