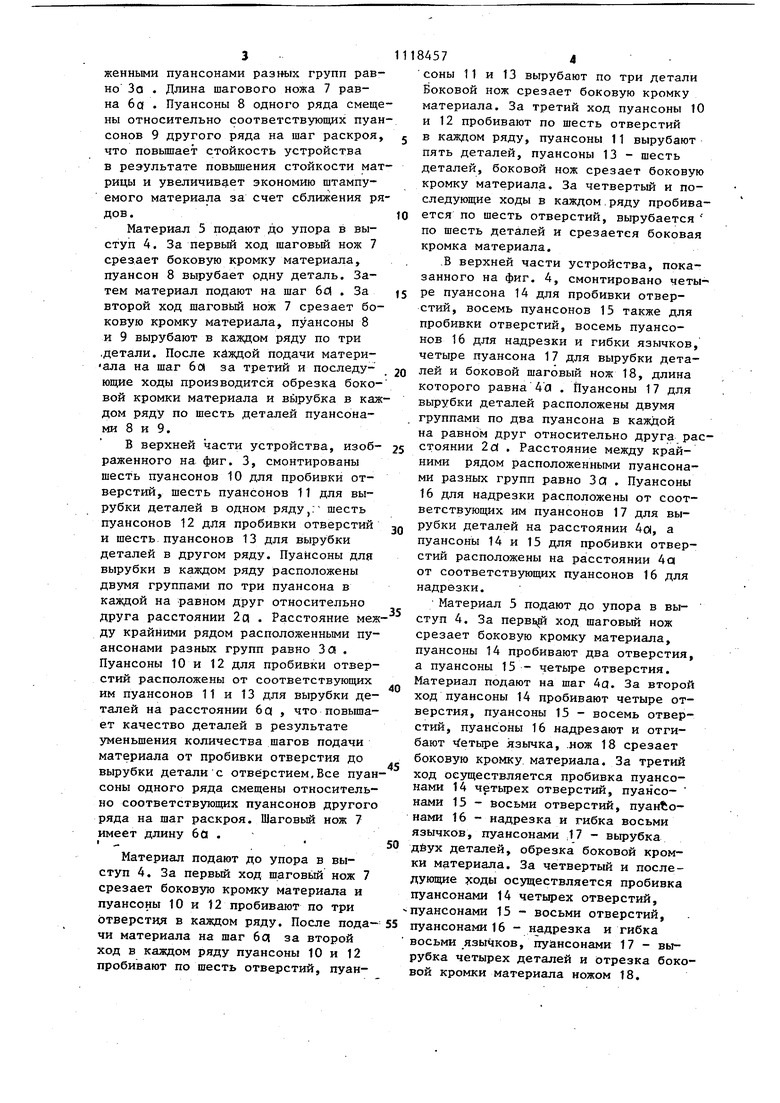
1 1 Изобретение относится к обработке металлов давлением, в частности. к штамповке деталей из.листового материала, и может быть использовано в различных областях машиностроения, приборостроения и в других отраслях промышленности. Известно устройство для параллельной штамповки деталей из листог вого материала, содержащее рабочий инструмент, состоящий из установленных по меньшей мере в одном ряду параллельном направлению подачи материала, не скольких пуансонов для .раз делительных операций, а также средство, обеспечивающее возможность подачи материала на шагД-п , где Q uiar раскроя, Я - количество одновременно отделяемых от материала, деталей в одном ряду lj . Однако в устройствах для параллельной четной кратности-штамповки расстояния меж,цу пуансонами для разделительных операций больше, нежели в устройствах для параллельной нечет ной кратности штамповки. Цель изобретения - уменьшение габаритов устройства при четной кратности штамповки, гговьшение качества деталей при последовательной штампов ке и повыи1ение его стойкости и увели чение экономии штампуемого материала при многорядной штамповке., Поставленная цель достигается тем что в устройстве пуансоны для отделе ния деталей от материала расположены в ряду двумя группами с одинаковым количеством пуансонов в каждой группе, при этом в группе размещены пуансоны дйя одинаковых разделительных операций на равном друг относит ёль но друга расстоянии 2о|, а. расстояние между крайними рядом расположенными пуансонами разных групп равно За . В устройствах для последовательно штамповки пуансоны для отделения час ти материала, например пробивки-отверстия, иадрезки, расположены от со ответствующих им пуансонов для отделения деталей на расстоянии Я-п , чт повышает качество деталей. В устройствах для многорядной штамповки пуансоны одного ряда смеще ны относительно соответствующих пуан сонов другого ряда на шаг раскроя, что повьштает их стойкость и увеличи вает ЭКОНОМ1ПО штампуемого материала 72 На фиг. 1 и 2 схематично показаны устройства для параллельной отходной штамповки деталей; на фиг. 3 и 4 устройства для последовательно-параллельной отходной штамповки; на фиг.5-; устройство для последовательно-параллельной малоотходной штамповки. Устройство,показанное на фиг. 1, содержит закрепленную на нижней; плите (условно не показана) матрицу 1, на которой закреплены направляющие планки 2 и 3. В планке 3 имеется выступ 4 для упора в него подаваемого материала 5. В верхней части устройства (условно не показан; смонтирован рабочий инструмент, состоящий из установленных, по меньшей мере, в. одном ряду, параллельном направлению подачи материала, шести пуансонов 6 для вырубки деталей, и средство, обеспечивающее возможность подачи материала на заданный шаг - боковой шаговьй нож 7, длина которого равна 6с|, где о| - шаг раскроя. Пуансоны 6 в ря ДУ расположены двумя группами по три пуансона в группе. В группе пуансоны размещены на равном друг относительно друга расстоянии 2а, а расстояние между крайними рядом расположеиными пуансонами разных групп равно За. . Материал 5 подают до упора в выступ 4, расположенный в одной вертикальной плоскости с передней кромкой шагового ножа 7. За первый ход ползуна пресса, шаговый нож 7 срезает боковую кромку материала 5, пуансоны 6 вырубают в ряду три детали. Затем материал подают на шаг бел . За второй ход шаговый нож 7 срезйет боко- вую кромку материала, пуансоны 6 вырубают в ряду шесть деталей. После каждой подачи материала на шаг бея производится вырубка шести деталей в ряду и обрезка боковой кромки материала. В устройстве, показанном на фиг.2, на нижней плите пресса смонтированы те же злементы, что и в устройстве по фиг. 1. В верхней его части смойтированы шесть пуансонов 8 для вьфубки деталей в одном ряду и шесть пуансонов 9 для вырубки деталей в другом ряду. Пуансоны 8 и 9 в каждом ряду расположены двумя группами по три пуансона в группе на равном друг относительно друга расстоянии 2а. Расстояние между крайними рйдом расположенными пуансонами разных групп равно За . Длина шагового ножа 7 равна 6а . Пуансоны 8 одного ряда смеще ны относительно соответствующих пуан сонов 9 другого ряда на шаг раскроя, что повьшает стойкость устройства в результате повьшения стойкости мат рицы и увеличивает экономию штампуемого материала за счет сближения ря дов. Материал 5 подают до упора в выступ 4. За первый ход шаговьй нож 7 срезает боковую кромку материала, пуансон 8 вырубает одну деталь. Затем материал подают на шаг 6Д . За второй ход шаговый нож 7 срезает боковую кромку материала, пуансоны 8 и 9 вырубают в каждом ряду по три .детали. После кйждой подачи материала на шаг ба за третий и последующие ходы производится обрезка боковой кромки материала и вырубка в каж дом ряду по шесть деталей пуансонами 8 и 9, В верхней части устройства, изображенного на фиг, 3, смонтированы шесть пуансонов 10 для пробивки отверстий, шесть пуансонов 11 для вырубки деталей в одном шесть пуансонов 12 для пробивки отверстий и шесть, пуансонов 13 для вырубки деталей в другом ряду. Пуансоны для вырубки в каждом ряду расположены двумя группами по три пуансона в каждой на равном друг относительно друга расстоянии 2я , Расстояние меж ду крайними рядом расположенными пуансонами разных групп равно 3 а , Пуансоны 10 и 12 для пробивки отверстий расположены от соответствующих им пуансонов 11 и 13 для вырубки деталей на расстоянии 6 Q , что повышает качество деталей в результате уменьшения количества шагов подачи материала от пробивки отверстия до вырубки деталиС отверстием,Все пуан соны одного ряда смещены относительно соответствующих пуансонов другого ряда на шаг раскроя. Шаговый нож 7 имеет длину 6d , I . « Материал подают до упора в выступ 4. За первый ход шаговый нож 7 срезает боковую кромку материала и пуансоны 10 и 12 пробивают по три отверстия в каждом ряду. После подачи материала на шаг 60| за второй ход в каждом ряду пуансоны 10 и 12 пробивают по шесть отверстий, пуан- 4574 соны 11 и 13 вырубают по три детали Боковой нож срезает боковую кромку материала. За третий ход пуансоны 10 и 12 пробивают по шесть отверстий в каждом ряду, пуансоны 11 вырубают пять деталей, пуансоны 13 - шесть деталей, боковой нож срезает боковую кромку материала. За четвертый и последующие ходы в каждом.ряду пробивается по шесть отверстий, вырубается по шесть деталей и срезается боковая кромка материала. ,В верхней части устройства, показанного на фиг, 4, смонтировано четыре пуансона 14 для пробивки отверстий, восемь пуансонов 15 также для пробивки отверстий, восемь пуансонов 16 для надрезки и гибки язычков, четыре пуансона 17 для вырубки деталей и боковой шаговый нож 18, длина которого равна 4а , Пуансоны 17 для вырубки деталей расположены двумя группами по два пуансона в каждой на равном друг относительно друга расстоянии 2d , Расстояние между крайними рядом расположенными пуансонами разных групп равно За . Пуансоны 16 для надрезки расположены от соответствующих им пуансонов 17 для вырубки деталей на расстоянии 4о1, а пуансоны 14 и 15 для пробивки отверстий расположены на расстоянии 4а от соответствующих пуансонов 16 для надрезки. Материал 5 подают до упора в выступ 4. За перв ход шаговый нож срезает боковую кромку материала, пуансоны 14 пробивают два отверстия, а пуансоны 15 - четыре отверстия. Материал подают на шаг 4а, За второй ход пуансоны 14 пробивают четыре отверстия, пуансоны 15 - восемь отверстий, пуансоны 16 надрезают и отгибают Четыре язычка, .нож 18 срезает боковую кромку, материала. За третий ход осуществляется пробивка пуансонами 14 четьфех отверстий, пуансонами 15 - восьми отверстий, пуансо- нами 16 - надрезка и гибка восьми язычков, пуансонами ;17 - вьфубка дбух деталей, обрезка боковой кромки материала. За четвертый и последующие ходы осуществляется пробивка пуансонами 14 четырех отверстий, пуансонами 15 - восьми отверстий, пуансонами 16 - надрезка и гибка восьми язычков, пуансонами 17 - вырубка четырех деталей и отрезка боковой кромки материала ножом 18, . S В верхней части устройства (фиг.5 смонтированы двенадцать пуансонов 19 для пробивки отверстий, пуансоны 20 для вырубки деталей по замкнутому контуру и пуансоны 21 для вьфубки деталей по незамкнутому контуру из перемычек в том же ряду, полученных вырубкой деталей по замкнутому контуру. Длина бокового шагового ножа 7 равна 6Q .Пуансоны для вырубки расположены двумя группами. В одной группе размещены три пуансона для вы рубки деталей по замкнутому контуру, в другой - три пуансона для вырубки деталей по незамкнутому контуру. Пуансоны в группе размещены на равном друг относительно друга расстоянии 2Q . Расстояние между крайними рядом расположенными пуансонами разных групп равно За . Пуансоны 19 для пробивки отверстий расположены от со ответствующих им пуансонов 20 и 21 для вырубки деталей на расстоянии бо 57 За первый ход шаговый нож 7 срезает боковую кромку материала 5, пуансоны 19 пробивают шесть отверстий. После подачи материала на шаг б4 за второй ход пуансоны 19 пробивают двенадцать отверстий, пуансонц 20 вырубают три детали по замкнутому контуру, нож. 7 срезает боковую кромку материала. За третий и последующие ходы пуансоны 19 пробивают двенадцать отверстий, пуансоны 20 вырубают три детали по замкнутому контуру, пуансоны 21 - три детали по незамкнутому контуру из перемычек, нож 7 среза- ет боковую кромку материала. Использование предлагаемого устройства позволит уменьшить его габариты при четной кратности штамповки и, как следствие, уменьшить его металлоемкость и концевые отходы штампуемого материала, а также повысить производительность при штамповке концов материала..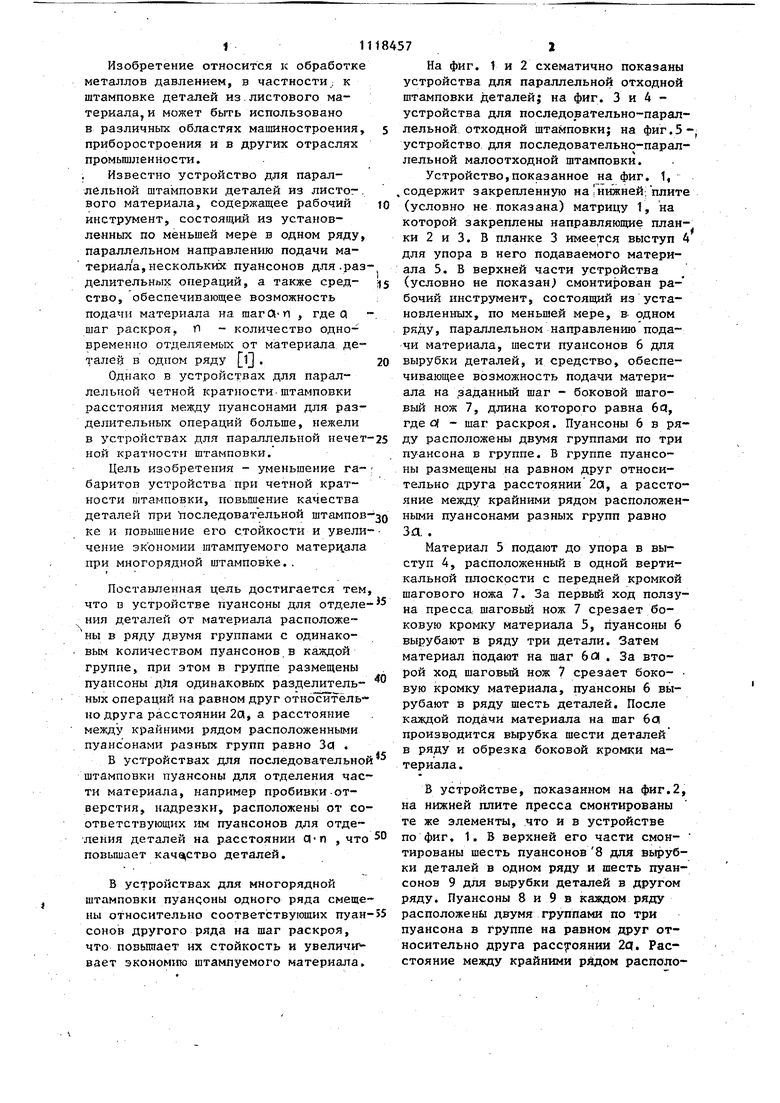
1. УСТРОЙСТВО ДЛЯ ПАРАЛЛЕЛЬНОЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, содержащее рабочий инструмент, состоящий из установленных по меньшей:мере в одном ряду, параллельном направлению подачи материала, не скольких пуансонов для разделительных операций, а также средство, обеспечивающее возможность подачи материала на шаг о- п , где а таг раскроя, ц - количество одновременно отделяемых от материала деталей в одном ряду, отличающееся тем, что, с целью уменьшения габаритов при четной кратности штамповки, пуансоны для отделения деталей от материала расположены в ряду двумя группами с одинаковым количеством пуансонов в каждой группе, при этом в группе размещены пуансоны для одинаковых разделительных операций на равном относительно друг друга расстоянии 2 0( , а расстояние :между крайними рядом расположенными пуансонами разных групп равно За . 2.Устройство по п. 1, о т л ичающееся тем, что, с целью повьш1ения качества деталей при последовательной штамповке, пуансоны для отделения части материала, например пробивки отверстия, надрезки, расположены от соответствующих S им пуансонов для отделения деталей на расстоянии а- п . 3.Устройство по п. 1, о т л ичающееся тем, что, с целью повьш1ения его стойкости и увеличения экономии штампуемого материала при многорядной штамповке, пуансоны одного ряда смещены относительно соответствую|цих пуансонов другого ряда на шаг раскроя.
в
ъ
to
.5
5
Ш
Фс/е. г
Фиг.
Фиг. 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Спрабочник по холодной штамповке | |||
| М., Машиностроение, 1965, с | |||
| Корнерез для пней | 1921 |
|
SU448A1 |
