(54) СПОСОБ ТОРЦОВОЙ ПРОКАТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ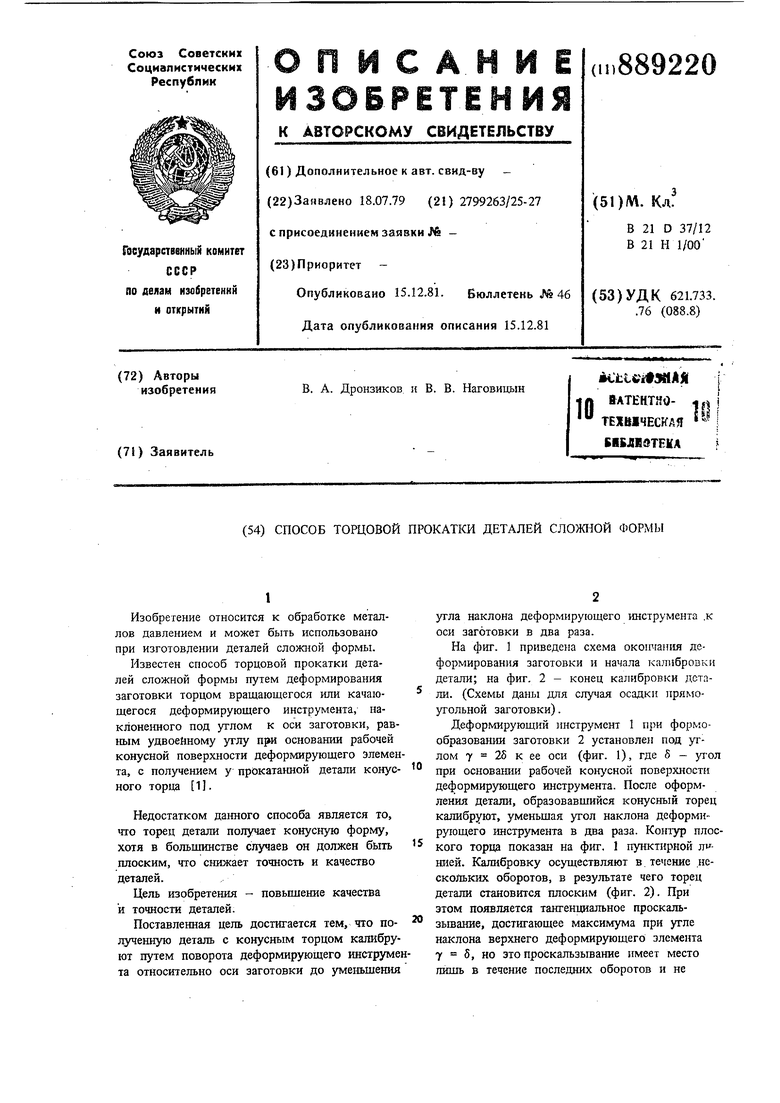
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| Способ изготовления дисков торцовой раскаткой | 1983 |
|
SU1181756A1 |
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2428298C2 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
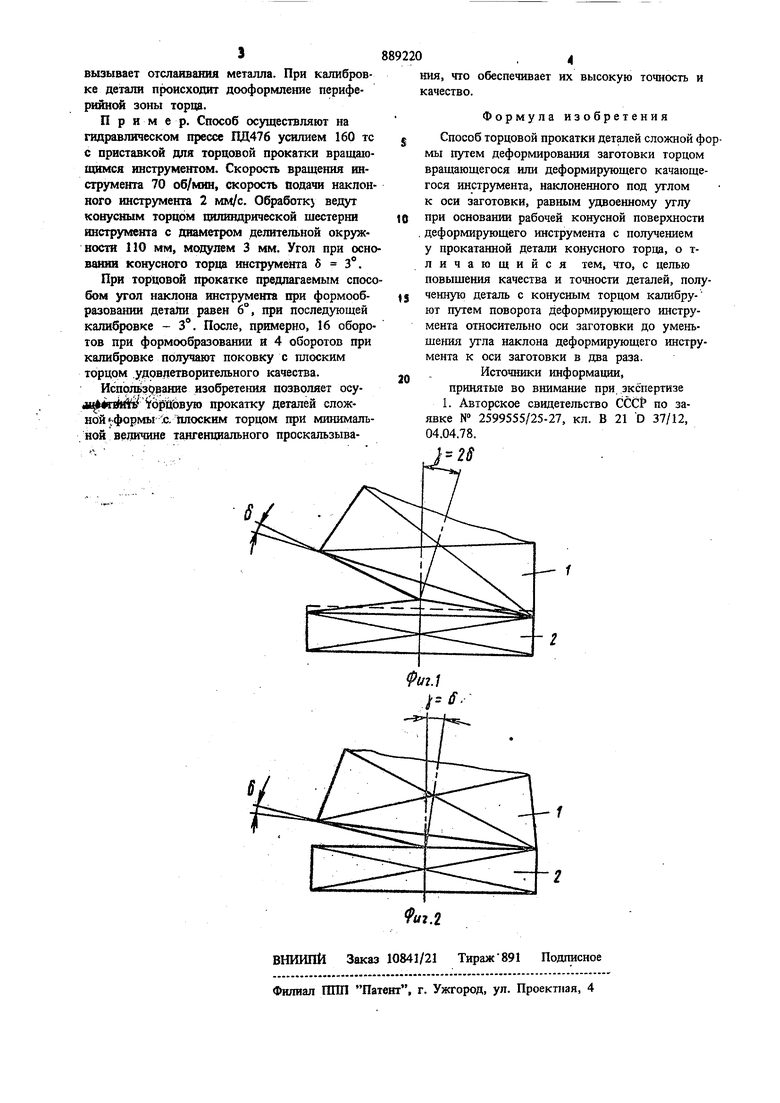
Изобретение относится к обработке fvfeianлов давлением и может быть использовано при изготовлении деталей сложной формы. Известен способ торцовой нрокатки деталей сложной формы путем деформирования заготовки торцом вращающегося или качающегося деформирующего инструмента, наклоненного под утлом к оси заготовки, равным удвоенному углу при основании рабочей конусной поверхности деформирующего элемен та, с получением у проката1шой детали конусного торца 11. Недостатком данного способа является то, что торец детали получает конусную форму, хотя в больщинстве случаев он должен быть плоским, что снижает точность и качество деталей. Цель изобретения - повышение качества и точности деталей. Поставленная цель достигается тем, что подученную деталь с конусным торцом калибруют путем поворота деформирующего инструме та относительно оси заготовки до уменьшения угла наклона деформирующего инструмента ,к оси заготовки в два раза. На фиг. 1 приведена схема окошгания деформирования заготовки и начала калибровки детали; на фиг. 2 - конец калиброзки детали. (Схемы даны для случая осадки npHNioугольной заготовки). Деформирующий инструмент 1 при формообразования заготовки 2 установлен под углом 7 25 к ее оси (фиг. 1), где 5 - тол при основашш рабочей кон снон поверхности деформирующего инструмента. После оформления детали, образовавщийся конусный торец калибруют, уменьшая угол наклона деформирующего инструмента в два раза. Контур плоского торца показан на фиг. 1 пунктирной л нией. Калибровку осуществляют в. течение нескольких оборотов, в результате чего торец детали становится плоским (фиг. 2). При этом появляется тангенциальное проскальзьшание, достигающее максимума при угле наклона верхнего деформирующего элемента 7 5, но это проскальзывание имеет место лишь в течение последних оборотов и не
