1
Изобретение относится к области окраски металлических изделий И может быть использовано в гороцессах ианесения покрытий.
Известна установка для окраски металлических изделий, содержащая шаговый конвейер, окрасочную камеру, распылитель, сушильную камеру 1.
Известная установка имеет ограниченные возможности в отношении повышения точности толщины покрытий.
Целью изобретения является повышение точности толщины Покрытия.
Это достигается тем, что известная установка для окраски металлических изделий снабжена дополнительно индуктивным датчиком, конечным выключателем, усилителем, шдромотором, регулируемым дроссе,лем, шаговым электродвигателем, блоком управления шаговым электродвигателем, .делителем частоты, сумматором, цифровым вольтметром, первым узлом И, вторым узлом И, счетчиком с предустановкой, дешифратором нуля, адресователем знака, генератором импульсов, Причем выход индуктивного датчика соединен через усилитель со входом сумматора, выход сумматора соединен последовательно через цифровой вольтметр, первый узел И, счетчик с предустановкой и дешифратор нуля с первым
входом второго узла И, выход сумматора соединен также через адресователь знака со входом блока управления шаговым электродвигателем, выход конечного выключателя соединен со входом первого узла И и вторым входом второго узла И, выход генератора импульсов соединен с третьим входом второго узла И, а выход второго узла И соединен со входом счетчика с предустановкой и последовательно через делитель частоты, блок управления шаговым электродвигателем, шаговый электродвигатель и регулируемый дроссель со входом гидромотора.
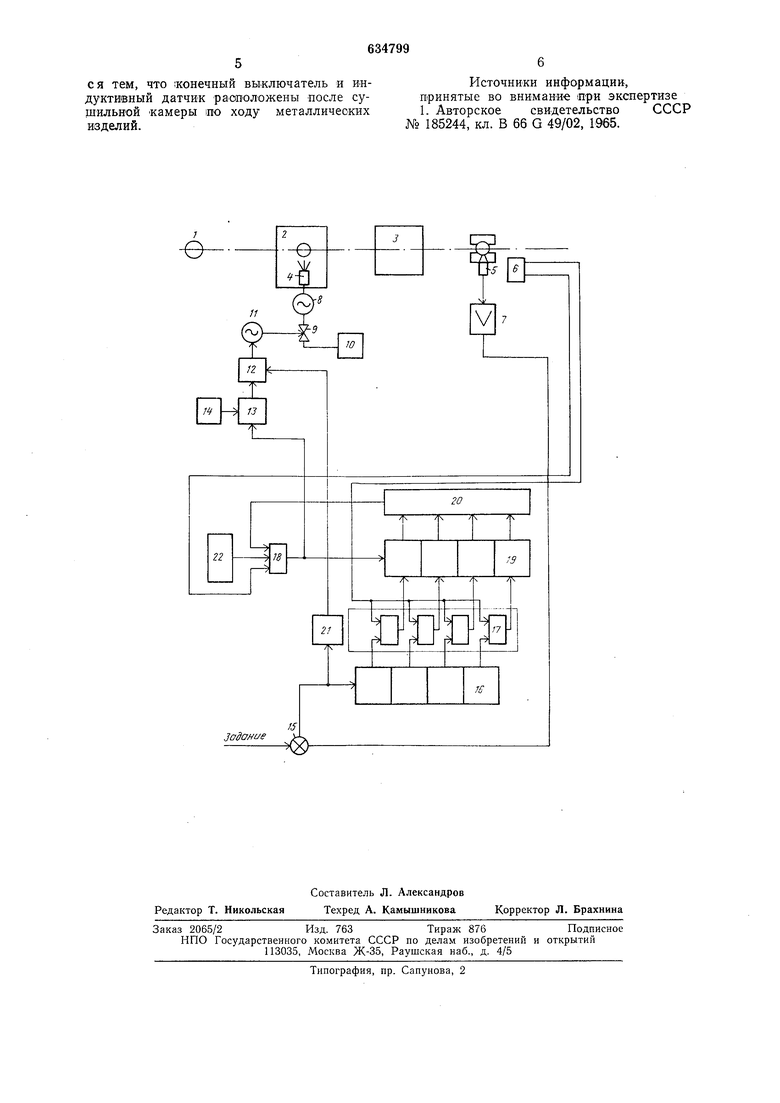
Кроме того, конечный выключатель и индуктивный датчик расположены .после сушильной камеры ло ходу металлических изделий. На чертеже приведена блок-схема установки для окраски.
Установка для окраски металлических изделий содержит шаговый конвейер 1, окрасочную камеру 2, сушильную камеру 3, распылитель 4, индуктивный датчик 5
толщины покрытия, конечный выключатель 6, усилитель 7, гидромотор 8, регулируемый дроссель 9, насосиую станцию 10, шаговый электродвигатель 11, блок 12 управления шаговым электродвигателем, делитель 13 частоты, переключатель 14, сумматор 15, цифровой вольтметру 16, первый узел И 17, второй узел И 18, счетчик 19 с предустановкой, дешифратор 20 нуля, адресователь 21 знака, генератор 22 импульсов.
Установка для окраски металлических изделий работает следующим образом.
Металлическое изделие, Пройдя сушильную камеру 3, воздействует на конечный выключатель 6, при этом к детали подводится индуктивный датчик 5 толш;ины покрытия. Выход индуктивного датчика 5 толш;ины -покрытия через усилитель 7 подается на сумматор 15, на второй вход которого подается сигнал задания, а выход через цифровой вольтметр 16 И первый узел И 17 подается на вход счетчика 19 с предустановкой, работающего на вычитание. Счетный вход счетчика 19 с предустановкой соединен с выходом второго узла И 18, третий вход которого соединен с выходом генератора 22 импульсов, второй - с инверсным выходом конечного выключателя 6, первый вход - с выходом дешифратора 20 нуля. Выход второго узла И подается на вход делителя 13 частоты с переменным коэффициентом деления, задаваемым переключателем 14. Выход делителя 13 частоты подается на вход блока 12 управления шаговым электродвигателем, второй вход которого чер-ез адресователь 21 знака соединен с сумматором 15. Выход блока 12 управления шаговым электродвигателем поступает на вход шагового электродв-игателя 11, выход которого через регулируемый дроссель 9 управляет подачей л идкости от насосной станции 10 и гидромотор 8 распылителя 4.
Сигнал рассогласования с сумматора 15 подается на цифровой вольтметр 16, где преобразуется в цифровую форму, записывается в момент измерения толщинь покрытия и подается на вход первого узла И 17, на вход которого поступает сигнал с -конечного выключателя 6, сигнализирующего подвод -индуктивного датчика 5 .К металлическому изделию. Суммарный сигнал с первого узла И 17 поступает в счетчйк 19 с предустановкой. Когда измерение толщины покрытия окончено, с инверсного .выхода конечного выключателя 6 поступает сигнал на второй узел И 18, разрешающий прохождение импульсов с генератора 22 импульсов в счетчик 19 с предустановкой, работающий на вычитание до пулЯ, что контролируется дешифратором 20 нуля, и на блок 12 управления шаговым электродвигателем через делитель 13 частоты.
Когда счетчик 19 с предустановкой имеет нулевое состояние, дешифратор 20 нуля запрещает дальнейшее прохоледение импульсов в счетчЕк 19 с предустановкой и делитель 13 частоты. Делитель 13 частоты с переменным коэффициентом деления, устанавливаемым переключателем 14, слул ит для изменения величины подналадки за один цикл для того, чтобы исключить перерегулирование, т.. е. является своего рода интегрирующим звеном.
Таким образом, всякое отклонение регулируемой величины толщины покрытия..от заданного значения преобразуется в числе импульсов, поступающих в блок 12 управления щаговым электродвигателем, где преобразуется в импульсы управления обмотками шагового электродвигателя 11, который изменяет положение регулируемого дросселя 9 (гидромотора 8 перемещения
распылителя 4 окрасочной камеры 2). Вместо регулируемого гидромотора 8 может быть использован другой вид регулируемого привода перемещения распылителя.
Использование предлагаемого устройства автоматической окраски с регулированием толщины покрытия позволит увеличить производительность, сократить брак при окраске, а также позволит вносить изменения в режим работы пневмораспылителя, не прерывая процесса нанесения покрытия.
Формула изобретения
1. Установка для окраски металлических изделий, содержащая шаговый конвейер, окрасочную камеру, распылитель, сушильную камеру, отличающаяся тем,
что, с целью повышения точности толщины покрытия, она снабжена индуктивным датчиком, конечным выключателем, усилителем, гидромотором, регулируемым дросселем, шаговым электродвигателем, блоком
управления шаговым электродвигателем, делителем частоты, сумматором, цифровым вольтметром, первым узлом И, вторым узлом И, счетчиком с предустановкой, дешифратором пуля, адресователем знака, генератором импульсов, причем выход индуктивного датчика соединен через усилитель с входом сумматора, выход сумматора соединен последовательно через цифровой вольтметр, первый
узел И, счетчик с предустановкой и дешифратор нуля с первым входом второго узла И, выход сумматора соединен также через адресователь знака со входом блока управления шаговым электродвигателем, выход конечного выключателя соединен со входом первого узла И и- вторым входом второго узла И, выход генератора импульсов соединен с третьим входом второго узла И, а выход второго узла И соединен со
входом счетчика с предустановкой и последовательно через делитель частоты, блок управления шаговым электродвигателем, шаговый электродвигатель и регулируемый дроссель со входом гидромотора.
2. Установка по п. 1, отличающаяс я тем, что (конечный вы-ключатель и индуктивный датчик ра-оположены после сушильной -камеры по ходу металлических изделий.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 185244, кл. В 66 G 49/02, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| Устройство для управления полем электромагнита | 1975 |
|
SU553606A1 |
| Адресователь подъемника | 1977 |
|
SU619433A1 |
| Устройство для автоматической подналадки и контроля износа режущего инструмента | 1977 |
|
SU704755A1 |
| Устройство для считывания графической информации | 1981 |
|
SU1013989A1 |
| СТЕНД ДЛЯ ИЗУЧЕНИЯ ЭЛЕКТРОННЫХ СРЕДСТВ АВТОМАТИЗАЦИИ | 2005 |
|
RU2279718C1 |
| Система программного управления процессом порционной вакуумной обработки стали | 1989 |
|
SU1684347A2 |
| Устройство для программного управления | 1978 |
|
SU744464A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
