(54) СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фиксации ленточного материала при штамповке гнутых деталей | 1975 |
|
SU536866A1 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Способ последовательной штамповки полых изделий в ленте | 1983 |
|
SU1131574A1 |
| Способ последовательной штамповки | 1979 |
|
SU944712A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ многорядной последовательной малоотходной штамповки | 1981 |
|
SU963613A1 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2006 |
|
RU2305147C1 |
I
Изобретение относится к обработке металлов давлением и может быть использовано в листоштамповочном производстве.
Известен способ последовательной штамповки из ленточного материала, включающий надрезку материала на одном, по меньшей мере, участке, деформированне надрезанного участка и фиксацию материала по поверхности образованной при надрезке 1 .
Недостаток этого способа заключается в его малой технологической применимости он может использоваться только при штамповке гнутых деталей.
Целью изобретения является расширение диапазона изготовленных деталей.
Цель достигается тем, что согласно способу последовательной штамповки деталей из ленточного материала, включающей надрезку материала на одном, по меньшей мере, участке, деформирование надрезанного участка и фиксацию материала по поверхности, образованной при надрезке, надрезанный y iacTOK деформируют таким образом, что он выступает над уровнем штампуемой ленты, фиксаш1ю производят по поверхности выступаюшего участка, а после освобождения от фиксации деформированный участок запрессовывают обратно в штампуемый материал.
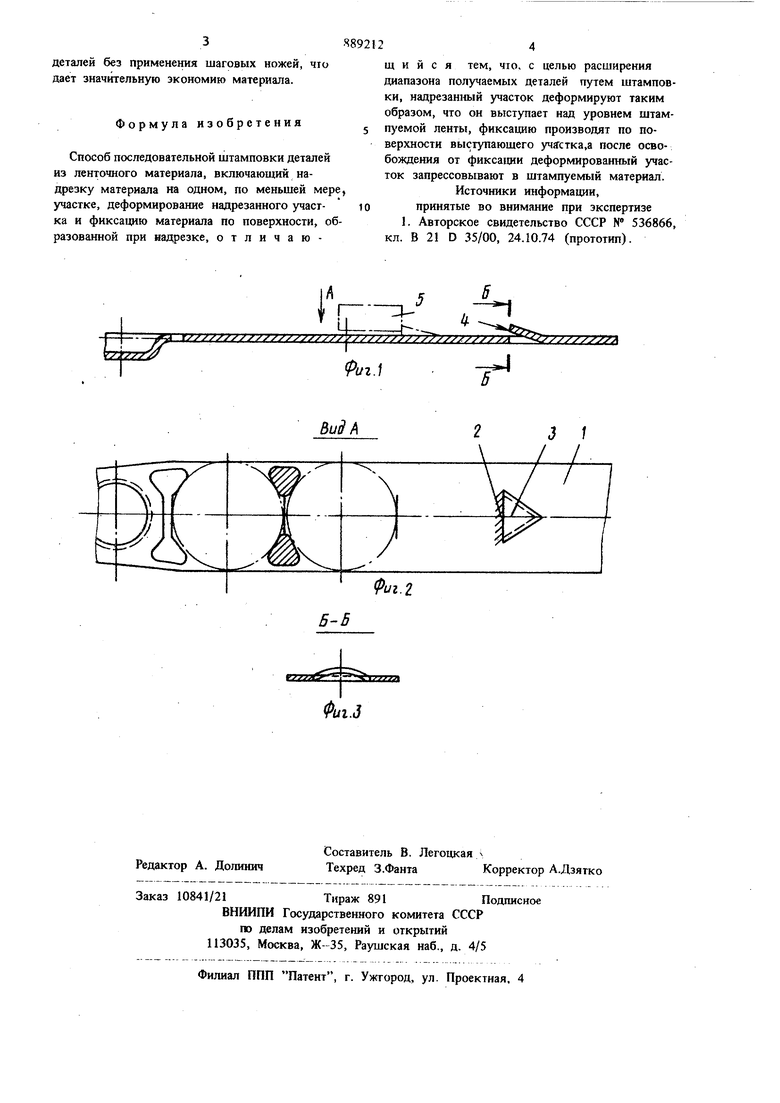
На фиг. 1 изображена схема технологических переходов (например, при вытяжке колпачка); на фиг.2 - то же,вид А сверху; на фиг.З сечение Б-Б на фиг. 1.
Способ штамповки осуществляют следующим образом.
10
В штумпуемом материале 1 делают надрез 2 (место расположения его выбирают в зависимости от схемы штамповки) и отформовывают выступ 3, припод}гимая поверхность ре15за 4 над уровнем материала 1. При перемещении ленты на шаг она базируется на шаговый упор 5 выступающей поверхностью реза 4. Для дальнейшего перемещения ленты выступающая часть запрессовывается в ленту, чем до20стигается возможность прохождения ленты под шаговым упором, или вырубается.
Применение преш1агаемого способа позволит производить штамповку самих ра.июобразных
деталей без применения шаговых ножей, чю дает значительную экономию материала.
Формула изобретения
Способ последовательной штамповки деталей из ленточного материала, включающий надрезку материала на одном, по меньшей мере, участке, деформирование надрезанного участка и фиксацию материала по поверхности, образованной при надрезке, отличающийся тем, что. с целью расширения диапазона получаемых деталей путем штамповки, надрезанный участок деформируют таким образом, что он выступает над уровнем штампуемой ленты, фиксацию производят по поверхности выступаюшего учггстка,а после освобождения от фиксации деформированный участок запрессовывают в штампуемый материал.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 536866, кл. В 21 D 35/00, 24.10.74 (прототип). Вид А иг.г
